| Titel: | Gould's Zinkenschneidmaschine. |
| Fundstelle: | Band 228, Jahrgang 1878, S. 213 |
| Download: | XML |
Gould's Zinkenschneidmaschine.
Mit Abbildungen auf Tafel
16.
Gould's Zinkenschneidmaschine.
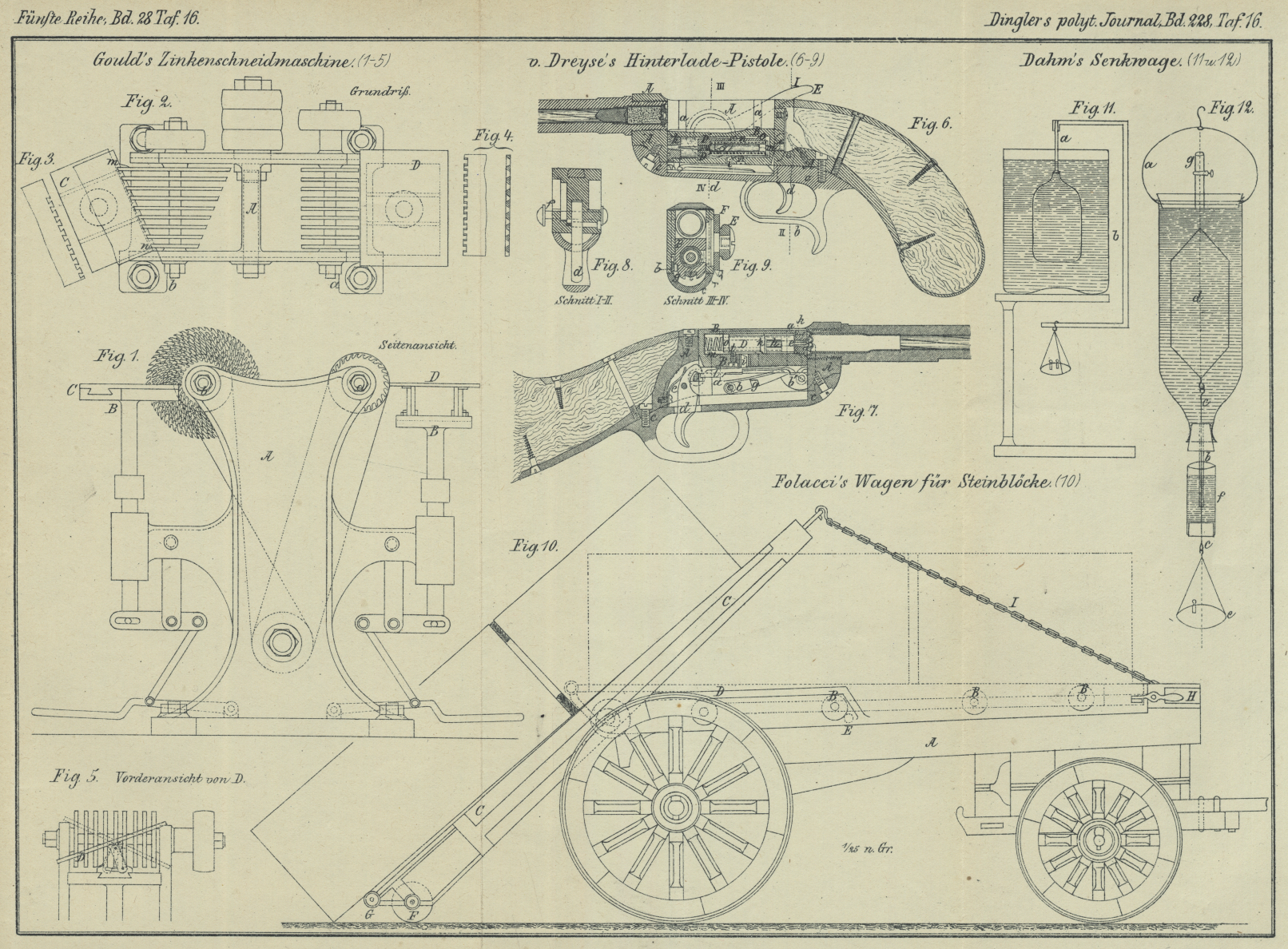
Die kleine, in Fig.
1 bis 5 Taf. 16 dargestellte Zinkenschneidmaschine verdient nach Felix ReiferVgl. den sehr beachtenswerthen Bericht über die Weltausstellung in
Philadelphia 1876 Heft 6: Holzbearbeitungsmaschinen mit einem Anhang über Werkzeugmaschinen
für Steinbearbeitung, von Oberingenieur Felix Reiſer. Mit 28
Textfiguren und 7 Tafeln. (Wien 1877. Faesy und
Frick.) ihrer Einfachheit halber besondere
Aufmerksamkeit.
a und b sind Wellen, an
welchen je neun Kreissägeblätter in bestimmten gleichen Abständen aufgesteckt
werden. Die auf der Welle a befindlichen Sägeblätter
haben sämmtlich 120mm Durchmesser; die auf der
Welle b sitzenden sind verschiedener Gröſse und hat das
kleinste am Vorderende 105mm, das gröſste am
entgegengesetzten Ende aufgesteckte 237mm
Durchmesser. Die Durchmesser der sieben anderen zwischen dem ersten und neunten
Kreissägeblatte auf der Welle b befindlichen Sägen sind
durch die Mantelfläche des abgestutzten Kegels, dessen Deckelfläche und Boden das
erste und neunte Sägeblatt bilden, begrenzt. Die Entfernung zwischen dem ersten und
letzten Blatte beträgt sowohl bei den auf der Welle a,
als den auf der Welle b aufgesteckten Sägeblättern
165mm.
Zu beiden Seiten des Gestelles A (Fig. 1 und 2) befinden sich
bewegliche Tische B, auf denen in Coulissen und
Führungen dreh- und verschiebbare leichte Supporte angebracht sind. Der Support C wird, wenn das mit Zinken zu versehende Bretchen auf
demselben richtig befestigt ist, senkrecht zur Mantelfläche des Kegels mn unter die Kreissägen auf die Tiefe des zu schneidenden
Zinkenloches untergeschoben, der ganze Tisch B dann bis
über die Mitte der rotirenden Sägen gehoben, wodurch die halbe Zinkenkerbe sich
ausschneidet, wie dies in Fig. 2 gezeigt ist. Das
Bretchen wird hierauf auf die entgegengesetzte Flachseite umgedreht und der zweite,
in Fig. 2
punktirte Theil der Zinkenkerbe in der gleichen Weise eingeschnitten, wodurch die
Zinkenkerbungen sodann die in Fig. 3 dargestellte
fertige Form erhalten.
Die Zinkenzapfen werden auf der entgegengesetzten Seite bei den auf der Welle a aufgesteckten Kreissägen erzeugt, indem man den
Support D (Fig. 5) unter den gleichen
Winkel, unter welchem die Zinkenkerben geschnitten sind, schräg einstellt, hierauf
das mit den Zapfen zu versehende Bretchen auf denselben spannt und den Support auf
die Zapfenlänge unter die Kreissägen hinschiebt, sodann den ganzen Tisch B vor die rotirenden Sägen nach aufwärts bewegt. In
dieser Weise sind die Seitenflächen der Zinkenzapfen von der einen Seite
hergestellt. Die zweite Seitenfläche der Zapfen wird auf die gleiche Art erzeugt –
mit dem Unterschiede, daſs der Support D auf die
entgegengesetzte, in Fig. 5 mit punktirten Linien angedeutete Lage vorerst gebracht werden
muſs, so daſs, wenn die erste schräge Lage desselben nach rechts war, die hierauf
folgende nach links sein wird. Fig. 4 zeigt die Form der
fertigen Zinkenzapfen in der Vorderansicht und Drauſsicht.
Die benutzten Kreissägen haben eine Dicke von etwa 5mm, weshalb die Zähne der auf der Welle b
aufgesteckten Sägeblätter einseitig nach der Erzeugenden der Mantelfläche des Kegels
zugeschliffen sind.
Diese Maschine ist einfach, stark, doch dürfte sie mancher Verbesserung fähig sein;
so z.B. wäre es leicht, an derselben die Einrichtung zu treffen, daſs man beide
Seiten sowohl der Zinkenkerbe, als auch des Zapfens auf einmal anschneidet, wodurch
die Arbeit des Umdrehens und des Umspannens des zu verzinkenden Holzstückes
wegfallen und die ganze Arbeit bedeutend vereinfacht würde.
Tafeln