| Titel: | Mittheilungen von der Weltausstellung in Paris 1878. |
| Fundstelle: | Band 231, Jahrgang 1879, S. 97 |
| Download: | XML |
Mittheilungen von der Weltausstellung in Paris
1878.
(Fortsetzung von S. 18 dieses Bandes.)
Mittheilungen von der Weltausstellung in Paris 1878.
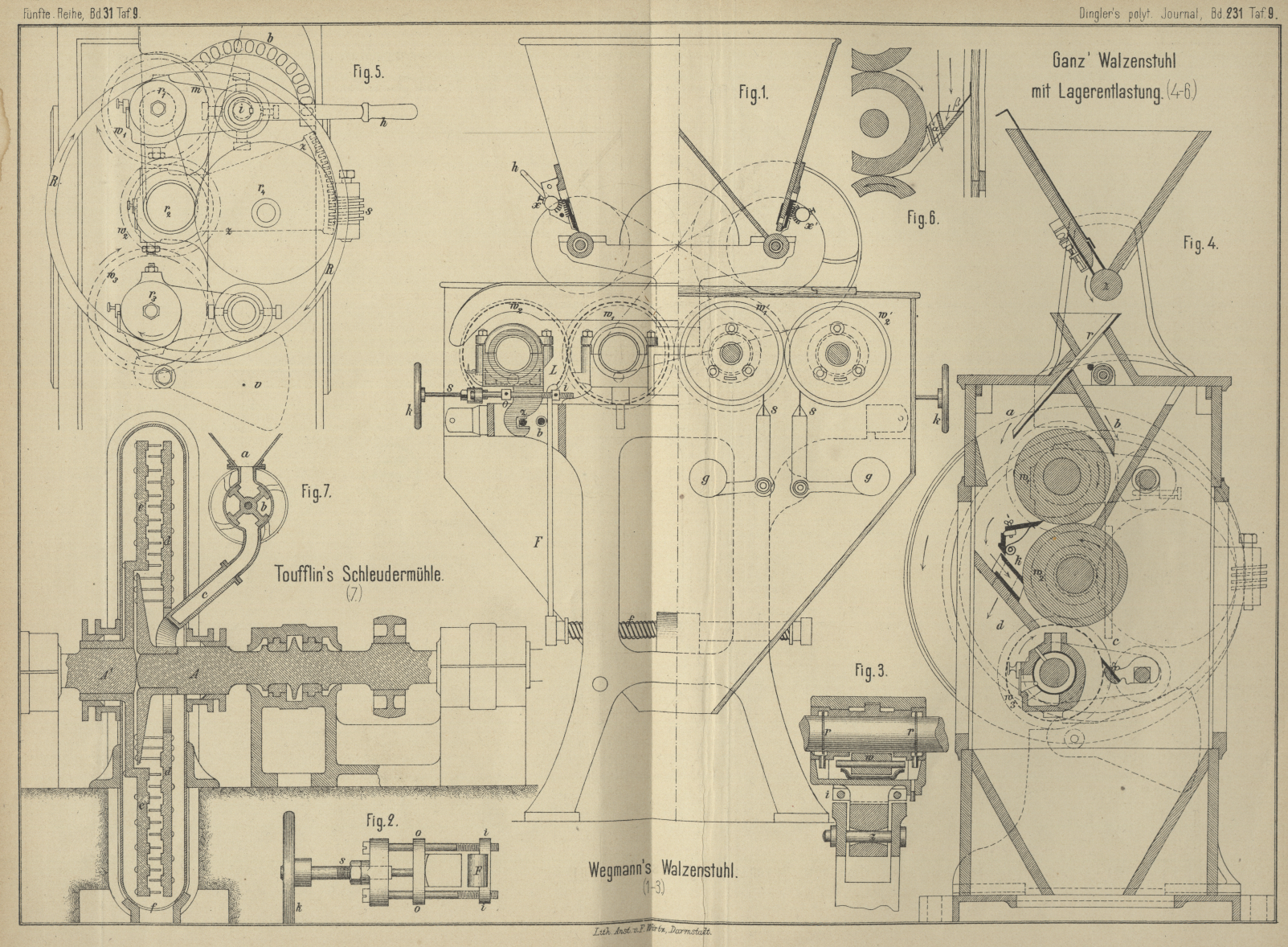
Neuerungen im Mühlenwesen (Tafel 9).
Der neuen Einführungen und theilweise auch Fortschritte sind im Mühlenwesen gar
mannigfache zu verzeichnen: doch sollen hier, um eine gewisse Uebersichtlichkeit in
das Ganze zu bringen, zuforderst jene neuen Einführungen besprochen werden, welche
die Verkleinerung zu besorgen haben, also Walzen, Desintegratoren und Verbesserungen
an Mahlgängen, hierauf die Sicht- oder Beutelvorrichtungen, dann die
Griesputzmaschinen und endlich verschiedene Hilfsmittel der Müllerei.
Es ist bekannt, daſs die Walzen die Verkleinerung des
Getreides und das Auflösen der Griese unter möglichster Schonung der Kleietheilchen
vollführen; und es muſs für den ersten Augenblick überraschen, daſs zu derselben
Zeit, in welcher vielfach an der Verbesserung der Walzenstuhlungen gearbeitet wird,
zu einer Zeit der entschiedensten Ausbildung und Verbreitung der Walzenmüllerei,
doch immer wieder Desintegratoren auftauchen und
Mahlmethoden, welche auf der Benutzung dieser Maschinen fuſsen. Dieser thatsächliche
Widerspruch erklärt sich aber dadurch, daſs die Desintegratoren und Broyeurs zumeist
in England und Frankreich ihre Pflege finden, in Ländern, welche den Weizen nicht
mit jener Sorgfalt vermählen, wie dies besonders in Oesterreich, theilweise aber
auch schon in der Schweiz und in Deutschland der Fall ist. In diesen Ländern würde
der Desintegrator nur an die Stelle der Mahlgänge treten und ein Mehl liefern etwa
von derselben Qualität, wie es durch das Flachmahlen hergestellt wird. Auf die
behauptete, aber nicht erwiesene bessere Qualität, sowie auf die behauptete
Ersparniſs an Kraft kommen wir später zu sprechen.
Die Walzenstühle, welche in der jüngsten Zeit
auftauchten, sind fast alle, folgend dem im J. 1874 von F.
Wegmann gegebenen Impulse, mit elastischem oder selbstthätigem Andrucke
construirt. Wenn nun dieser selbstthätige Andruck auch nicht verhindert, daſs mit
dem Mahlgut eintretende Steinchen (oder Sand) zerquetscht werden, wie wir dies
bereits in D. p. J. 1878 229 214 bemerkten, so findet
doch ein Ausweichen beim Eintritte widerstandsfähigerer Metallstücke statt.
In Fig.
1 bis 3 Taf. 9
geben wir eine Zeichnung des Wegman'schen
WalzenstuhlesVgl. Mühle, 1878 S. 367. D. R. P. Anmeldung Nr.
4276 und Zusatz Nr. 5033 vom 28. bezieh. 31. August 1878. aus
welcher zu ersehen, daſs die beiden inneren Walzen w1
w1' fix gelagert sind,
während die äuſseren w2, w2' in Lagern
ruhen, deren nach unten gerichtete Fortsätze um Zapfen z schwingen können. Diese Lagerfortsätze sind durch einen Rahmen
umklammert, in dessen einen Querriegel i (vgl.
Detailfigur 2 mit Figur 1) das
hakenförmige Ende der groſsen Blattfeder F eingeklinkt
ist, während sich der andere Querriegel o gegen die
abgerundete äuſsere Seite des Lagerfortsatzes anlegt und diesen, somit Lager und
Walze w2, gegen die
fixe Walze drückt. Wenn man durch Drehung des Kurbelrades k und der Schraube s den Querriegel o gegen den Lagerfortsatz verschiebt, so verkürzt sich
der Rahmen und spannt dadurch die Feder F, d.h. man
vermehrt den Druck. Hierbei stützt sich die Feder an den Bolzen b. Die unten im Gestelle gelagerte Spiralfeder f wirkt nach auswärts drückend, somit gleichfalls
spannend auf die Blattfeder F. Durch diese Anordnung
läſst sich die Pression bequem und genau nach Erforderniſs regeln; dagegen kann man
den Minimalabstand der Walzen nicht feststellen, wie es zu einem allmäligen Auflösen
der Griese erforderlich ist. Dieser Stuhl ist daher zumeist zum Ausmahlen von Dunst
bestimmt.
Durch die oben besprochene Einhängung der Lager ist denselben eine gewisse
Beweglichkeit auch im horizontalen Sinne gegeben, welche ein gutes Anliegen der
Lagerzapfen gestattet. Die Schmierung derselben erfolgt dadurch, daſs unter den
Zapfen, in dem mit Oel gefüllten Lagerkörper, ein Holzwälzchen w (Fig. 3) sich
befindet, welches, durch Friction vom Zapfen mitgenommen, an diesem Oel abstreicht.
Das überschüssige Oel wird durch die am Zapfen befindlichen Ringe r abgestreift und gelangt in den unteren Lagerkörper
zurück.
Die beiden zur Regulirung des Einlaufes über den Speisewalzen vorhandenen Schieber
werden je durch zwei Zahnstangen bewegt, in welche von einer quer vorliegenden Welle
x (Fig. 1)
Zahnradsegmente eingreifen. Diese Welle x wird durch
den Hebel h auf der einen Seite direct bethätigt, auf
die andere Welle x' wird die gleichartige Bewegung
durch eine Schubstange übertragen. Unter den Walzen befinden sich die
Abstreifklingen oder Schaber s, welche durch die
Gewichte g gegen die Walzen gedrückt werden.
Der Antrieb erfolgt mittels Riemen auf eine der fix gelagerten Walze (z.B. w1) und durch Zahnräder
gleicher Zähnezahl auf die zweite Walze (w1') von
diesen wird die Bewegung durch ungleich groſse Stirnräder auf die beiden äuſseren
Walzen übertragen, so daſs dieselben um wenig langsamer sich drehen. Die
Speisewalzen werden durch
Riementrieb bethätigt, wie dies durch die punktirten Linien in Fig. 1
angezeigt ist.
Die Wegmann'sche Construction gestattet keine so
bedeutende Vermehrung des Andruckes, wie sie erforderlich wäre, wenn man das Mahlgut
in ziemlich dicker Schicht einlaufen lassen wollte; der Stuhl ist für bedeutende
quantitative Leistung kaum geeignet, und dies mag der Grund sein, warum er sich in
den Pester Mühlen mit ihrer Massenvermahlung nicht einbürgert. Gegen die qualitative
Leistung kann kein Bedenken obwalten, indem die Porzellanwalzen richtig gelagert und
so gut cylindrisch sind, daſs das Product ein gleichförmiges sein muſs.
Zu den interessantesten Walzenstühlen, welche Hartguſswalzen anwenden, gehören die
Ringstühle von Ganz und
Comp.Patent Mechwart, vgl. * D. R. P. Nr. 3668
vom 29. Januar 1878. in Budapest (vgl. * 1878 229 211).
Fig. 4 und 5 Taf. 9
zeigen den Verticalschnitt des ganzen Stuhles, bezieh. die äuſsere Ansicht des zur
Lagerentlastung beiderseits angewendeten Mechanismus. Die Zuführwalze z liefert das Mahlgut dem Vertheilungsroste r, welcher die Hälfte nach a, die andere Hälfte nach b führt. Die nach
a gelangte Hälfte geht durch den Kreuzdurchlaſs k zu den beiden unteren Walzen und zwischen diesen nach
c, während die nach b
gelangte Mahlguthälfte zwischen den beiden oberen Walzen gequetscht wird und hierauf
den Kreuzdurchlaſs k passirend nach d gelangt. Auch bei diesem Stuhl ist, wie bei dem Wegmann'schen, die Bestimmung zum Ausmahlstuhl schon
daraus ersichtlich, daſs die Fixirung des Minimalabstandes der Walzen nicht
ermöglicht ist. Entfernt man den Rost r und den
Kreuzdurchlaſs k, so passirt das Mahlgut zweimal hinter
einander die Walzen. Der Kreuzdurchlaſs ist aus Fig. 6 noch
deutlicher zu ersehen j der eine Mahlgutstrom passirt
die Kanäle α, der zweite die Kanäle β und diese beiden Kanalsysteme kreuzen sich, ähnlich
den Fingern zweier gefalteter Hände.
An den Achsen der Walzen w1 bis w3
(Fig. 5) sind beiderseits Rollen r1 bis r3 angebracht, und zwar r1 fest aufgekeilt, r2 und r3 lose. An einer
besonderen Achse sitzt die Rolle r4. Die Rollen r4, r3 und r4 werden von dem Ringe R aus Federstahl umspannt und ist die sichere Führung desselben dadurch
erreicht, daſs die Spurkränze dieser Rollen eingedreht sind. Die Walze w2 ist fix gelagert. Um
den Ring R mit der erforderlichen Spannung gegen die
Rollen wirken zu lassen und dadurch auf die Walzen den erforderlichen Andruck
auszuüben, wird durch Drehung des an b feststellbaren
Hebels h die excentrisch gelagerte Welle i gedreht und wirkt dieselbe durch den Arm m auf die Rolle r1, dieselbe gegen auswärts drückend, wobei die Lager
von r1 um die fixe
Achse von r2 einen
Kreisbogen beschreiben.
Der hierdurch gespannte Ring drückt auf r1, r3 und r4. Der auf r1, r3 ausgeübte Druck liefert die zwischen den Walzen
erforderliche Pression, der auf r4 ausgeübte hebt den auf die Walze w2 und durch r2 auf r4 übertragenen
Seitenschub auf. Auch kann durch Hebung der Rolle r4 , welche in dem Arme z gelagert ist, durch Drehung der Schraube s,
ein Spannen des Ringes erfolgen. Hiervon macht man namentlich dann Gebrauch, wenn
einer der Ringe sich mehr als der andere gestreckt hat. Indem zwischen w1 und w2 und zwischen w2 und w3 ein um das doppelte
Walzengewicht verschiedener Druck herrschen würde, weil eben der Andruck vom Ringe
durch das Walzengewicht von w1 vermehrt, unten aber durch das Gewicht von w3 vermindert wird, so sind Gegengewichte
v vorhanden, welche die Walze w3 nicht nur halten,
sondern mit einem Ueberdrucke, gleich dem Walzengewichte, gegen die fixe Walze w2 pressen.
Soll dieser Stuhl zum Schroten benutzt werden, so entfernt man die Ringe, wendet
geriffelte Walzen an und stellt den Maximalabstand durch Keile fest.
Bei den neueren Walzenstühlen mit Entlastungsring ist die Rolle r4 weggelassen, der
Seitendruck auf w2
daher nicht aufgehoben. Die Spannung des Ringes wird durch eine seitlich angebrachte
Spannrolle erzielt. Hierdurch ist die Construction wesentlich vereinfacht und der
Arbeitsverbrauch nur unbedeutend gröſser.
Es wären zwar noch mannigfache andere Stühle zu erwähnen, so von H. Haggenmacher, Escher-Wyſs und Comp. (vgl. * 1876 220
144) u.a., welche in Construction und Leistung vorzüglich sind; aber diesbezüglich
sei erlaubt, auf die kürzlich erschienene zweite Auflage der Mehlfabrikation des Referenten zu verweisen.Friedrich Kick: Die Mehlfabrikation, ein
Lehrbuch des Mühlenbetrieben, Zweite ergänzte Auflage. 392 S. in gr. 8. Mit
24 lithographirten Tafeln und 139 Holzschnitten. (Leipzig 1878. Arthur Felix.)
Für die Wirkung ist es unwesentlich, ob der selbstthätige Andruck durch Federn oder
durch Gewichte erfolgt, ob die Walzen aus Hartguſs oder Porzellan sind und dgl.
mehr. Wichtiger ist die überaus exacte Ausführung des Stuhles, also streng parallele
Lagerung der Walzen, und richtige Handhabung desselben. Ist als Walzenmaterial Hartguſs gewählt, so gelten dieselben Regeln, welche
betreffs der Herstellung guter Hartguſsräder Geltung haben. Hier wie dort hängt die
Erlangung eines dauerhaften, den Abnutzungen durch lange Zeit widerstehenden Guſses
zumeist von der Wahl des richtigen Guſseisens ab.
Gewöhnliches Maschinenguſseisen liefert Hartguſs, bei welchem die harte Schale an
einem Bruchstücke sich als grell abgegrenzter, etwa 4mm breiter Saum hinzieht. Solcher Hartguſs ist fehlerhaft. Bei
Hartguſsrädern, welche allerdings einer weit kräftigeren Abnutzung unterworfen sind,
würde solcher Guſs nichts aushalten, die harte Kruste würde bald ausspringen,
namentlich am Spurkranz des Rades.Bei den Mahlwalzen ist nun allerdings die Sache nicht so
heiklich; aber auch hier dürften mit der Zeit Klagen sich einstellen, welche
lediglich in der schlechten Qualität des Hartgusses begründet wären. Wählt man
hingegen ein zu sehr zum Weiſswerden geneigtes Eisen, ein solches, welches auch in
den Sandformen beim Erstarren ziemlich licht wird, dann erhält man oft eine 2cm dicke, harte Kruste, welche in Strahlen in das
übrige Material übergeht, aber das Eisen ist im Ganzen zu spröde. Gute Hartguſsräder
zeigen im Bruche am Spurkranz eine etwa 10mm
dicke, lichte Kruste, welche strahlig in die übrige Radkranzmasse übergeht, der
Bruch an den nicht harten Stellen ist sehr feinkörnig, ziemlich dunkelgrau und
glänzend. Das Eisen ist zähe und die harte Schichte so hart, daſs sie von den besten
englischen Feilen nicht angegriffen wird. Dieselben Anforderungen sollte man auch an
tadellose Hartguſswalzen stellen.
Die Achsen werden mit dem hohlen, ausgebohrten Walzenkörper durch Aufpressen
verbunden und erst hierauf die Walzen abgeschliffen oder mit Wolframstahlmessern
abgedreht. Diese Arbeit ist mit groſser Genauigkeit vorzunehmen. Aber unrichtig ist
es, die Walzen glänzend zu schleifen oder gar zu poliren, wie dies so häufig die
Käufer wünschen und daher die Maschinenfabriken fast ausnahmslos ausführen. Es
sollte vielmehr schon von Haus aus den Hartguſswalzen jenes sanfte Matt gegeben
werden, welches sie nach längerer Arbeit stets annehmen, weil in gröſseren Mengen
verarbeiteter Frucht stets so viel mit verkleinerte Steinchen vorkommen, daſs durch
diese selbst die glänzende Oberfläche der Hartguſswalzen endlich in ein sanftes Matt
umgewandelt wird. Hierdurch aber findet bei den mit Differentialgeschwindigkeit
arbeitenden Walzen ein besseres Zerreiben oder richtiger Zerschieben der
Mahlguttheilchen statt, und der zur Verkleinerung angewendete Druck kann geringer
sein.
Wenn manche Müller eine besondere Vorliebe für die von Wegmann eingeführten und empfohlenen Porzellanwalzen haben, obwohl dieses
Material ein öfteres, lästiges Nachschleifen der Walzen erforderlich macht, so hat
dies seinen Grund, in dem gröſseren Reibungscoefficienten dieses Materials, im
Vergleiche mit glänzend geschliffenen Hartguſswalzen,
während matte Hartguſswalzen diesbezüglich unbedeutend
zurückstehen.
Von einer guten Walzenstuhlung muſs man verlangen, daſs, abgesehen von dem richtigen
genauen Parallelismus der Walzen und der genau cylindrischen Form derselben, sich
die Walzenentfernung und der Druck zwischen den Walzen
reguliren lasse; nur bei Einhaltung namentlich der ersten dieser Bedingungen wird
die Walzenstuhlung sowohl für Flach- als Hochmüllerei universell verwendbar sein.
Läſst sich der Minimalabstand nicht feststellen, so kann die Stuhlung nur zum
Ausmahlen der Dünste oder in der Flachmüllerei, nicht
aber zur richtigen Theilung der Griese verwendet werden.
Unter den Desintegratoren, welche in ziemlich groſser
Zahl ausgestellt sind, aber zumeist nicht für die Mehlerzeugung, sondern zum Pulvern
harter Substanzen dienen sollten, erweckt am meisten Aufsehen der Carr'sche
Desintegrator in der Mühle von J. B. Toufflin, wie
überhaupt diese Mühle der Ausstellung, über welche Referent die nachfolgenden
Mittheilungen in der Oesterreichisch-ungarischen
Müllerzeitung, 1878 Nr. 40 veröffentlichte, zahlreiche Besucher
anzieht.
Die Verkleinerung erfolgt bei allen Desintegratoren durch den Wurf
und Anprall, durch Stoſs und Gegenstoſs auf sonst freie Körperchen. Daher läſst sich
die Wirkung dieser Maschine vergleichen mit der Einwirkung, welche ein rasch
geworfener Körper von einer festen oder entgegenbewegten Wand erleidet. Diese
Einwirkung ist aber eine ganz andere als jene, welche derselbe Körper, auf einer
Unterlage ruhend, durch einen Schlag oder Druck erfährt.
Um dies klar zu machen, denken wir uns ein Cylinderchen von Blei
einerseits gegen eine feste Wand geschossen, andererseits auf einem Amboſs durch
einen Hammer geschlagen, oder durch eine Presse gedrückt. Im ersten Falle erhalten
wir aus der punktirten Grundform die conoidische Deformationsform Fig. 1, im zweiten Falle aber die tonnenförmige Form
Fig. 2.
Fig. 1–2., Bd. 237, S. 102
Vergleicht man nun beide Deformationen, so gehört wenig Nachdenken
dazu, um einzusehen, daſs beim Schlag oder Druck auf einen auf fester Unterlage
ruhenden Körper derselbe weit gleichmäſsiger in Anspruch genommen wird, als durch
das Schleudern an eine Wand. In diesem Falle werden die äuſseren Schichten, welche
der Einwirkung des Widerstandes zuerst unterworfen sind, am kräftigsten verändert.
Wollen wir nun durch Schleudern – daher der Name Schleudermühle für Desintegrator –
Getreide verkleinern, so muſs, wie dies eben in der Natur dieser Methode liegt, eine
intensivere Einwirkung auf die äuſseren Schichten, die Schale des Kornes,
eintreten.
Es liegt dies so nahe und wurde durch die mit Desintegratoren
gemachten Versuche auch so sehr bestätigt, daſs Toufflin (ebenso Nagel und Kämp in Hamburg)
diesem Uebelstand zu begegnen trachteten. Toufflin
feuchtet den Weizen auf einer Netzmaschine ziemlich stark und läſst ihn dann erst in
den Desintegrator treten, welcher aus zwei mit etwa 1200 Touren in entgegengesetzter
Richtung rotirenden Scheiben besteht. Die Scheiben, von etwa 1m,3 Durchmesser, sind mit Bolzen von 15mm Durchmesser und 3 bis 4cm Länge besetzt, und zwar in Kreisen von
beiläufig 3cm lichtem Abstände, und Bolzen von
Bolzen ist etwa 1cm entfernt. Die Einwirkung ist
daher eine so vielfältige und intensive, daſs der Weizen bei einem Durchgang derart
verkleinert wird, daſs 52 Proc. Mehl abgesichtet werden kann.
Um die schädlichen, viel Kraft absorbirenden Luftwirbel zu
vermindern, zieht ein Ventilator die Luft ab und kann Luft durch die Achse der
Schlagscheiben zutreten.
Die weitere Einrichtung der Toufflin'schen Mühle ist sehr einfach. Das Product des Desintegrators gelangt
in einen Mischer und von hier zuerst in einen Mehlcylinder, welcher die
obengenannten 50 bis 52 Proc. Mehl Nr. 1 absichtet; der Uebergang gelangt in den
sogen. Griescylinder, welcher bei uns den Namen Dunstcylinder führen würde und 7 Dunstsorten
liefert, die auf Putzmaschinen nach Cabanes' Princip
geputzt werden: der Uebergang vom Dunstcylinder gelangt in den Kleiecylinder,
welcher 4 Sorten ziemlich mehlfreier Kleie liefert. Der Vergleich des Toufflin'schen Mehles Nr. 1 mit Prager Mehlen ergab,
nach Pekar's Methode, Mehl Nr. 3 der Prager Numerirung,
ein Resultat, welches keinen österreichischen Müller bewegen könnte, das Toufflin'sche Verfahren anzuwenden. Nach unseren
Marktverhältnissen ist dasselbe gewiſs zu verwerfen, wenn es auch mit der sehr
primitiven französischen Müllerei vielleicht erfolgreich concurriren kann. Toufflin verwendet französischen, sehr weichen Weizen;
der harte ungarische Weizen dürfte bei gleicher Miſshandlung sicher noch dunkleres
Mehl liefern.
Worauf die Behauptung Toufflin's,
daſs aus 100k von seinem Mehle 144k Brod erhalten werden können, während man aus
100k Mehl sonst höchstens 140k Brod erhalte, zurückzuführen sei, konnte
Referent nicht in Erfahrung bringen. Bei derlei sogenannten neuen Mahlprocessen
tauchen aber so verschiedene Behauptungen auf, daſs wohl kaum viel Gewicht darauf
gelegt werden kann.
Frankreich, welches statt Roggenbrodes fast nur Weizenbrod
verbraucht, ist in der Qualität der Mehle gegen uns weit zurück, weil unser
Weiſsbrod und unsere Mehlspeisen verhältniſsmäſsig sehr wenig genossen werden. Eines
der schönsten französischen Mehle war das sogen. Blumenmehl (aus geputzten Griesen)
von Aubin in Bouray, und doch war dasselbe, nach Pekar's Methode geprüft, nur wenig besser als Nr. 2 der
Prager Numerirung. Erfinder sind leicht allzu optimistisch! So behauptet Toufflin, daſs er mit seinem Desintegrator die Arbeit
von 12 Mahlgängen verrichte, und doch wurde das ganze Product durch einen
Mehlcylinder mittlerer Gröſse abgebeutelt und diese Arbeit gut verrichtet.Wyngaert berichtete im Verein für Gewerbefleiſs (vgl. Sitzungsberichte vom 2. December 1878, S. 211) bezüglich des von
Toufflin angegebenen Kraftverbrauches von
20e, daſs er diese Angabe als
unrichtig bezeichnen müsse, da, die Rechnung bei Berücksichtigung der
Dampfspannung und Cylinderdimensionen über 50e ergebe.
Der von Toufflin verbesserte Carr'sche Desintegrator ist
in Fig. 7 Taf. 9 im Verticalschnitt dargestellt. Das Getreide fällt von der
Gosse a auf das Rad b,
durch welches einerseits die Menge der Zuführung regulirt, andererseits der
Abschluſs gegen den Desintegrator erzielt wird. Von b
gelangt das Mahlgut durch das Rohr c zwischen die
Mahlscheiben d, e. Diese Scheiben drehen sich in
entgegengesetzter Richtung mit etwa 1200 Touren und bewirken die Verkleinerung. Sie
lassen das Mahlgut endlich in das Abfallrohr f
gelangen, in welchem eine Abschluſs Vorrichtung eingeschaltet ist, von
übereinstimmender Construction mit der Zuführung b.
Nach abgehobener, die Scheiben im Zustande der Arbeit deckender Haube kann die eine
Scheibe e sammt ihrem Lagerstocke in der Achsenrichtung
verschoben werden – eine Anordnung, welche zum Zwecke der Besichtigung und etwaiger
Reparatur vortheilhaft ist. Die Haube oder das Gehäuse schlieſst möglichst luftdicht
ab und steht durch ein Rohr mit einem Luftsaugapparat in Verbindung. Wie das
Mitreiſsen von Mehlstaub verhindert wird, ob durch Gewebe o. dgl., hat Referent auf
der Ausstellung nicht erfahren. (Vgl. auch * D. R. P. Nr. 3067 vom 17. Januar
1878.)
Prof. Kick.
Jul. Hall's Bohrvorrichtung für
viereckige Löcher (Fig. 1
bis 4 Taf.
10).
Am äuſsersten Ende des Seitentraktes der englischen Abtheilung der Maschinenhalle ist
von Julius Hall in London, 90 Chancery Lane (*D. R. P.
Nr. 2846 vom 12. Februar 1878) eine kleine verticale Bohrmaschine mit Vorrichtung
zum Bohren viereckiger Löcher ausgestellt, welche in Fig. 1 bis
4 Taf. 10 dargestellt ist und die durch Reuleaux's theoretische Kinematik hinreichend bekannten höheren
Elementenpaare: gleichseitiges Bogendreieck im Quadrate und gleichseitiges
Bogendreieck im Rhombus zur Grundlage hat. Der unten im Querschnitte das
gleichseitige Bogendreieck aufweisende Bohrer wird durch dieses in einer mit
quadratischem oder rhombischen Ausschnitte versehenen Stahlplatte F geführt und mit der Bohrspindel durch einen, die
nothwendigen kleinen Seitenverschiebungen gestattenden, beweglichen Bohrkopf B verbunden. Unterhalb der Führungsplatte F bilden die 3 Kanten des Bohrers Schneiden, welche auf
das am Supporttische befestigte Arbeitsstück wirken. Bei der Drehung der Bohrspindel
folgen die Schneiden der Form des Ausschnittes in der Führungsplatte und erzeugen
dabei ein entsprechendes (quadratisches oder rhombisches) Loch im Arbeitsstück. Ist
das Arbeitsstück nicht zu schwer und werden diesem die durch die aufgelegte
Führungsplatte hervorgebrachten kleinen seitlichen Verschiebungen gestattet, so kann
der Bohrer auch in gewöhnlicher Weise in die Bohrspindel fest eingespannt werden,
und es können dann auf jeder gewöhnlichen Bohrmaschine quadratische oder rhombische
Löcher gebohrt werden.
Universalfräsmaschine und
Radialbohrmaschine von Greenwood und Batley in Leeds (Fig. 5
und 6 Taf.
10).
Die Universalfräsmaschine, welche in Fig. 5 Taf.
10 dargestellt ist, läſst mannigfaltige Einstellungen des Arbeitsstückes gegenüber
dem Fräser zu und eignet sich deshalb zur Ausführung complicirter Bearbeitungen. Wie
alle Fräsmaschinen bezweckt auch diese die Bearbeitung von Flächen, welche sonst
gehobelt oder bestoſsen werden müſsten. Sie arbeitet schneller als eine
Hobelmaschine oder Nuthstoſsmaschine und gestattet in vielen Fällen die Herstellung
von Arbeitsflächen mit einem Grade der Vollendung, wie er bei jenen Maschinen nicht
erreicht werden kann. Im Speciellen dient sie zum Nuthen der Spiralbohrer, wozu sie
mit einem besonderen Supporte versehen wird. Zum Nuthen von Gewindbohrern und
Einfräsen der Zahnlücken in Sperrräder und für ähnliche Arbeiten wird diese Maschine
mit einem langen Supportobertheil und darauf verschiebbaren Docken versehen, wie es
die in D. p. J. * 1878 229 511 abgebildete Fräsmaschine
zeigt, welche, nebenbei bemerkt, mit ihrer Zwillingsschwester ohne Gegenspitze für
den Fräser ebenfalls in Paris zu sehen ist und zwar in gleich vollkommener Ausführung von Brown und Sharpe in Providence (Amerika) sowie von Smith und Coventry in Manchester.
Der betreffende Supportobertheil wird wie der in Fig. 5
gezeichnete Parallelschraubstock und an dessen Stelle im Supporte eingelegt, welcher
am Bette der Maschine in Prismen geführt sowohl selbstthätig, als auch von Hand dem
Bette entlang geradlinig verschoben werden kann und Verdrehungen nach drei zu
einander senkrechten Achsen gestattet. Der auswechselbare Supportobertheil ist mit
13 Reihen von Löchern zum Einstellen nach verschiedenen Theilungen versehen und
gestattet im Ganzen 144 Einstellungen. Der Fräszeugträger ist am Ständer, in Prismen
geführt, von Hand und selbstthätig vertical verstellbar und trägt auf dem seitlich
überragenden Arme, mittels Schraube und Handrad verschiebbar, eine der Länge des
Fräserdornes entsprechend einstellbare Gegenspitze. Die Frässpindel wird durch
Räderübersetzung von einem durch 3 Leitrollen geführten und über die auf der
Hauptwelle aufgekeilte Riemenscheibe gelegten Riemen angetrieben. Die Leitrollen
dienen zur Erhaltung constanter Länge des Riemens bei der verticalen Verstellung des
Fräszeugträgers. Die Achsen zweier Leitrollen sind am Fräszeugträger, die der
dritten ist unten im Bette angebracht. An der Supportseite befindet sich unten am
Gestelle ein langer Spankasten zum Aufsammeln der Frässpäne. Das Stirnrad im
Fräszeugträger ist aus Bronze, das Getriebe dazu aus Schmiedeisen hergestellt. Der
verticale Hub des Fräszeugträgers beträgt 254mm
die horizontale Verschiebung des Supportes dem Bette entlang 610mm.
Solche Fräsmaschinen sind u.a. im Arsenal zu Woolwich und bei J. Whitworth und Comp. in Manchester in Verwendung.
Die auf groſser, gehobelter und mit Aufspannschlitzen versehener Grundplatte montirte
Radialbohrmaschine (Fig. 6 Taf.
10) hat den Antrieb mit doppelter Räderübersetzung unten am Ständerfuſse montirt.
Von diesem wird mittels im Hohlraum des letzteren vorhandenen Schrägräder eine in
der hohlen Säule gelagerte verticale Welle in Umdrehung versetzt, welche an dem die
Säule überragenden Ende ein Stirnrad zum Antrieb der Bohrspindel und unter diesem
ein zweites kleineres Stirnrad aufgekeilt trägt, das zum Heben und Senken des
radialen Armes dient. Letzterer ist an der Rückseite einer über die Säule gesteckten
Hülse in Prismen vertical geführt und an diesen durch eine Schraubenspindel
verstellbar, welche mittels einer Umsteuervorrichtung mit Stirnrädern von dem
genannten Stirnrade auf der in der hohlen Säule gelagerten verticalen Welle nach
rechts oder nach links gedreht oder durch Ausrückung der Umsteuervorrichtung still
gestellt werden kann. Zur Bewegung des Steuerhebels reicht an der Vorderseite der
Hülse eine Achse herab, welche oben ein in den vorn gezahnten Steuerhebel
eingreifendes Getriebe und unten einen Handgriff trägt, der durch einen Stift in drei Stellungen
festgestellt werden kann. Die horizontale Verschiebung des Bohrzeugträgers kann
mittels der links von der Bohrspindel gezeichneten Kurbel vom Arbeiterstande selbst
bewerkstelligt werden, indem die zu diesem Zwecke dem radialen Arme entlang laufende
Schraubenspindel festgestellt und die Mutter in Umdrehung versetzt wird. Die übrige
Detailconstruction ist aus der Abbildung deutlich ersichtlich.
Der radiale Arm ist mit der Hülse auf der Säule um 220° im Kreise drehbar. Die
gröſste Ausladung der Bohrspindel von der Achse der Säule beträgt 1982mm, die kleinste 610mm. Die verticale Verstellung des radialen Armes miſst 610mm und die gleichfalls selbstthätige verticale
Verstellung der Bohrspindel 560mm; endlich beträgt
die gröſste Höhe bis unter die Bohrspindel 1600mm.
Gewindebohrer-Schleifmaschine und
kleine Werkzeug-Schleifmaschine von Thomson, Sterne und Comp. in Glasgow (Fig. 7 und 8 Taf.
10).
Als recht zweckmäſsiges Werkzeug dürfte sich die kleine, in Fig. 7 Taf.
10 dargestellte Maschine erweisen, welche zum Nachschleifen der Gewindebohrer und
Reibahlen dient. Dieselbe ist mit einem der auszuschleifenden Nuth entsprechend
geformten Schmirgelschleifrade versehen, welches durch eine kleine Frictionsrolle
von der auf der rückwärts liegenden Antriebswelle befindlichen Frictionsscheibe in
rasche Umdrehung versetzt wird. Zum Einspannen der zu schleifenden Gewindebohrer
sind zwei verstellbare Reitstöcke auf dem langen, am Bette in Prismen geführten
Supporttische vorhanden, deren Construction aus der Abbildung ersichtlich ist. Die
Verschiebung des Supporttisches erfolgt durch das an der Vorderseite der Maschine
gezeichnete Handrad. Um das Ardeitsstück vor Erhitzung zu schützen, wird ein feiner
Wasserstrahl auf dasselbe geleitet, zu welchem Zwecke auf einer Stange ein
Wasserbehälter angebracht ist, von dem ein dünnes Rohr auf das Arbeitsstück
herabreicht. Die Antriebsriemenscheiben haben 170mm Durchmesser und 75mm Breite und
machen 500 Umdrehungen in der Minute.
Neben der bereits beschriebenen Maschine zum Schleifen groſser schwerer Werkzeuge
(vgl. *1878 230 21) ist noch die in Fig. 8 Taf.
10 dargestellte Werkzeug-Schleifmaschine (Handyside's
Patent) in zwei nur durch ihre Gröſse verschiedenen Exemplaren ausgestellt, welche
zum Schleifen kleiner und mittelgroſser Werkzeuge dient. Dieselbe besitzt ebenfalls
ein Schmirgelschleifrad und eine darüber angebrachte Schutzkappe mit verstellbarem
Schieber zum Abhalten des Schmirgelstaubes. Auch hier wird durch eine kleine
Centrifugalpumpe ein feiner Wasserstrahl auf das zu schleifende Werkzeug geleitet,
um es vor Erhitzung zu schützen. Der Antrieb des Schleifrades und der
Centrifugalpumpe erfolgt
von dem am Fuſse des im Hohlguſsstyle ausgeführten Ständers montirten Vorgelege,
welches bei der kleineren Maschine 380, bei der gröſseren 300 Umdrehungen in der
Minute macht. Das Schleifrad der kleineren Maschine hat 355mm Durchmesser und 50mm Breite, jenes der gröſseren Maschine 500mm Durchmesser und 68mm Breite.
J. P.
Serrin's Kippvorrichtung zum Entleeren
von Säureballons (Fig. 9
und 10 Taf.
10).
Während sonst das oft gefährliche Entleeren groſser Ballons für Säuren u. dgl. nur
von zwei Mann vorgenommen werden kann, ermöglicht der in den Fig. 9 und
10 Taf. 10 in zwei verschiedenen Stellungen abgebildeteabgebidete Apparat die bequeme und vollkommen sichere Handhabung solcher Gefäſse
durch einen einzigen Arbeiter. Zwischen zwei Segmenten aus gebogenen Flachschienen,
welche durch Rundeisenspeichen gehörig versteift sind, ist ein Bret befestigt, auf
welches der zu entleerende Ballon gestellt wird. Die seitliche Versteifung der
beiden Segmente ist durch ein Kreuz aus Flacheisen hergestellt, an welches der
Ballon gleichzeitig angelehnt wird. Vor bezieh. über den Ballon wird dann ein Stab
geschoben, welcher seitlich in die an den Segmenten hierzu angebrachten Rechen
gesteckt wird und beim Kippen der ganzen Vorrichtung das Rutschen des Ballon zu
verhindern hat.
Diese praktische Vorrichtung ist zu beziehen durch Peltier
jeune in Paris, 10 rue Fontaine-au-Roi. Der Preis ohne bezieh. mit Rädern
beträgt 27 und 32 Franken.
H.
(Fortsetzung folgt.)
Tafeln