| Titel: | Schrauben-Drehbank zur gleichzeitigen Herstellung mehrerer Schrauben. |
| Autor: | J. P. |
| Fundstelle: | Band 234, Jahrgang 1879, S. 20 |
| Download: | XML |
Schrauben-Drehbank zur gleichzeitigen Herstellung
mehrerer Schrauben.
Mit Abbildungen auf Tafel 2.
Schrauben-Drehbank zur gleichzeitigen Herstellung mehrerer
Schrauben.
Die von Otto
Bourset in Berlin (* D. R. P. Nr.
4431 vom 7. Juli 1878) construirte Schraubendrehbank dient zur gleichzeitigen
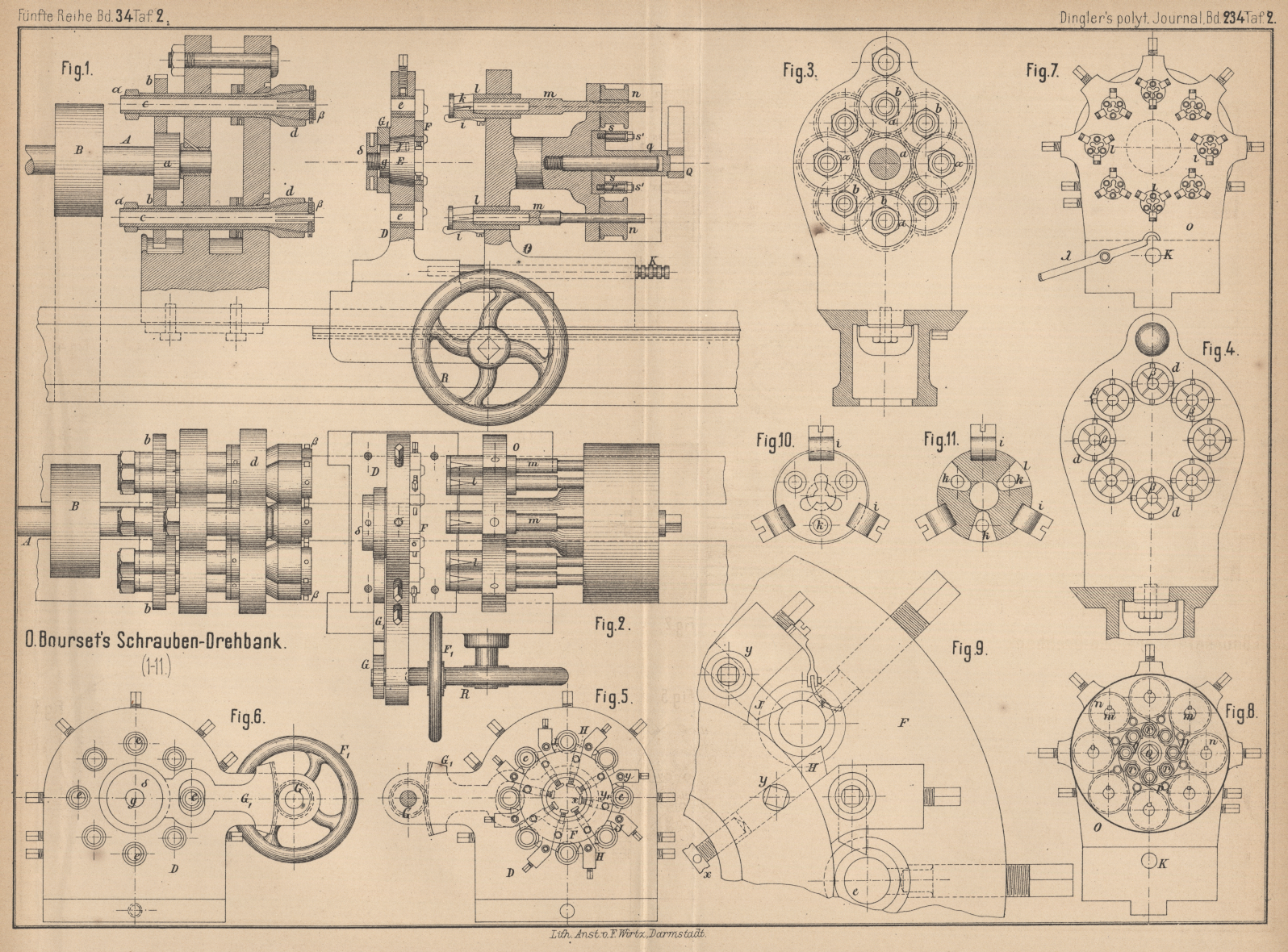
Herstellung von acht Stück Schrauben. Dieselbe ist in Fig. 1 bis
11 Taf. 2 dargestellt, und zwar zeigen Fig. 1 den
Längsschnitt, Fig. 2 die
Draufsicht, Fig. 3 und
4 die Vorder- und Rückansicht der Einspannvorrichtung und des Antriebes,
Fig. 5 und 6 Vorder-
und Rückansicht der Fräs- und Abschneidvorrichtung, Fig. 7 und
8 Vorder- und Rückansicht des Gewindeschneidmechanismus,
Fig.
9 einen Theil der Fräs- und Abschneidvorrichtung in gröſserem Maſsstabe,
Fig. 10 das Gewindeschneideisen mit dem Halter und endlich Fig.
11 letzteren allein, gleichfalls in gröſserem Maſsstabe.
Durch die Riemenscheibe B erhält die Antriebswelle A von dem unten liegenden Vorgelege die zum
Schraubenschneiden nothwendigen Bewegungen und überträgt dieselben durch das
Stirnrad a auf die acht Zahnräder b (Fig. 3) und
somit auf die acht hohlen Spindeln, in welche die zu verarbeitenden Metallstangen
eingespannt werden. Das Einspannen der letzteren erfolgt dadurch, daſs die vorn
aufgeschlitzte, mit vier Stellschrauben β (Fig.
1 und 4) versehene
innere Hülse c mittels der Mutter α in die hohle Stahlspindel hineingezogen wird, indem
sich hierbei die Stellschrauben β an das Arbeitsstück
fest anlegen. Diese Schrauben brauchen bei jedem Durchmesser des Arbeitsstückes nur
einmal eingestellt zu werden. Vor den Spindeln werden die Arbeitsstücke in passenden
auswechselbaren Büchsen e des Ständers D geführt, welcher auf dem Supportschlitten
festgeschraubt und mit diesem durch Handrad R, Getriebe
und Zahnstange dem Bette entlang verschiebbar ist. An dem Ständer D befindet sich die Fräs- und Abschneidvorrichtung,
bestehend aus der mit conischem Zapfen E in einem Stück
(Rothguſs) hergestellten Scheibe F (Fig. 1 und
5), welche die radialen Stähle H zum
Anfräsen und die tangentialen Stähle J zum Abschneiden
des fertigen Stückes enthält. Sämmtliche Stähle sind durch Schrauben y festgestellt und die radialen durch Schrauben x nachstellbar (vgl. Fig. 9). Auf
der cylindrischen Fortsetzung g des conischen Zapfens
E ist durch Stiftkeile y und Mutter δ der mit Zahnsegment versehene
Arm G1 befestigt, in
welchen das durch Handrad F1 drehbare Getriebe G (Fig. 2 und
6) eingreift, um die Verdrehung der Scheibe F beim Abschneiden zu bewerkstelligen. Der Ständer O der Gewindeschneidvorrichtung ist auf dem Bette frei verschiebbar, um
beim Einsetzen neuer Schneidstähle bei Seite geschoben werden zu können, und wird
durch Einlegen des Arretirungshebels λ (Fig. 7) in
die Ringnuthen der Kupplungsstange K mit dem Schlitten
verbunden. In diesem Ständer befinden sich die acht Gewindeschneideisen, von je drei
Federn i (Fig. 7 und
10) gehalten und durch je drei mit etwas Spielraum eingreifende Zapfen
k des Halters l (Fig.
11) an der Drehung gehindert; letzterer ist mit der Welle m fest verbunden, welche am anderen Ende die in Feder
und Nuth verschiebbare Bremsrolle n trägt (Fig.
1 und 8). Um jede
Bremsrolle ist ein Bremsband geschlungen, das einerseits an dem auf dem Hauptkörper
eingeschraubten Stift p, andererseits an dem auf der
drehbaren Scheibe q befindlichen Zapfen r befestigt ist. Die Drehung dieser Scheibe erfolgt
durch den Griff Q. Die Spannung jedes einzelnen
Bremsbandes kann genau regulirt werden, da man die hohlen Cylinder s um die Zapfen r drehen
und dann durch die Muttern s'
festklemmen kann. Die
ganze Bremsvorrichtung ist durch eine Blechkappe bedeckt. Beim Gewindeschneiden sind
die Wellen m festgebremst. Ist das Gewinde fertig, so
wird die Bremse geöffnet, der Antrieb umgesteuert und dann die Bremse wieder
festgezogen, wonach sich die eben fertig geschnittenen Gewinde aus den Schneideisen
herausschrauben. Die Bremsen ermöglichen auch ein völliges Ausschneiden aller acht
Gewinde, wenn nicht alle zu gleicher Zeit fertig sind, indem das früher fertig
gewordene Gewinde die Welle m bei im Bremsbande
schleifender Rolle mit herumdrehen wird, bis das letzte Gewinde fertig ist. Um bei
dem darauf folgenden Abstechen der fertigen Schrauben den entstehenden Grat zu
entfernen, sind an der Frässcheibe F noch Federfeilen
z (Fig. 9)
angebracht.
J.
P.
Tafeln