| Titel: | Apparat zum Anwulsten von Blech und zum Drahteinlegen. |
| Fundstelle: | Band 234, Jahrgang 1879, S. 178 |
| Download: | XML |
Apparat zum Anwulsten von Blech und zum
Drahteinlegen.
Mit Abbildungen auf Tafel 14.
Scherb's Apparat zum Anwulsten von Blech und zum
Drahteinlegen.
Es stehen heute, wie der Metallarbeiter, 1879 S. 210
mittheilt, dem Blecharbeiter, Dank den riesigen Fortschritten, die in den letzten
Jahrzehnten auf dem Gebiete des Werkzeugmaschinenbaues gemacht wurden, eine so
reiche Fülle von sinnreichen und praktischen Hilfsmaschinen und Werkzeugen zu
Gebote, daſs es nur wenige Arbeiten in der Spenglerei gibt, welche man, wegen Mangel
eines vollkommen geeigneten praktischen Hilfswerkzeuges hierzu, noch genöthigt ist,
mittels Handarbeit herzustellen. Eine dieser Arbeiten, für welche bis jetzt eine
schnell, sicher und sauber arbeitende Maschine fehlte, ist das Anwulsten und das Drahteinlegen; denn den bis jetzt bekannten Wulstmaschinen haftet ohne
Ausnahme der leidige Uebelstand an, daſs man lange Wülsten von kleinerem Durchmesser
überhaupt nicht herstellen kann und bei Wülsten gröſseren Durchmessers bei einer
bestimmten Länge nicht über die Grenze der vorgeschriebenen Blechstärke oder bei
bestimmter Blechstärke nicht über eine gewisse Länge hinaus gehen darf, ohne Gefahr zu laufen, daſs der
eingeschnittene Stab sich verdreht und die Wulst nur an den beiden Enden der Tafel
gebogen wird, während das Blech in der Mitte zurückbleibt. Zum Drahteinlegen muſste
man bisher auf der Abbiegmaschine vorbiegen, das Zulegen muſste auf der
Sickenmaschine oder Rundmaschine geschehen. Bei starken Blechen und kleinen
Drahtdicken ist man noch gröſstentheils auf die Handarbeit angewiesen, und es ist
jedem Fachmanne hinlänglich bekannt, wie viel Mühe, Arbeit und Geschicklichkeit zur
Herstellung langer und enger Wülsten erforderlich ist.
Durch die von Gebrüder Scherb in Wien (* D. R. P. Nr.
6553 vom 5. März 1879) erfundene „Universal-Wulst und Drahteinlegmaschine“
ist diese empfindliche Lücke in der Reihe der Blechbearbeitungsmaschinen vollkommen
ausgefüllt; dieselbe arbeitet überraschend schnell und sauber. Man kann auf der
Maschine, von 1mm Durchmesser angefangen, Drähte
jeder beliebigen Stärke oder Rundstäbe bis zu 25mm, bei der 2m langen Maschine bis 40mm Durchmesser direct in das Blech einrollen, ohne
daſs bei den verschiedenen Durchmessern an der Maschine irgend eine Zurichtung oder
Stellung nothwendig ist. Die Maschine arbeitet ähnlich wie eine Abbiegmaschine; es
wird der Draht oder Rundstab, welcher nur ziemlich gerade gerichtet ist und sonst
keiner weiteren Vorbereitung bedarf, hingelegt, das Blech darunter festgespannt und
auf dreimaliges Aufbiegen ist derselbe vollständig eingerollt; der Stab kann dann
gleich im Blech bleiben oder, wenn die Wulst hohl sein soll, läſst sich derselbe
sehr leicht herausziehen, weil die Wulst nicht verspannt oder verzogen, sondern
vollständig gerade ist.
Wir lassen hier die Beschreibung der ebenso einfachen, wie sinnreichen Construction
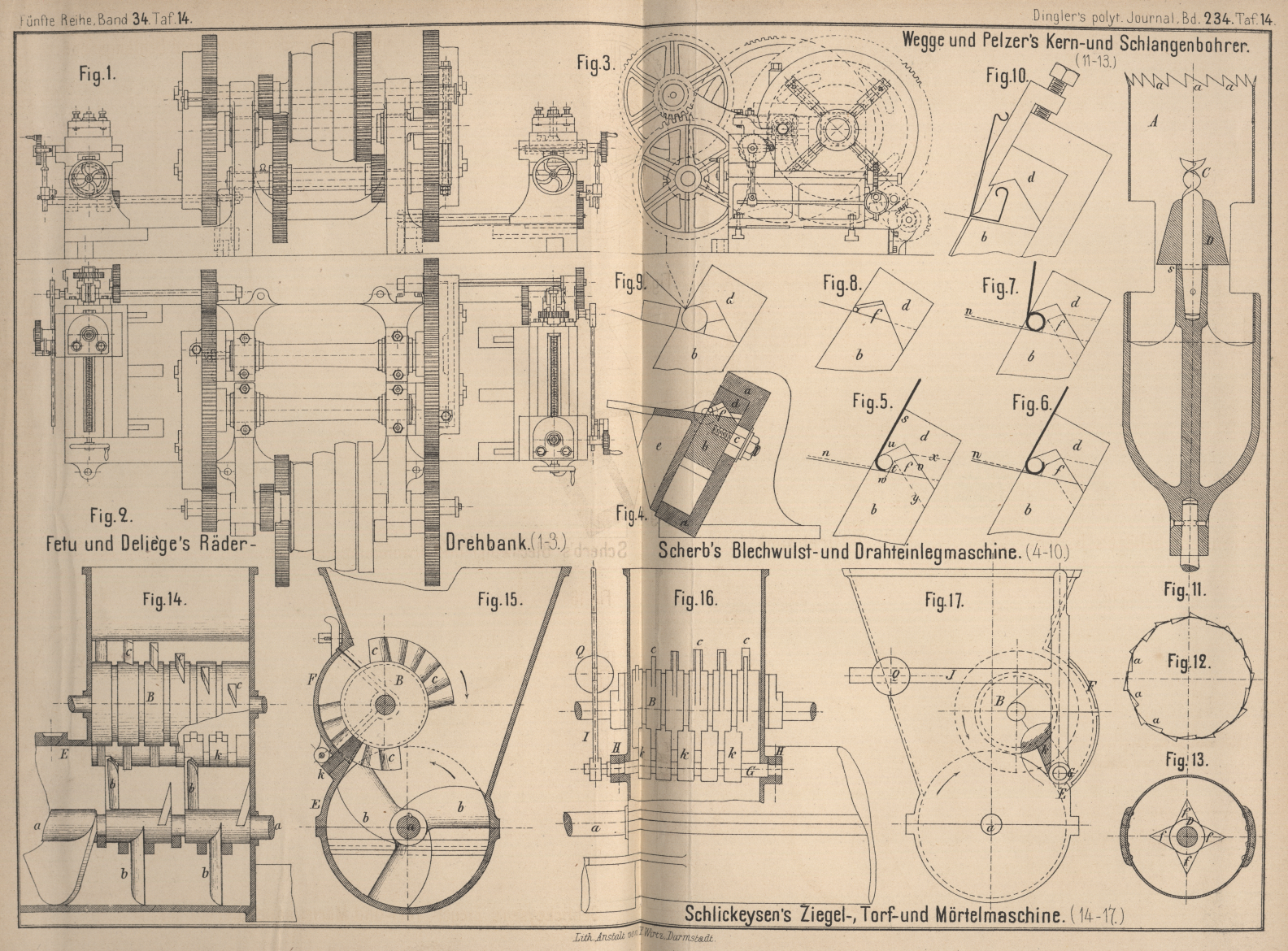
folgen; auf Taf. 14 stellt Fig. 4 den
Querschnitt dar, aus welchem deren wichtigste Theile ersichtlich sind. a ist der Ständer der Maschine, an dessen oberem Winkel
der Spannbacken d befestigt ist. Der Untertheil b ist durch in Schlitzen geführte Stehbolzen c mit dem Ständer verhängt und mittels einer
Parallelzuspannung auf und ab schiebbar, und zwar geschieht dies durch einfaches
Drehen eines seitlich an der Maschine angebrachten Handrades, dessen Spindel einen
Keil vorschiebt, welcher den Untertheil b aufwärts
drängt. Die beiden Enden des Untertheiles b bilden
Gelenke, in welchen der mit Handgriff versehene Vordertheil e hängt und drehbar ist. Die beiden an der inneren Fläche des Ständers a gleitenden scharfen Kanten des Untertheiles b und des Spannbackens d
sind gegenseitig zinkenförmig ausgearbeitet, wie die Linien x und y (Fig. 5)
andeuten, so daſs dieselben so weit in einander greifen können, bis sich die
vorderen Kanten derselben Theile berühren, wodurch das Einspannen von Blech sowohl,
als auch das Einspannen der dünnsten Drähte ermöglicht ist.
Zwischen dem aus Stahl hergestellten Spannbacken d und
dem Untertheil b liegt eine Zunge f (Fig. 5)
ebenfalls aus Stahl, welche beim Aufwärtsspannen des Untertheiles durch die sich
verkürzenden Flächen v und w vorgeschoben wird und zwar stets so weit, daſs ein zwischen die Flächen
w, t und u gebrachter
Rundstab in der Weise festgeklemmt wird, daſs, bei was immer für einen Durchmesser
desselben, die Richtung der Spannbackenfläche s eine
Tangente zur Peripherie dieses Stabes bildet. Das gerade Blech wird, wie die Linie
n andeutet, unter diesen Stab gebracht, an die
Zunge f angestoſsen und durch Aufwärtsspannen des
Untertheiles der ganzen Länge nach festgeklemmt; hierauf wird mit dem Vordertheil
e das Blech aufgebogen, wodurch es die Biegung der
Figur 5 erhält; nun wird gelüftet, das Blech wieder in die Lage n gebracht, festgeklemmt und aufgebogen, wodurch es die
Biegung Fig. 6
erhält; endlich wird der Vorgang noch einmal wiederholt (Fig. 7) und
die Wulst erhält somit nach dem dritten Bug ihre völlig geschlossene Form.
Auf diese Weise legt die Maschine ganz dünne Drähte in verhältniſsmäſsig starke
Bleche ganz richtig und schön ein. Für solche dünne Drähte wird eine zweite Zunge,
deren vordere Kante ganz schmal ist, der Maschine beigegeben (Fig. 8).
Auch das Absetzen oder Durchsetzen der Wülsten besorgt diese Maschine auf höchst
einfache Weise und sauber; es wird einfach, wie Fig. 9
zeigt, die Wulst umgekehrt eingespannt und auf den Vordertheil eine Eisenschiene
oder ein Blechstreifen, von einer der Stabstärke ungefähr entsprechenden Dicke,
gelegt und aufgebogen, bis der Absatz den gewünschten Winkel erreicht hat. Schmale
Abbüge, Falze und feine Anreife biegt die Maschine mit einer Schärfe und
Genauigkeit, die auf keiner Abbiegmaschine erreicht wird. Es wird zu diesem Behufe
die Zunge herausgenommen und das Blech mit der scharfen Kante des Spannbackens d festgehalten. Wenn für gewisse Zwecke Abbüge neben
einer Wulst oder Sicke u. dgl. gemacht werden sollen, so wird auf Verlangen eine
Schiene mitgeliefert, welche sich sehr leicht und schnell an die Maschine durch
bloses Anziehen zweier Stellschrauben befestigen läſst (Fig. 10).
Durch diese Einrichtung entsteht hinter der Schiene ein genügend groſser Raum für
Abbüge, Sicken oder Wülsten, und man kann dadurch viele Abbüge machen, welche sich
auf der Biegmaschine nur schwer oder gar nicht herstellen lassen.
Die Maschinen werden in verschiedenen Gröſsen gebaut, und zwar bis
jetzt mit 640mm, 1m und mit 2m Arbeitslänge. Eine kurze,
sehr starke Sorte solcher Maschinen eignet sich besonders für Schloſsereien zur
Herstellung von Fischbändern, Gelenk- und Aufsatzbändern in den verschiedensten
Gröſsen.
Tafeln