| Titel: | Kupferextraction zu Oker am Harz. |
| Autor: | Friedr. Bode |
| Fundstelle: | Band 228, Jahrgang 1878, S. 142 |
| Download: | XML |
Kupferextraction zu Oker am Harz.
Mit Abbildungen auf Tafel
11 und 12.
Kupferextraction zu Oker am Harz.
In der Zeitschrift für Berg-, Hütten- und
Salinenwesen, 1877 Bd. 25 S. 119 geben Wimmer und Bräuning eine
ausführliche Beschreibung über Vorkommen und Gewinnung der Rammelsberger Erze und
die Unterharzer Hüttenprocesse. Wir theilen nach Bräuning's Beschreibung Folgendes über die Extraction der Kupfererze im Anschlüsse
an die früheren Berichte von Lunge (1871* 204 288. 1874 214 467)
mit.
Von den Erzsortimenten, welche der Rammelsberger Bergbau abliefert, werden nur die
sogen, ordinären Kupfererze auf nassem Wege in Oker verhüttet und haben dieselben
folgende Zusammensetzung:
Kupfer
7,90
Blei
2,17
Silber
0,01
Eisen
34,93
Zink
3,71
Mangan
1,08
KobaltNickel
0,08
ArsenAntimon
0,08
Kieselsäure
1,70
Thonerde
2,61
Kohlensaurer Kalk
2,32
Kohlensaures Manganoxydul
0,74
Schwerspath
0,63
Schwefel
41,08
–––––
99,04.
Dies entspricht mineralogisch folgender Zusammensetzung:
Schwefelkies
60 Proc.
Kupferkies
23
Blende
6
Bleiglanz
2
Gangart
9
Maſsgebend ist neben der Kupfergewinnung ein möglichst hohes Ausbringen an Schwefel
aus diesen Erzen. Ihre Abröstung erfolgt in den Säurefabriken der Hütte, und es
gehen die Abbrände demnächst in die Extractionsanstalt mit 6 bis 9 Proc. Kupfer und
5 bis 8 Proc. Schwefel. Eine monatliche Betriebsprobe des Abbrandes zeigte folgende
Zusammensetzung:
Kupfer, hauptsächlich als Oxyd vorhanden
7,83 Proc.
Eisen, desgleichen
40,53
Blei, als Bleioxyd
2,09
Silber
0,008
Zink, als Zinkoxyd
1,95
Mangan, als Oxyduloxyd
0,40
Schwefel
3,80
Schwefelsäure, entsprechend 3,8 Schwefel
9,51
Thonerde
4,43
Sonstige Gangarten
11,65.
Es ist anzunehmen, daſs der Schwefel hauptsächlich unzersetzt gebliebenen
Schwefeleisen-Verbindungen angehört, während die Schwefelsäure vorwiegend an Kalk,
sowie Kupferoxyd und Zinkoxyd gebunden sein dürfte. Den Eisengehalt dieser Abbrände
auf Eisenoxyd bezieh. Schwefelkies, das Kupfer auf Kupferoxyd berechnet, so ergibt
sich folgende der Wirklichkeit wohl nahe kommende Zusammensetzung:
Kupferoxyd
9,80
Eisenoxyd (= 37,2 Eisen)
53,14
Schwefelkies (= 3,8 Schwefel)
7,13
Bleioxyd
2,25
Silber
0,008
Zinkoxyd
2,43
Manganoxyd
0,57
Schwefelsäure
9,51
Thonerde
4,43
Gangarten
11,65
–––––––
100,918.
Diese Abbrände werden chlorirend geröstet; Kupfer dadurch gröſstentheils in Chlorid
bezieh. Chlorür verwandelt (doch bleibt ein Theil auch als Oxyd zurück), während
Zink, Mangan, Silber und Nickel nahezu völlig an Chlor gebunden werden. Eisenoxyd
bleibt unverändert.
Das Röstgut wird mit sogen. Endlaugen ausgelaugt, welche, im Laufe des Processes sich
regenerirend, neben Eisenchlorür Chloralkalien und schwefelsaure Alkalien enthalten.
Nun wird das in Wasser leicht lösliche Kupferchlorid (nebst den Chlor- und
schwefelsauren Alkalien) leicht von der Endlauge aufgenommen; auch das in Wasser
schwer lösliche Kupferchlorür löst sich in der Wärme bei Gegenwart von Chloralkalien
und auf das Kupferoxyd endlich soll das Eisenchlorür der Endlaugen lösend wirken,
indem sich letzteres in Eisenoxyd, ersteres in Kupferchlorür, bezieh. Chlorid
umwandelt (2 FeCl + 3 CuO = Fe2O3
+ Cu2Cl + CuCl). Es
scheint jedoch, daſs die letztere Reaction nur vollständig durch eine innige
Mischung der Laugen mit dem Röstgute durch mechanische Hilfsmittel zu erreichen ist,
von deren Anwendung man abgesehen hat. Man begnügt sich vielmehr, nur etwa 75 bis 80
Proc. des Kupfers mit Endlaugen, den Rest durch eine Nachlaugung mit verdünnter
Säure zu lösen.
Mit Eisen werden aus den zum Sieden erwärmten Laugen, Silber und Kupfer gefällt,
während die Laugrückstände, vorzugsweise aus Eisenoxyd bestehend, beim Oberharzer
Schmelzprocesse geeignete Verwendung finden.
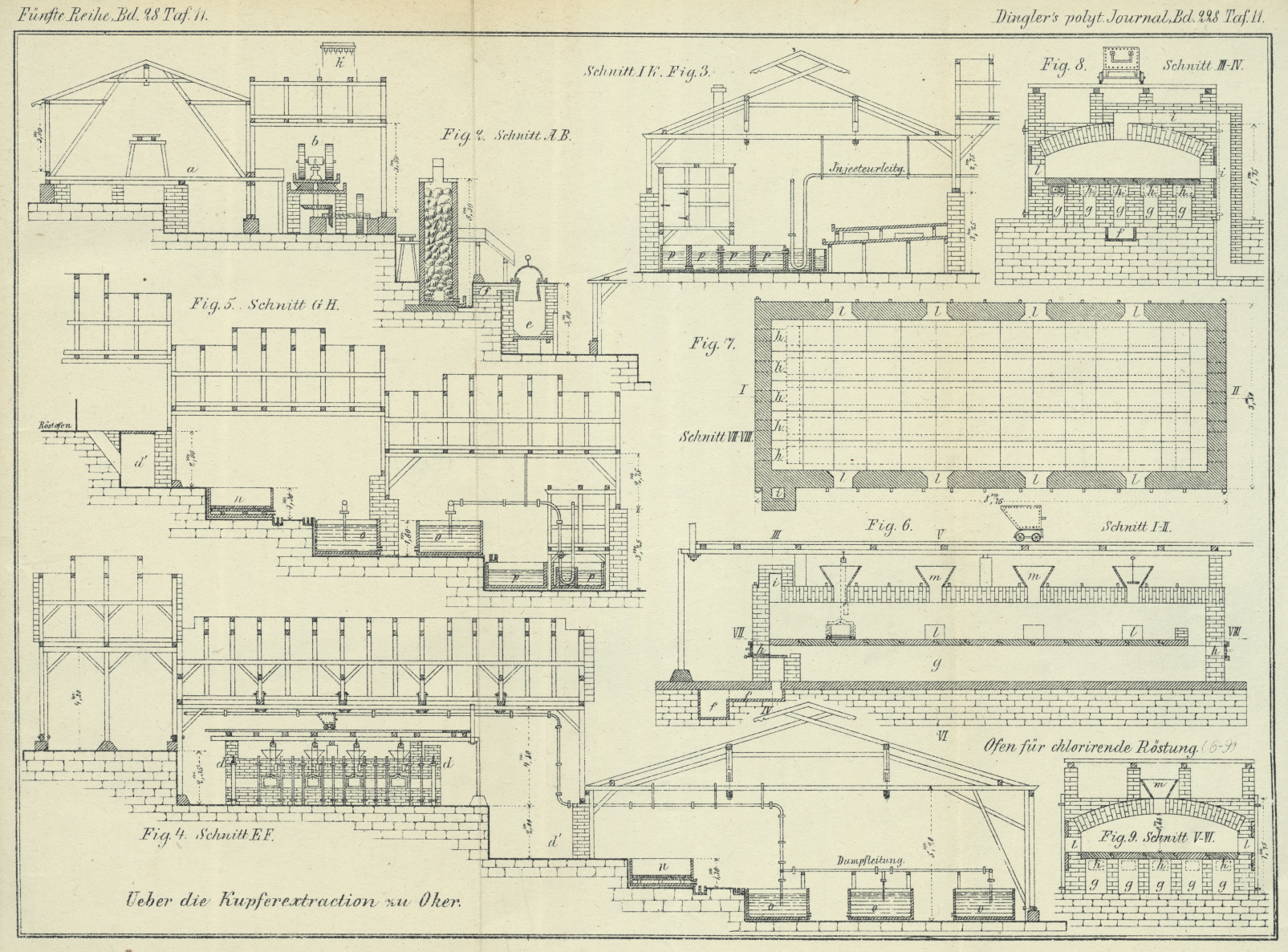
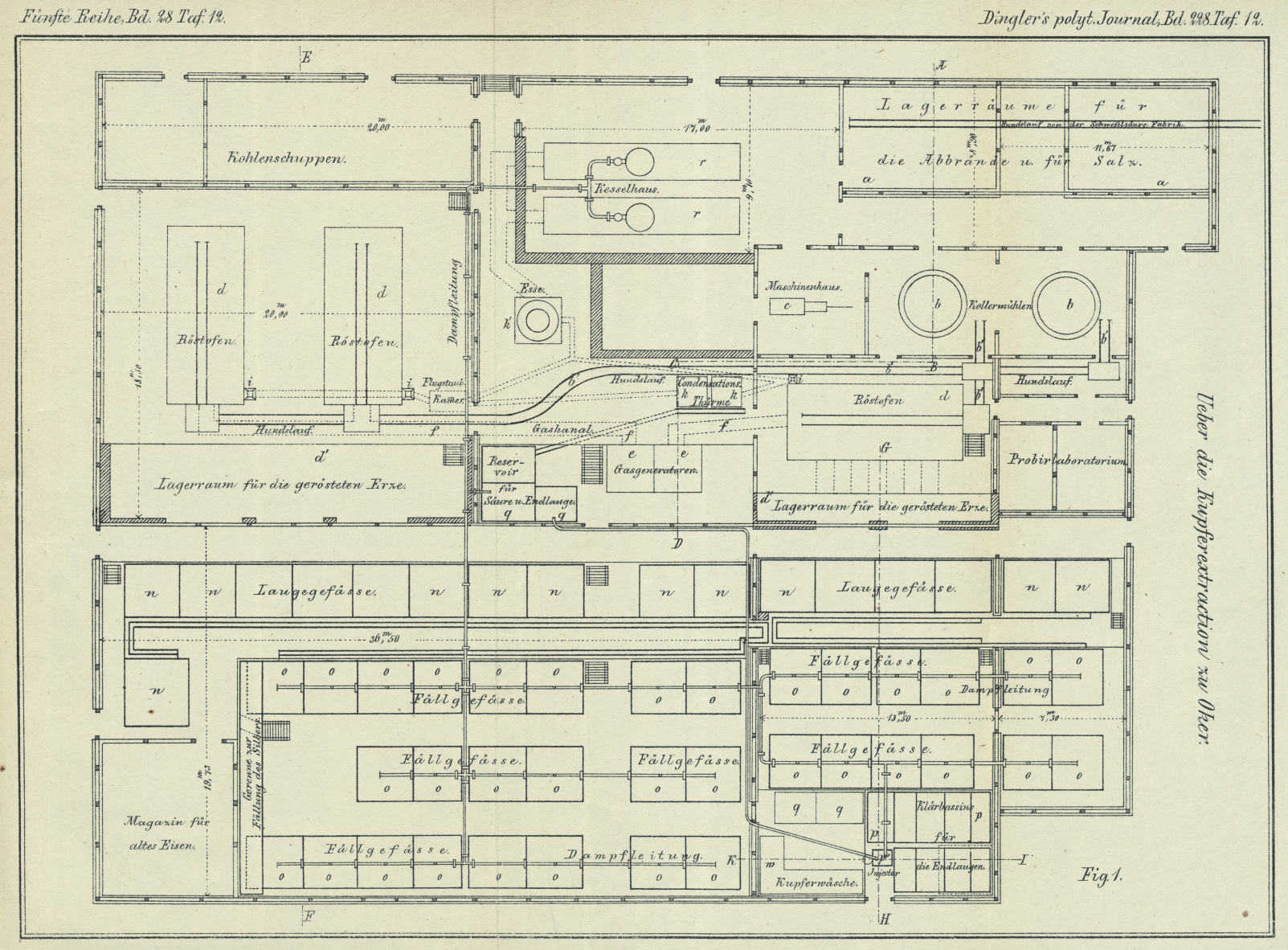
Die Anlage der Kupferextractionsanstalt zu Oker zeigen die Figuren 1 bis 5 Taf. 11 und
12. Die Anstalt ist mit Rücksicht auf Transport der Massen und Laugen terrassenartig
angeordnet. Im obern Niveau hat man die Lager a für
Abbrände und Salz, mit einmündender Schienenbahn a'.
Auf den Kollermühlen b wird der Abbrand mit Salzzusatz
vermählen; eine Mühle ist genügend, den täglichen Erzbedarf von 15000k mit 2250k Salz
auf 2mm Korngröſse zu bringen. Zum Betriebe dient
die Maschine c von 12e. Zwei Cornwall-Kessel r von 9m,42 Länge und 1m,88 Durchmesser liefern auſser für die Maschine Dampf zum Erwärmen der.
Laugen und für einen Laugen-Injector.
Das mit 15 Proc. Salzzusatz vermahlene Erz geht auf der Schienenbahn b' nach den Röstöfen d und
über die Decke derselben; das geröstete Erz wird nach den vertieften Lagerplätzen d' abgestürzt und der Laugerei übergeben. Es sind n die mit Blei ausgeschlagenen Laugkästen, unten mit
(falschem) Siebboden versehen, der mit Stroh belegt wird; ferner o die ebenso ausgeschlagenen Fällkästen, in welche die
Kupferlaugen aus n abflieſsen und über welchen hin
Dampfleitungen gelegt sind, aus denen die Dampfröhren zur Erwärmung der Laugen
abzweigen. In den Fällkästen befindet sich ein Haarfilter, welches das Kupfer
zurückhält, und die Endlaugen flieſsen in die Kästen p,
von wo aus sie nach Bedarf durch den Injector p'
gehoben und von Neuem zur Laugung verwendet werden.
Der Fuſsboden des Laugerei- und des Fällgebäudes ist asphaltirt und etwa ausrinnende
Laugen flieſsen von selbst nach den Kästen p ab, welche
ebenfalls mit Blei ausgekleidet, auch noch mit metallischem Eisen beschickt sind.
Die zum Nachlaugen dienende verdünnte Säure wird in den Gefäſsen q erwärmt.
Fig. 6 bis
9 Taf. 12
zeigen einen Ofen für chlorirende Röstung besonders dargestellt. Dieser Ofen ist für
Gasfeuerung eingerichtet; bei einem Besuche des Referenten in Oker wurde aber auch
mit directer Feuerung sehr befriedigend gearbeitet. Die Gasgeneratoren e (Fig. 1 und 2) entsenden das Gas durch
die Kanäle f unter die aus Chamotteplatten
hergestellten Ofensohlen in 5 Kanäle g, in denen es bei
Luftzutritt durch die Schlitze h verbrennt. Die Flamme
geht sodann über den Herd, nimmt hier noch die Röstgase auf und entweicht in der
Decke und durch den Fuchs i; die Gase gehen in die
Kokesthürme k (Fig. 1 und 2), in welchen mittels
Wassers die salzsauren Gase niedergeschlagen werden. Die verdünnte Salzsäure wird
zum Laugen verwendet, die Röstgase werden durch die Dampfkesselesse k' abgesaugt. Die Röstöfen haben vier Ladetrichter m und ebenso viele Arbeitsthüren l.
Betreffs der speciellen Ausführung des Extractionsprocesses bemerkt Verfasser
folgendes. Die beim Rösten wirksamen Bestandtheile des Kalisalzes sind die
Chlorverbindungen des Magnesiums, Kaliums, Calciums, sowie das Wasser. Das Gemisch
wird in Posten von je 2500k Erz geladen und in 4
Stunden bis zu schwacher Rothglut erhitzt. Nachdem dies erreicht, wird die Feuerung
unterbrochen und die Charge ohne Unterbrechung gekrählt. Die Temperatur steigt dabei
zufolge der chemischen Vorgänge von selbst, sinkt aber später wieder. Während der
Krählperiode, die etwa 5 Stunden dauert, sind die Luftschieber der Gasfeuerung
geöffnet. Das Erz wird hierauf gezogen und der Ofen neuerdings beschickt. Man
rechnet 2 Chargen in 24 Stunden auf den Ofen, also 5000k Erz.
Die chemischen Vorgänge bei dieser Röstung lassen sich etwa folgendermaſsen erklären.
Unzersetzt vorhandener Schwefelkies wird durch die Erhitzung oxydirt; die entstehende schweflige
Säure zersetzt bei der hergestellten Temperatur in Gegenwart von Wasserdampf (Hargreaves' Proceſs!) die Chloralkalien und vermuthlich
auch das Chlormagnesium derart, daſs sich neben Salzsäure schwefelsaure Alkalien
bilden. Die Salzsäure zersetzt im status nascendi die
Oxyde von Kupfer, Silber, Zink, Mangan und Nickel, welche unter Bildung von Wasser
in Chlorverbindungen umgewandelt werden. Kupfer geht theils in Chlorür, theils in
Chlorid über und da diese Verbindungen in hoher Temperatur flüchtig sind, so darf
die Temperatur nicht über schwache Rothglut hinaus gesteigert werden. Hierbei wird
jedoch etwa noch unzersetzt vorhandenes Kupfersulfür (Kupferkies) nicht völlig
oxydirt und entzieht sich dasselbe daher gröſstentheils den Reactionen der
chlorirenden Röstung.
Hiernach ist für die Anwendbarkeit dieses Processes Bedingung zunächst, daſs noch
eine geeignete Menge von unzersetztem Schwefelkies vorhanden sei – hier läſst sich
bei zu weit getriebener Abröstung durch Zusatz von rohem Schwefelkies nachhelfen –
sowie ferner, daſs das Kupfer als Oxyd und nicht als Sulfür (Halbschwefelkupfer =
Cu2S) in der Masse enthalten ist. Sobald der
Kupfergehalt der ordinären Kupfererze 8 Proc. Kupfer überschreitet, ist die erste
(oxydirende) Röstung nicht mehr genügend zu erreichen, die Extractionsrückstände
enthalten viel Halbschwefelkupfer, und statt des nassen Weges, welcher ganz
ungeeignet wird, ist der Schmelzproceſs vorzuziehen.
Die Analysen I und II zeigen die Zusammensetzung der Röstmasse in der Mitte und nach
Beendigung des Röstprocesses (aus einer früheren Periode, als noch mit 20 Proc.
Kaliabfallsalz gearbeitet wurde).
I. In der Mitte des Röstprocesses.
In Wasser löslich.
Cu
1,94
Proc. als
CuCl
3,11
Proc.
Ag
0,003
AgCl
0,004
Fe
0,74
FeCl
1,68
Al2O3
0,12
Al2O3,
3SO3
0,39
Mn
0,69
MnCl
1,58
Ni
0,20
NiCl
0,44
Zn
1,60
ZnCl
3,40
CaO
2,76
CaCl
6,27
MgOKONaO
als Sulfate ausChlorverbindungen
18,15
––––––
Summe
35,024
In Wasser unlöslich.
Cu
4,32
Proc. als
CuO (HCl löslich)Cu2S (in
Königswasser lösl.)
5,12 0,29
Proc.
Pb
0,39
PbO, SO3
0,57
Fe
34,49
Fe2O3Fe2O3, SO3FeS2
45,38 3,27 2,64
Al2O3
3,30
Al2O3
3,30
Mn
0,03
Mn2O3
0,04
Zn + Ni
0,29
ZnO + NiO
0,36
CaO
0,45
CaO, SO3
1,09
SO3
1,86
S
1,47
Cl
Spur
Unlöslich in Säuren
2,96
––––
Summe
65,02
II. Nach Beendigung des Röstprocesses.
In Wasser löslich.
Cu
3,86
Proc. als
CuCl
8,17
Proc.
Ag
0,005
AgCl
0,006
Fe
0,60
FeCl
1,38
Al2O3
0,17
Al2O3,
3SO3
0,56
Zn
0,64
ZnCl
3,42
Mn
0,75
MnCl
1,71
Ni
0,07
NiCl
0,15
CaO
1,60
CaCl
3,17
MgOKONaO
als Sulfate ausChlorverbindungen
20,50
––––––
Summe
39,066
In Wasser unlöslich.
Cu
2,57
Proc. als
CuOCu2S
3,18 0,03
Proc.
Pb
1,17
PbO, SO3
1,26
Fe
34,56
Fe2O3.Fe2O3, SO3FeS2
47,91 1,02 1,18
Al2O3
0,44
Al2O3
0,44
Zn
0,37
ZnO
0,46
Mn + Ni
Spur
CaO
0,49
CaO, SO3
1,19
SO3.
1,49
Cl
Spur
S
0,64
Unlöslich in Säuren
3,69
–––––
Summe
60,36
Jede Röstpost wird zur Controle des Betriebes auf die in Wasser und Säure löslichen
Kupferverbindungen untersucht. Als Durchschnitt hat sich ergeben, daſs von dem
Kupfer der Erze löslich sind 75 Proc. in Wasser, 20 Proc. in verdünnter Säure und 5
Proc. in Königswasser.
Zur Auslaugung werden 5000k Röstgut in die
Laugbottiche gebracht und, hier zunächst mit Endlaugen behandelt. Die
Zusammensetzung der
letzteren ist zwar wechselnd, doch gibt die Analyse III ein Bild der
durchschnittlichen Zusammensetzung.
III.
IV.
100 Th. Lauge von 1,145 V.-G.= 18° B.
enthielten:
100 Th. Lauge von 1,355 V.-G.= 38° B.
enthielten:
Cu
0,015
Proc
3,71
Proc.
Pb
Spur
0,01
FeO
2,14
0,005
Fe2O3
0,15
Bi
Spur
Al2O3
0,11
Al2O3 +
Fe2O8.
0,29
ZnO
0,06
4,97
MnO
0,31
0,58
CoO + NiO
0,01
0,04
CaO
0,12
Spur
MgO
0,52
0,27
Alkalien
2,61
10,60
Cl
2,56
12,56
SO3
5,89
8,95
As + Sb
Spur
0,32
––––––
––––––
Trockensubstanz
14,495
42,305
Die Endlaugen, durch die Förderung mit Injector auf etwa 50° vorgewärmt, erhitzen
sich, mit dem Röstgute in Berührung kommend, bis nahe zum Siedepunkte. Nach völliger
Durchdringung der Post wird der Ablaſshahn geöffnet, und läſst man dann so lange
frische Endlaugen zuflieſsen, als das Abflieſsende noch blaue Färbung zeigt. Diese
erste Periode ist nach 4 bis 5 Stunden beendet und die dabei resultirenden
Kupferlaugen haben alsdann die Zusammensetzung der obigen Analyse IV.
Es wird nun nach dieser ersten Laugung mit der in den Kokesthürmen gewonnenen
verdünnten Salzsäure 24 Stunden weiter gelaugt und wird das Lösungsmittel zuvor mit
Dampf zum Sieden gebracht. Darauf wird die kupferhaltige Lauge abgezogen und es
folgt eine dritte Laugung mit verdünnter Schwefelsäure, die auf 8° B. verdünnt und
vorher ebenfalls zum Sieden erhitzt wird. Man rechnet auf 5000k Erz 1250k
Rohsäure von 50° B. Die Laugung dauert 2 Tage und die Lauge wird nicht früher
abgelassen, als bis sie neutral reagirt. Eine Analyse dieser Laugen ergab:
Cu
0,58
Proc.
Fe2O3 + Al2O3
2,13
ZnO
0,06
MnO
0,12
Co + Ni
0,02
CaO
0,07
MgO
0,04
Alkalien
0,62
Cl
0,13
SO3
2,39
–––––
Trockensubstanz
6,160
Die ersten kupferhaltigen Laugen enthalten den gröſsten Theil des Silbers und werden deshalb von
den späteren Laugen, die ein scheidewürdiges Kupfer nicht mehr liefern, getrennt
gehalten.
Die Fällgefäſse werden stets mit einigen Centner von Schmiedeeisenabfällen gefüllt
gehalten und findet die Ausfällung des Kupfers, um den Vorgang zu beschleunigen,
unter Erwärmung statt. Durch Probiren mit einem blanken Eisenstabe wird ermittelt,
ob sämmtliches Kupfer niedergeschlagen ist, und sind bis dahin die Laugen zwei bis
dreimal zum Sieden zu erhitzen. Je nach der Concentration der Laugen dauert die
Fällung 1 bis 3 Tage und rechnet man auf 1k
chemisch reines Kupfer etwa 1k Verbrauch an Eisen,
was schon andeutet, daſs ein groſser Theil des Kupfers als lösliches Chlorür
vorhanden ist.
Monatlich wird das Cementkupfer aus den Fällgefäſsen genommen und in der Kupferwäsche
w (Fig. 1) gewaschen, wodurch
es von beigemengtem Eisen und Salzen befreit wird.
Das bei 100° getrocknete Cementkupfer hat folgende Zusammensetzung:
Cu
77,45
Pb
0,63
Ag
0,10
Bi
0,006
As
0,04
Sb
0,15
Fe2O3
6,72
Al2O3
0,99
Zn
1,02
Mn
0,02
Co + Ni
0,03
CaO
0,10
MgO + Alkalien
2,71
SO3
4,58
Cl
1,19
In Säuren unlöslich
0,61
Sauerstoff, Wasser, berechnet
3,654
––––––––
100,00.
Man hat neuerdings versucht, einen Theil des Silbers aus den Kupferlaugen durch
partielle Ausfällung des Kupfers mit Schwefelnatrium zu gewinnen (vgl. Lunge 1874 214 468), doch sind diese Versuche noch
nicht abgeschlossen.
Die Extractionsrückstände enthalten 0,3 bis 0,8 Proc. Kupferrückhalt. Die Analyse
ergab:
Fe2O3
79
Proc.
Al2O3
3
MgO und Alkalien
1
CaO
2,5
SO3
5,5
Gangarten, in Säuren unlöslich
6
Es gaben 100 Abbrände etwa 75 Rückstände. Der Gehalt der
letzteren an Kupfer wird auf den Oberharzer Hütten, wo dieselben als Zuschlag
verwendet werden, noch nutzbar gemacht. Daſs der beschriebene Extractionsproceſs in seinen
Rückständen ein auf mancherlei Art verwendbares Nebenproduct liefert, ist ein nicht
zu unterschätzender Vortheil desselben.
Friedr.
Bode.