| Titel: | M. Havas' patentirte Maschine zur Herstellung von Zellenblechen für Radenauslesecylinder. |
| Autor: | V. Thallmayer |
| Fundstelle: | Band 228, Jahrgang 1878, S. 214 |
| Download: | XML |
M. Havas' patentirte Maschine zur Herstellung von Zellenblechen für
Radenauslesecylinder.
Mit Abbildungen auf Tafel
15.
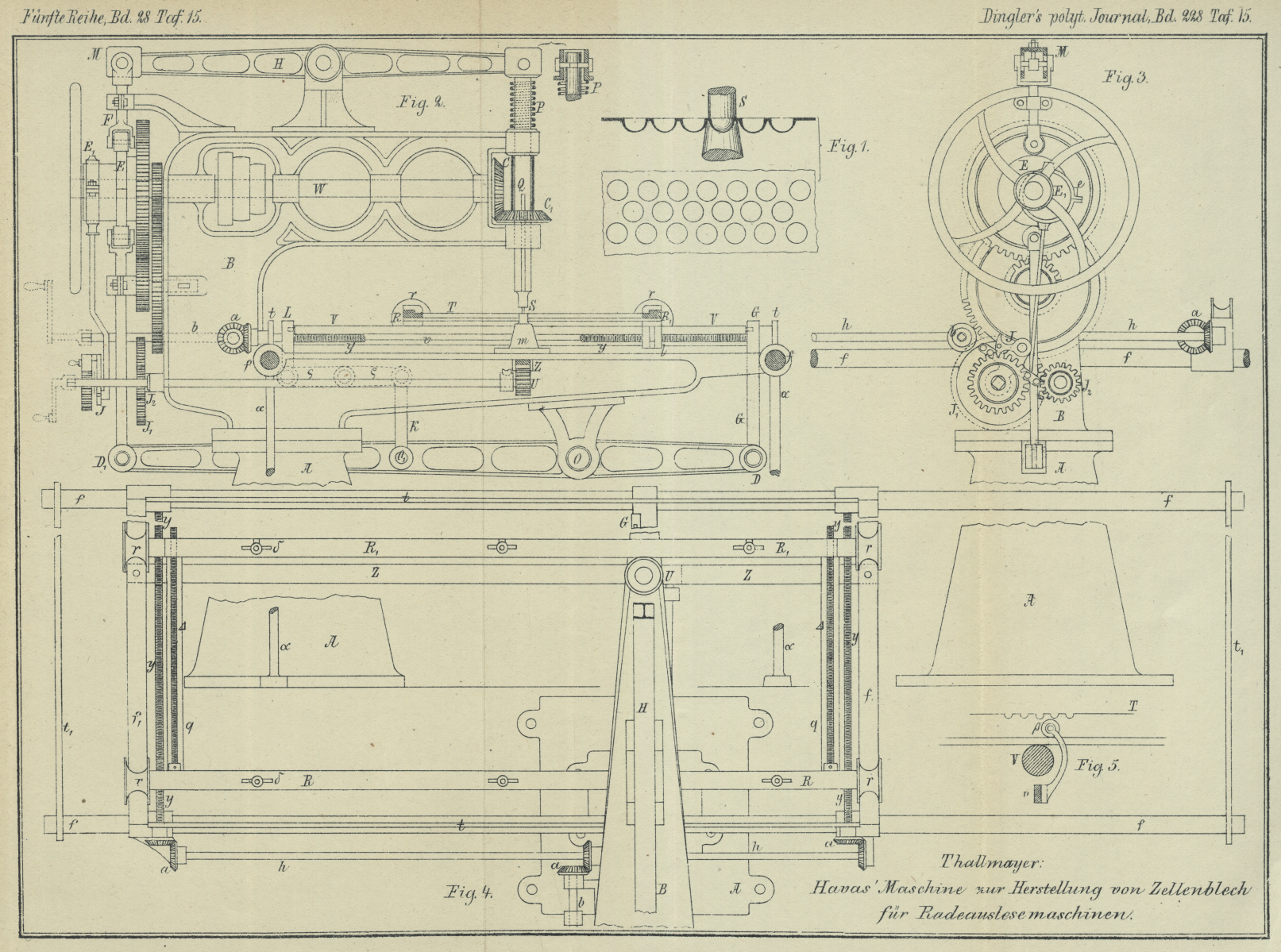
Havas' Maschine zur Herstellung von Zellenblechen.
Die innere Wandfläche der Sortircylinder, in welchen das Auslesen der Raden und
anderer runder Unkrautsamen aus dem Weizen bewerkstelligt wird, ist von beiläufig
1mm starken Zinkblechen gebildet, in welche in
dichter Aufeinanderfolge halbkugelförmige Vertiefungen (Zellen, alvéoles) eingedrückt sind. Ein Stück eines solchen Bleches mit den zur
Aufnahme der Raden bestimmten Zellen in natürlicher Gröſse zeigt Fig. 1 Taf. 15. Anfänglich
wurden derartige Bleche aus Frankreich zu verhältniſsmäſsig hohem Preise (18 bis 19
fl. für 1qm) bezogen; dieser Umstand veranlaſste
M. Havas, Fabriksleiter der
Landwirthschafts-Maschinenfabrik von E. Kühne in
Wieselburg, die in Fig. 2 bis 5 Taf. 15 dargestellte
Maschine zur Herstellung der Zellenbleche zu construiren. Die Zellen werden
reihenweise eingetrieben, und laufen die Reihen in der Regel parallel mit der Länge
der Bleche, welch letztere gewöhnlich lm,40 × 0m,58 bemessen sind.
Die in der genannten Maschinenfabrik erfolgreich in Verwendung sich befindende
Maschine besteht aus einem guſseisernen Ständer A, auf
welchen der bügelförmige und das zu bearbeitende Blech T aufnehmende Obertheil B befestigt ist. Die
Blechtafel ist in nach zwei Richtungen bewegliche Rahmen eingespannt. RR1q ist der die
Blechtafel unmittelbar aufnehmende Rahmen; sie wird zwischen den Flachschienen RR1 durch Flügelmuttern
δ eingeklemmt und durch Schrauben-Spindeln A gespannt. Dieser Rahmen ruht mit vier Laufrollen r auf einem längs der Führungsstangen f verschiebbaren Schlitten f1t. Die Enden der Führungsstangen f stützen verticale Säulen α. In das Blech T, welches auf einer mit
halbkugelförmiger Vertiefung versehenen Stahlmatrize aufruht, werden die Zellen mit
einer in das Vorderende des Hebels H drehbar
eingesetzten Spindel S, deren dem Bleche zugekehrtes
Ende einen halbkugelförmigen Stempel hält, eingetrieben; die hierbei erforderliche
Drehung wird der Spindel S mit Hilfe der Kegelräder C, C1 von der
Antriebswelle W ertheilt. Die Spindel S macht 24 Umdrehungen, während die Excenter E und E1 auf der Welle W eine
Umdrehung vollenden. Während der ersten Hälfte dieser Drehungen geht die Spindel S herab, indem das Ende M
des Hebels H unter Vermittlung der Führungsstange F von der excentrischen Scheibe E gehoben wird. Nach dem Austreiben der Zelle im Blech kommt die Stufe e am Excenter E unter die
Rolle an F und die Spiralfeder P hebt die Spindel hoch; die Drehung derselben wird hierbei nicht
unterbrochen, weil das Kegelrad C1 mit einem Keil in die lange Nuth Q eingreift.
Bevor die Spindel zur Herstellung der nächsten Zelle sich senkt, muſs das Blech
entsprechend verschoben, vorher jedoch mit der an seiner Unterseite entstandenen
Ausbauchung aus der feststehenden Matrize m ausgehoben
werden; letzteres geschieht durch das Excenter E1 im Vereine mit dem Hebel DOD1. Vom äuſsern Ende D1 dieses Hebels erhebt
sich vertical eine Schiene G und von dem Punkte O1, der vom
Drehungspunkte O um die Länge OD absteht, eine Schiene K, welche in einen
gleicharmigen Hebel C eingehängt ist; letzterer trägt
eine Schiene L, welche mit G zur Lagerung der Walze V dient. Diese Walze
wird mit dem aufruhenden Rahmen RR1 und dem Blech beim Niederdrücken des
Hebelendes D1 gehoben.
Unmittelbar unterhalb der Walze V sind die Schienen G und L durch eine
Versteifungsschiene v verbunden; damit das Blech auch
unmittelbar in der Nähe der Matrize in die Höhe gedrückt werde, ist an die
Versteifungsschiene v ein Arm mit einer Rolle β angebracht.
Die Verschiebung des Bleches geschieht durch eine von dem Getriebe U ruckweise in Bewegung gesetzte Zahnschiene Z, welche mit ihren Enden an den zwei Querstangen f1 des Schlittens
befestigt ist. Das Getriebe U wird vom Excenter E1 aus durch eine
Schaltvorrichtung J bewegt, welche sich leicht so
stellen läſst, daſs das Verschieben des Bleches entweder von rechts nach links oder
umgekehrt vor sich geht. Die Umstellung der Schaltvorrichtung erfolgt von Hand am
Ende jeder Zellenreihe. Das Ende der vom Excenter JE, ausgehenden Stange ist in den
Arm eines kreuzförmigen Stückes eingehängt, welches lose auf der Welle des Rades J sitzt und die Klinke trägt. J1 und J2 sind die Zwischenräder bis zur Welle des Getriebes
U.
Um das Blech nach Herstellung einer Zellenreihe senkrecht zu derselben um den
Reihenabstand zu verschieben, dienen zwei Schraubenspindeln y, von denen jede durch eine unten an der Rahmenschiene ist, angebrachte
Mutter l geht. Die Schiene R1 ist in diese Muttern eingezapft, wie
dies auch in Fig.
2 angedeutet ist; eine feste Verbindung dieser beiden Theile ist nicht
möglich, weil sie das Heben des Bleches hindern würde. Die Schraubenspindeln y werden durch eine auf die Welle b aufgesteckte Handkurbel und die Kegelräder a in Bewegung gesetzt. Auf der Welle b ist behuſs Erzielung einer gleichförmigen
Verschiebung ein Zeiger und eine Gradtheilung angebracht; die Welle h ist ihrer ganzen Länge nach mit einer Keilnuth
versehen.
Die Zellenreihen können, wenn erwünscht, auch nach beliebig schiefer Richtung auf dem
Bleche erzeugt werden; in diesem Falle muſs das Zahnrad J1 in ein auf die Welle b aufgestecktes Zahnrad eingreifen; dann wird durch das
Getriebe U der Schlitten f1 in der Richtung der Führungsstangen f und gleichzeitig senkrecht dazu durch die
Schraubenspindeln y auch der Rahmen RR1 bewegt.
Nach Entfernung des Kegelrades C1 von der Spindel S
kann die Maschine auch als gewöhnliche Lochmaschine zur Erzeugung der bei der
Herstellung von Radenauslesemaschinen gleichfalls in Verwendung kommenden gelochten
Weiſsbleche verwendet werden.
Die Maschine wird in der Fabrik von E. Kühne in
Wieselburg (Ungarn) für 1200 Gulden gebaut und ist auf der Pariser Weltausstellung
1878 in Thätigkeit zu sehen.
V.
Thallmayer.
Tafeln