| Titel: | Selbstthätige Stiefeleisenmaschine von Malmedie und Schmitz in Düsseldorf-Oberbilk. |
| Fundstelle: | Band 232, Jahrgang 1879, S. 217 |
| Download: | XML |
Selbstthätige Stiefeleisenmaschine von Malmedie und Schmitz in
Düsseldorf-Oberbilk.
Mit Abbildungen auf Tafel 20 und 21
Malmedie und Schmitz's Stiefeleisenmaschine.
Diese Maschine (* D. R. P. Kr. 3276 vom 9. August 1877) dient zur Anfertigung von
Stiefeleisen – hufeisenförmig gebogenen Beschlägen für Absätze von Stiefeln, Schuhen
u. dgl. – auf kaltem Wege aus gezogenem Draht mit trapezförmigem Querschnitte. Ihrer
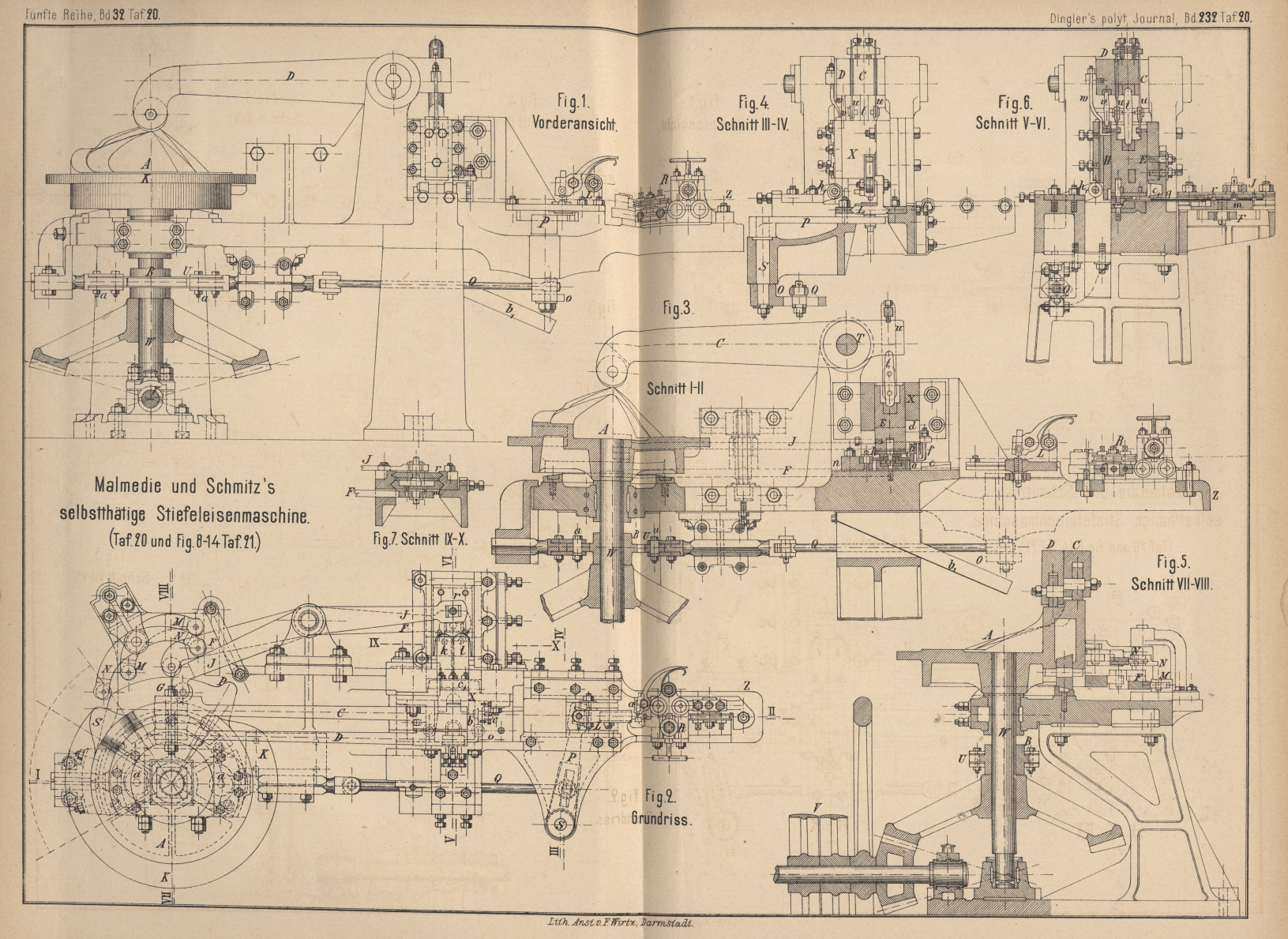
im Allgemeinen interessanten Construction wegen ist dieselbe in Fig. 1 bis
14 Taf. 20 und 21 vollständig zur Darstellung gebracht; Fig. 1 bis
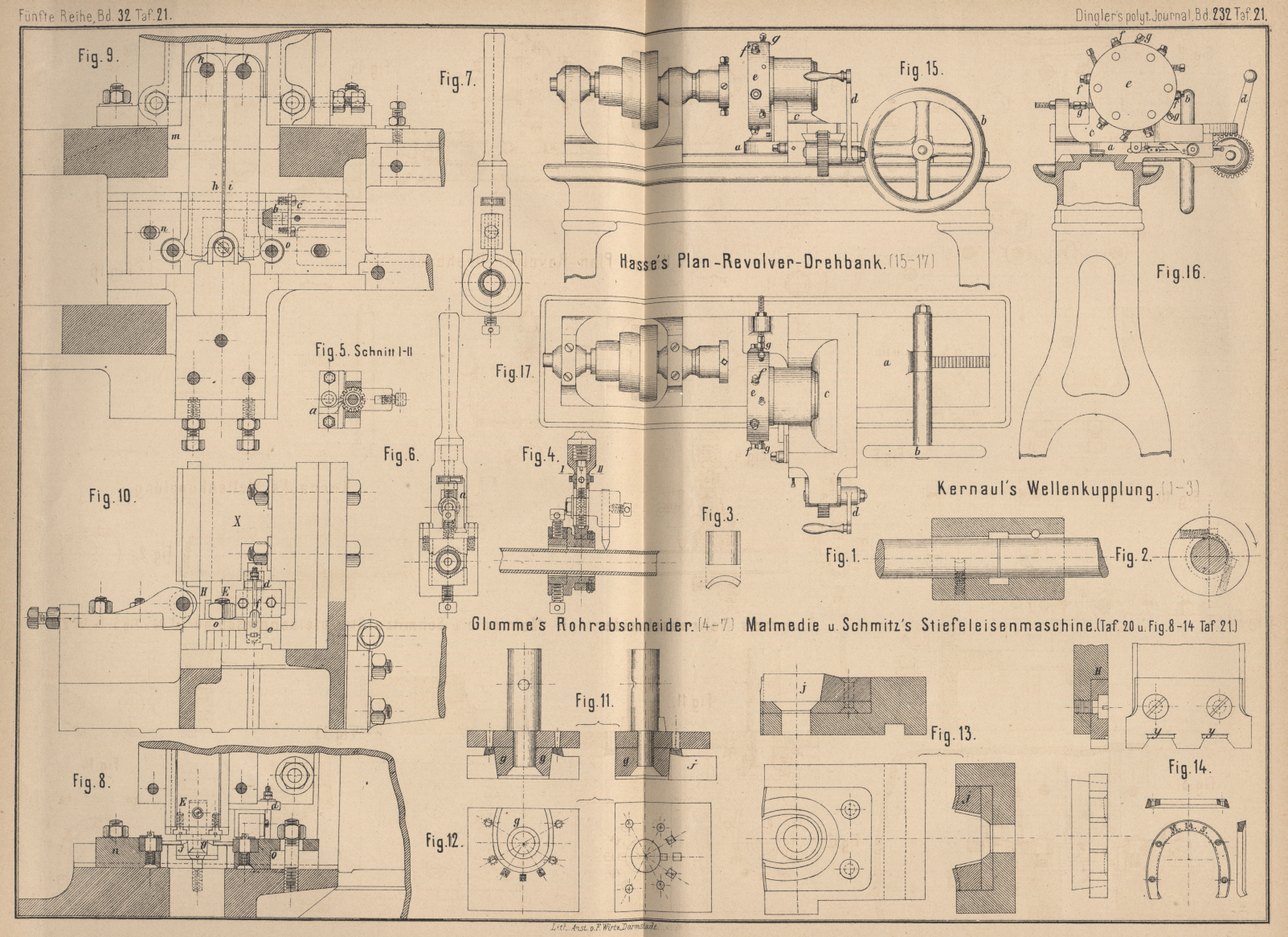
7 Taf. 20 zeigen verschiedene Ansichten und Schnitte, Fig. 8 bis
10 Taf. 21 den Abschneid-, Bieg- und Stanzmechanismus in gröſserem
Maſsstabe, und zwar ist Fig. 8 eine
Seitenansicht von Fig. 6. Fig.
9 ein Grundriſs, Fig. 10
eine Ansicht desselben von der rechten Seite des Grundrisses Fig. 2 aus
gesehen. Fig. 11 bis
14 Taf. 21 stellen die zugehörigen Werkzeuge dar; Fig. 11 und
12 den Aufsatz zum Sattel (Fig. 12
links untere, rechts obere Ansicht des Stempels), Fig. 13 den
Einsatz mit Sattel im Längenschnitt, Grundriſs und Querschnitt, Fig. 14 das
Messer zum Ausschneiden der Griffe in zwei Ansichten und im Durchschnitt und
überdies ein fertiges Stiefel eisen in der Ansicht und in zwei Schnitten.
Der Draht gelangt bei Z (Fig. 1 bis
3) in die Maschine und geht zunächst durch den Richtapparat R, bestehend aus drei verticalen und drei horizontalen
Rollen, von denen je zwei in einer zur Richtung des Drahtes parallelen Linie liegen,
während die dritte diesen gegenüber verstellbar ist; aus diesem kommt er durch die
feste Zange a' (Fig. 2) in
die bewegliche, auf dem Schlitten L angebrachte Zange,
welche ihn in bestimmter Länge dem Abschneid-, Bieg- und Stanzmechanismus zuführt.
Die Zangen bestehen aus einer drehbaren, mit Schneide versehenen Klaue, welche,
mittels einer Feder angedrückt, den Draht festklemmen kann, und weichen im Uebrigen
nicht ab von der für solche Zwecke gebräuchlichen Construction. Sie gestatten, daſs
der Draht in der Richtung von rechts nach links (Fig. 2),
aber nicht in entgegengesetztem Sinne durchgleiten kann. Bei der Bewegung des
Schlittens L von rechts nach links nimmt die Zange
desselben den Draht mit; geht der Schlitten jedoch zurück, so verhindert die feste
Zange a' ein Zurückgehen des Drahtes, während die Zange
am Schlitten sich öffnet und über den Draht gleitet; dieses Spiel wiederholt sich
bei jedem Hin- und Hergang des Schlittens L, was
während einer Umdrehung der Hauptwelle W (Fig.
1 und 5)
geschieht. Von dem unter den gehobenen Schlitten E
eingeschobene Draht wird zunächst ein passendes Stück durch das Messer b abgeschnitten, welches sich am Winkel d hinter der Mitnehmerstange f befindet (Fig. 3, 8, 9, 10); die Gabeln h, i (Fig. 9)
fassen den abgeschnittenen Draht und biegen ihn um das Aufsatzstück g, welches an dem Schlitten E befestigt ist (Fig. 9, 11 und 12). In
Fig. 9 ist die Stellung der Gabeln h und i gezeichnet, in welcher sie das Herum biegen des
Drahtes in die Stiefeleisenform eben beendet haben. Damit der Draht beim Umbiegen
nicht nach oben ausweiche, schiebt sich der Blechschieber q (Fig. 6)
darüber bis an das Aufsatzstück g an. Darauf geht der
Schlitten E, welcher zum Abschneiden des Drahtes durch
das Messer b schon einen Theil seines Weges zurück
gelegt hat, weiter nach abwärts und preſst durch den conischen Einsatz g den Draht fest zwischen die Gabeln h, i, welche in den Rollen der Schieber o und n ein Widerlager
finden. Mittels der im Stempel befestigten Typen und Körner wird dann die Oberfläche
des Stiefeleisens mit den nöthigen Zeichen versehen, nachdem kurz vorher der
Blechschieber q zurückgegangen ist; gleichzeitig werden
mittels des Messers H die überschüssigen Enden des
Stiefeleisens abgeschnitten und mittels der Vertiefungen y (Fig. 14)
die Griffe an den Enden abgebogen. Hierauf gehen die Schlitten E, H in die Höhe, das fertige Stiefeleisen wird durch
eine kurze ruckweise Bewegung der Gabeln h, i (in Fig.
6 nach links) ausgeworfen und fällt durch die Rinne b' aus der Maschine. Die Gabeln h, i gehen nun wieder zurück; sobald der Platz unter dem Stempel frei ist,
wird von dem Schlitten L ein neues Drahtstück
vorgeschoben, und das Spiel beginnt von neuem.
Die Bewegungen sämmtlicher Schieber erfolgen von der verticalen Welle W aus, welche durch das Vorgelege V getrieben und mit dem Excenter B und der zusammengesetzten Hubscheibe A versehen ist. Vom Excenter B erfolgt
mittels Rahmen U und Rollen a, Zugstange Q, Schlitzhebel O, Achse S und Hebel P die Bewegung des Schlittens L; von der Hubscheibe A mittels des Hebels
C bezieh. D die
Bewegung des Schlittens E bezieh. des Messers H; ferner gleichfalls von der Hubscheibe A mittels Daumenscheibe G,
Hebel F und Gegenhebel M
die Bewegung des Schlittens m (Fig. 7), in
welchen die Gabeln h, i in den Bolzen k, l drehbar eingehängt sind. Der Blechschieber q ist an den Schlitten r
angenietet (Fig. 6) und
wird durch den Hebel J von der Daumenscheibe K bewegt (Fig. 2).
Dieser Blechschieber, welcher durch den stellbaren Winkel c1 am Ausbiegen nach oben verhindert wird,
ist schon während des Abschneidens des Drahtes durch J
vorgeschoben und wird nach dem Abbiegen durch die Nase S, den Gegenhebel N und den Hebel J zurückgezogen. Die kurze ruckweise Bewegung der
Gabeln h, i zum Auswerfen der fertigen Stiefeleisen
erfolgt durch die Nase P der Hubscheibe A. Uebrigens sind die gleichen Theile durchwegs mit
gleichen Buchstaben bezeichnet.
Mit dieser Maschine können in der Minute 30 bis 35 Stück
Stiefeleisen gefertigt werden; die Nagellöcher werden in dieser Maschine nur
vorgepreſst und auf einer anderen Maschine versenkt und durchgestoſsen.
Die fertigen Hufeisen werden sodann mittels Schmirgelscheiben
blank geschliffen.