| Titel: | David und Damoizeau's Ketten ohne Schweissung aus geschmiedetem Stahl; von C. Gillet. |
| Autor: | J. P. |
| Fundstelle: | Band 228, Jahrgang 1878, S. 296 |
| Download: | XML |
David und Damoizeau's Ketten ohne Schweiſsung aus geschmiedetem Stahl; von
C. Gillet.
Mit Abbildungen auf Tafel
19.
Gillet, über David und Damoizeau's Ketten ohne
Schweiſsung.
Um die bekannten Mängel geschweiſster Ketten aus Schmiedeisen zu vermeiden – nämlich
die Schweiſsung als den schwächsten Punkt der gewöhnlichen Ketten, ferner die
geringe Tragfähigkeit im Vergleiche zum Gewichte der Ketten, die rasche Abnutzung
der Kettenglieder durch Reibung unter einander, als Folge der geringen Härte gut
schweiſsenden Eisens, die groſse Streckung und endlich die in vielen Fällen störende
Ungenauigkeit und Ungleichförmigkeit der Kettenglieder in ihren Dimensionen – wird
von David und Damoizeau
nach der Revue universelle, 1877 Bd. 2 S.
391 zur Herstellung der Kettenglieder Stahl verwendet und die
Gliedbildung durch Schmieden in Gesenken bewerkstelligt. Stahl, als Material,
welches das Eisen in dem gröſsten Theile seiner Verwendungen täglich mehr zu
ersetzen strebt, schien den Erfindern gerade hier am Platze, wo es sich um
vorzügliche Qualität bezüglich der Festigkeit und um groſse Härte handelt, und es scheint
besonders der Bessemerstahl alle für die Fabrikation von Ketten erforderlichen
Eigenschaften in sich zu vereinigen. In der That besitzt dieser nicht die
Sprödigkeit anderer Stahlsorten und ist, obwohl ganz eben so hart wie jene, biegsam
und zähe wie Eisen; er besitzt groſse Festigkeit, Dichtigkeit und Gleichförmigkeit
und unterliegt daher weniger der Abnutzung durch Reibung. Versuche haben gezeigt,
daſs weicher Stahl mit 50 bis 65k absoluter
Festigkeit auf lqmm für die Erzeugung von
Kettengliedern im Allgemeinen am geeignetsten ist. Er enthält 0,20 bis 0,30 Proc.
Kohlenstoff und zeigt in geraden Stäben auf Zug beansprucht im Augenblick des
Bruches eine Dehnung von 18 bis 25 Proc. Zu bemerken ist jedoch noch, daſs solcher
Stahl mit 0,35 bis 0,40 Proc. Kohlenstoff und 65 bis 75k absoluter Festigkeit auf 1qmm, welcher
im Momente des Bruches eine Dehnung von nur 8 bis 10 Proc. zeigt, für Ketten von
geringem Durchmesser am besten zu entsprechen scheint.
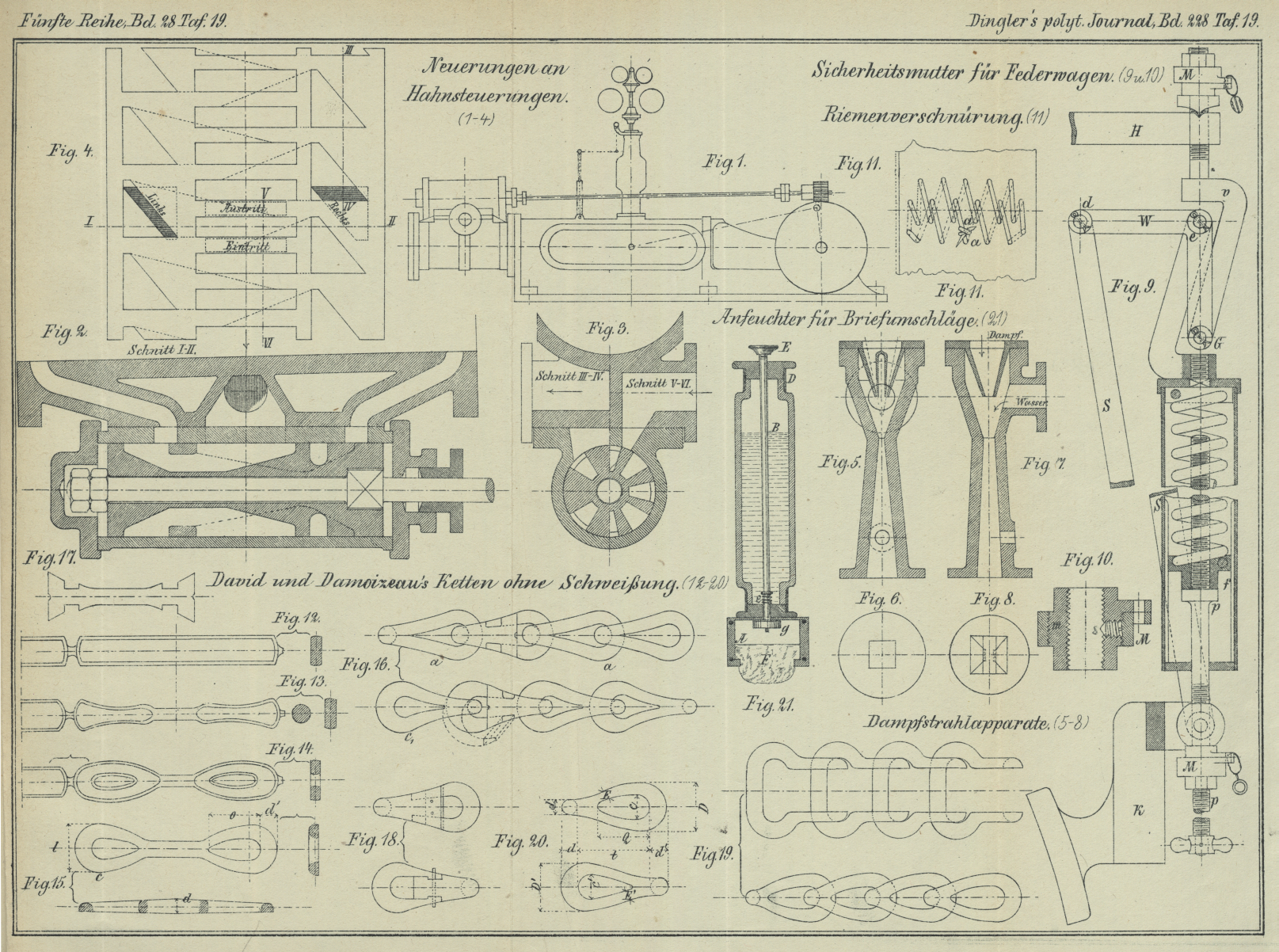
Das System der Ketten ohne Schweiſsung aus geschmiedetem Stahl charakterisirt sich
durch Kettenglieder mit doppelter Schlinge. Jedes Kettenglied besteht nämlich aus
einem runden Schaft, an dessen beiden Enden sich die einerseis flachen, andererseits
halbrunden Schlingen befinden, wie Fig. 15 Taf. 19 zeigt,
welche ein noch ungebogenes Kettenglied in der Ansicht und im Längs- und Querschnitt
darstellt. Die Herstellung der Kettenglieder erfolgt, wie schon erwähnt, durch
Schmieden in Gesenken und wird dazu bis jetzt flacher Stahl in folgenden Dimensionen
verwendet:
24 × 7mm
für
Ketten
von
12mm
Durchmesser.
27 × 9,5
„
„
„
16
36 × 12
„
„
„
20
44 × 14
„
„
„
25
46 × 16
„
„
„
28
54 × 18
„
„
„
30
Das erste Gesenk begrenzt der Länge nach das Material, welches
für je ein Kettenglied erforderlich ist, und rundet zugleich die Kanten ab, wie in
Fig. 12
in Ansicht und Querschnitt ersichtlich ist. Das zweite Gesenk erzeugt den runden
Schaft mit den zwei abgeflachten Enden (Fig. 13). Das dritte
Gesenk treibt das Material an den Enden auf und rundet zugleich die inneren Kanten
der dabei entstehenden Schlingen ab (Fig. 14). Das vierte
Gesenk endlich vollendet die Schlingen und zugleich die Kettenglieder (Fig. 15). Bei
diesem Processe wird also das Material in den Gesenken in der Mitte auf den
Durchmesser d zusammengestaucht, die Schlingen aber
erhalten an ihren Enden eine Breite d' welche gröſser
ist als jene, die dem normalen Schnitte entspricht. An den Enden der Schlingen
kommen aber die einzelnen Kettenglieder mit einander in Berührung, und werden diese
daher auch dann noch hinreichende Festigkeit besitzen, wenn sie schon theilweise
abgenutzt sind.
Das Ausschmieden erfolgt bei Ketten von geringem Durchmesser in allen vier Gesenken
in einer Hitze und auf einer und derselben Gesenkplatte; bei Ketten von groſsem
Durchmesser erfolgt dasselbe in zwei Hitzen und auf zwei Gesenkplatten.
Der Schaft der soweit fertigen Kettenglieder wird nun mit einem leichten Schlage
gleichfalls zu einer Schlinge zusammengebogen, wie in Fig. 20 Taf. 19
ersichtlich ist. Zur Anschlieſsung des folgenden Kettengliedes muſs nun die Oeffnung
o der beiden Schlingen (Fig. 15) so groſs sein,
daſs eine andere Schlinge mit ihrer gröſsten Breite l
hindurch gesteckt werden kann. Hiermit würde aber die Oeffnung nach der stark
ausgebauchten Curve c (Fig. 15) begrenzt
erscheinen, was nicht zweckmäſsig wäre, und es wird deshalb jede Schlinge nach dem
Durchstecken des nächstfolgenden Gliedes noch etwas zusammengedrückt, wonach sich
die Begrenzung nach der Curve c' (Fig. 16) ergibt und die
einzelnen Kettenglieder in der Kette das Aussehen Fig. 16 erhalten.
Die Maschinen für diese Arbeiten werden bei Ketten von geringem Durchmesser von Hand,
bei Ketten von groſsem Durchmesser aber mittels Transmission angetrieben.
Die Schlieſsung der Kette ohne Schweiſsung erfolgt durch ein sogen, falsches Glied,
welches genau die äuſseren Umrisse der übrigen Kettenglieder aufweist. Das falsche
Glied gewöhnlicher Ketten bildet bekanntlich eine Ursache fortgesetzter Gefahr; hier
aber ist es viel fester und widerstandsfähiger als die übrigen Kettenglieder selbst,
weshalb seine Anwendung keinerlei Nachtheil in sich schlieſst. Das falsche Glied
besteht hier aus zwei im Gesenke ausgeschlagenen, in der Form und den Dimensionen
genau gleichen Stücken, deren eines in Fig. 17 im geraden
Zustande dargestellt ist. In Fig. 16 ist ersichtlich,
wie die beiden Endglieder a, a einer Kette mittels des
falschen Gliedes verbunden werden. Das Zusammenbiegen der beiden Theile dieses
falschen Gliedes erfolgt im warmen Zustande. Bei der Form des falschen Gliedes, wie
sie in Fig.
18 dargestellt ist, kann die Schlieſsung der Kette ohne vorhergehende
Erwärmung der Theile des falschen Gliedes erfolgen. Mit Hilfe dieser falschen
Glieder wird die Schlieſsung der Kette sehr leicht bewerkstelligt und noch rascher
als durch Schweiſsung.
Das im Gesenke erzeugte Kettenglied mit zwei Schlingen ermöglicht auch die leichte
Herstellung der Vaucanson'schen Kette (Fig. 19 Taf. 19), welche
in dieser Art mit Vortheil auch die Gall'sche Kette zu
ersetzen in der Lage ist.
Form und Querschnitt der Kettenglieder ohne Schweiſsung aus geschmiedetem Stahl sind
so gebildet, daſs diese in allen ihren Theilen die gleiche Festigkeit aufweisen; die
Form erlaubt überdies das Abwickeln der Kette von der Trommel ohne Sprung und ohne
Verwicklung.
[Tabelle I–III.]
Textabbildung Bd. 228, S. 299
Tabelle I; Theilung; Aufgerollte
Kettenlänge; Tabelle II; Bezeichnung; Ketten für gewöhnlichen Gebrauch; Für
Räder; Durchmesser des Stahles; Theilung der Kette; Bruchbelastung; Zulässige
Belastung; Aeuſserer Kettendurchmesser; Gewicht von 1m Kette; Durchm. d.
gleichwerth. Eisenk; Tabelle III; Durchmesser; Doppelter Querschnitt; Gewicht
von 1m Kette; Probebelastung; Bruchbelastung; Marineketten; Eisen; Stahl; S =
14k; S = 19k; S = 20k; S = 25k; S = 38k; S = 45k
Tabelle IV. Auszug der Ergebnisse vergleichender Versuche der
Belastung von Eisenketten und von Ketten ohne Schweiſsung aus geschmiedetem
Stahl.
Textabbildung Bd. 228, S. 300
Erster Versuch; Zweiter Versuch;
Dritter Versuch; 20mm dicke Eisenkette; 17mm dicke Stahlkette; 24mm dicke
Eisenkette; 20mm dicke Stahlkette; 24mm dicke Eisenkette; 24mm dicke Stahlkette;
Belastung der Ketten; Aeuſsere Breite der Schlingen; Deformation der Schlingen;
Bruch
Man kann diese Ketten ohne jede Gefahr der Deformation bis auf die Hälfte ihrer
Bruchfestigkeit beanspruchen; so z.B. kann man für eine Belastung von 7500 und
20000k Ketten von 16 und 26mm Durchmesser verwenden, welche bis zum Bruche
15000 und 40000k aushalten würden. Dabei wird die
totale Ausdehnung gleichförmig ungefähr 1 Proc. betragen, während sie bei einer die
halbe Bruchgrenze übersteigenden und bis zur Bruchgrenze wachsenden Belastung 5 bis
15 Proc. beträgt. Diese Eigenschaft, sowie die constant bleibende Elasticität
sichern diese Ketten vor unzeitigem Bruche.
Die vorstehenden Tabellen enthalten noch nähere Daten über diese
Ketten und zwar:
Tab. I die Dimensionen der verschiedenen Nummern der Kette ohne
Schweiſsung aus geschmiedetem Stahl, mit den Bezeichnungen nach Fig. 20.
Tab. II die zulässige Belastung und das Gewicht der Ketten für je
lm sowie die Angabe der dadurch ersetzten
Eisenketten. (Die Dehnung beträgt 6 bis 8mm auf
1m Länge. – Die Ketten werden vor der
Ablieferung mit einer Spannung von 18 bis 20k auf
lqmm des Querschnittes probirt. Der Bruch findet erst bei einer Beanspruchung von 38
bis 45k auf 1qmm
statt.)
Tab. III Vergleich der Gewichte und zulässigen Belastungen dieser
Ketten und solcher aus Eisen. S bezeichnet hierin die
Belastung auf 1qmm des doppelten
Querschnittes.
Tab. IV Auszug der Ergebnisse vergleichender Versuche der
Belastung von Eisenketten und von Ketten ohne Schweiſsung aus geschmiedetem
Stahl.
Das alleinige Recht, diese Ketten zu erzeugen, besitzt die Société anonyme des forges et ateliers de construction de
Chapelle-lez-Herlaimont et Carnières.
Director Greiner in Seraing hat
Zerreiſsversuche mit solchen Ketten ohne Schweiſsung aus geschmiedetem Stahl
angestellt und folgende Resultate mit Ketten von 20 und 12mm Durchmesser erhalten.
Die Kette von 20mm Durchmesser
unter einer Belastung von:
t
mm
mm
10
zeigte
eine
Dehnung
von
0,5
auf
100
Länge
15
"
"
"
"
3,5
"
"
"
20
"
"
"
"
7,0
"
"
"
22
"
"
"
"
9,5
"
"
"
23
"
"
"
"
10,5
"
"
"
24
"
"
"
"
11,5
"
"
"
25
"
"
"
"
12,6
"
"
"
26
Bruch.
Der Bruch erfolgte dabei mit 41k,4 Beanspruchung auf 1qmm des doppelten
Querschnittes.
Die Kette von 12mm Durchmesser
unter einer Belastung von:
t
mm
mm
5
zeigte
eine
Dehnung
von
0,8
auf
100
Länge
7
"
"
"
"
1,5
"
"
"
8
"
"
"
"
3,7
"
"
"
8,5
"
"
"
"
4,2
"
"
"
9
"
"
"
"
4,2
"
"
"
9,5
"
"
"
"
5,1
"
"
"
10
"
"
"
"
5,7
"
"
"
10,5
Bruch.
Der Bruch erfolgte dabei mit 46k,4 Beanspruchung auf 1qmm des doppelten
Querschnittes.
J.
P.
Tafeln