| Titel: | Zur Einführung eines metrischen Schraubengewindesystemes. |
| Autor: | J. P. |
| Fundstelle: | Band 234, Jahrgang 1879, S. 445 |
| Download: | XML |
Zur Einführung eines metrischen
Schraubengewindesystemes.
Mit Abbildungen auf Tafel 37.
Reuleaux, ü. Einführung eines metrischen
Schraubengewindesystemes.
Von Prof. F. Reuleaux wurde im „Verein zur Beförderung
des Gewerbfleiſses (vgl. Sitzungsberichte vom 7. April 1879 S. 57) die Wiederaufnahme der
Verhandlungen bezüglich der Einführung eines metrischen Gewindesystem es (vgl. 1877
224 219. 226 638) angeregt
und ein solches unter Inbetrachtziehung aller durch die Vorarbeiten des „Vereines
deutscher Ingenieure“ gewonnenen Anschauungen ausgearbeitetes Gewindesystem
vorgelegt. Dasselbe basirt auf den folgenden vier Sätzen: 1) Die Profilform des
Gewindes muſs leicht mit der erforderlichen Genauigkeit hergestellt werden können.
2) Die Steigung muſs womöglich ohne jede Abrundung des Rechnungsergebnisses aus den
Formeln entnommen werden können. 3) Die Abstufungen der Bolzendurchmesser sollen so
beschaffen sein, daſs Bruchtheile von Millimeter in den Durchmesserwerthen nicht
vorkommen und daſs deren Stufenfolge gleichzeitig nicht in zu groſsen Conflict mit
dem Decimalsystem geräth. 4) Alle diese Bedingungen sollen thunlichst innerhalb nicht zu enger Grenzen
für die Durchmesser und zwar mindestens bis zu d =
80mm erfüllt werden, womöglich auch darüber
hinaus.
Fig.
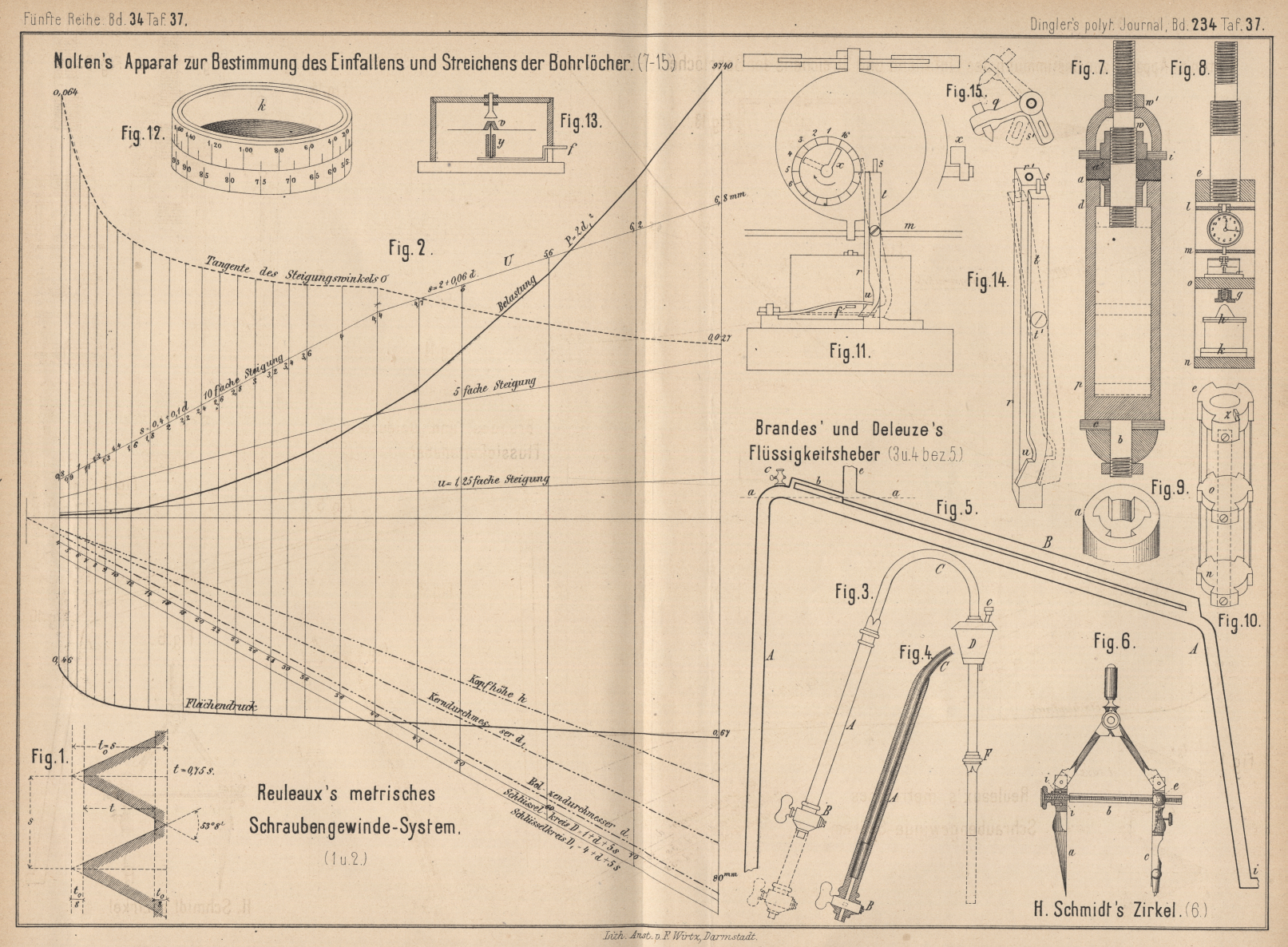
1 Taf. 37 zeigt die Gewindeconstruction dieses Gewindesystemes. Der
Kantenwinkel ist gleich 53° 8' gewählt, d.h. das Gewindeprofil einem
gleichschenkligen Dreieck entnommen, dessen Höhe t0 gleich ist der Grundlinie s. Innen und auſsen ist cylindrische Abkantung von ⅛
t0 angewendet, so
daſs die Gewindetiefe t = 0,75 s wird.
Die Steigungen sind nach zwei Formeln bestimmt, und zwar gilt:
für
d = 5
bis
40mm
s = 0,4 + 0,1 d
„
d = 40
„
80
s = 2 + 0,06 d.
Für die Durchmesserscale sind die in der weiter unten folgenden Tabelle enthaltenen
Werthe gewählt, und die gleichfalls in der Tabelle eingetragenen Steigungen sind
Werthe, welche stets durch Zehntelmillimeter ohne Abrundung des Rechnungsergebnisses
ausgedrückt werden. Die Scale kann übrigens um die Werthe 90, 100, 110, 120, 130,
140 und 150 erweitert werden, um. sie bis zu der von Whitworth und Sellers beliebten Grenze zu
bringen, und können auch die Werthe 55, 65 und 75 eingeschoben werden, welchen die
ebenfalls durch Zehntelmillimeter ausgedrückten Steigungen 5,3 und 5,9 und 6,5
entsprechen. Andere als solche bestimmte Stufen könnten mit dem Schneidzeug zur
nächst höheren Stufe hergestellt werden.
In der Tabelle sind ferner die Gangtiefen t = 0,75 s und die denselben entsprechenden Kerndurchmesser d1 = d – 2 t eingetragen.
Reuleaux findet eine Numerirung der Gewinde seiner Scale
von Nr. I bis XXV nicht empfehlenswerth, vielmehr soll die Bezeichnung des einzelnen
Gewindes am besten erfolgen durch Angabe des Bolzendurchmessers, dem man die
Bezeichnung „Nummer“ voransetzen könnte. Gewinde Nr. 16 wäre dann dasjenige
für d = 16mm u.s.w.
Eine Maschinenbauanstalt, welche gewisse Nummern nicht gebrauchte, lieſse sie
einfach ausfallen; Feinmechaniker könnten für ihre Zwecke noch Nummern einschalten,
beides ohne Verletzung des Systemes. Will Jemand eine Schraube von 58mm Dicke mit dem Gewinde der 60mm Schraube ausgeführt wissen, so hat er zu
bestellen: Schraube von Nr. 58 mit Gewinde von Nr. 60. Irrthümem ist vorgebeugt, das
Verständniſs auch gesichert. Die Nummern wären eben „redende“ Zeichen,
blieben also stets verständlich.
In der Tabelle sind zugleich die Abmessungen enthalten, welche Reuleaux für die Mutter, Scheibe und Kopf in normalen
Fällen vorschlägt, und zwar berechnet nach folgenden Formeln:
Für den Durchmesser D des
dem Mutternsechseck eingeschriebenen Kreises bearbeiteter Muttern: D = 1 + d + 5 s.
Für den Durchmesser D1 des desselben Kreises bei unbearbeiteten
Muttern: D1 = 4 + d + 5 s.
Für den Durchmesser U der
Unterlegscheibe: U = d + 10 s.
Für die Dicke u der
Unterlegscheibe (unter allfälliger Abrundung): u = 1,25
s.
Für die Mutternhöhe ist das übliche Verfahren, wonach
man sie gleich dem Schraubenbolzen-Durchmesser nimmt, beibehalten.
Für die Kopfhöhe h endlich
ist mit zulässiger Abrundung: h = 0,7 d.
In der letzten Rubrik der Tabelle ist noch die zulässige Belastung
P enthalten, und zwar mit Zugrundelegung des von
der Ingenieur-Commission für die Spannung im Gewindekern gutgeheiſsenen Werthes S = 2k,5 auf 1qmm und mit Abrundung nach der Formel P = 2 d12. Der
Flächendruck auf die Gewindegänge, gleichgesetzt demjenigen auf die Projection
derselben, schwankt hiernach zwischen 0,46 und 0,67 für d
= 4 bis 80mm und bleibt also überall weit
unter 1k.
Tabelle des metrischen Gewindesystemes nach Reuleaux's Vorschlag.
Bolzen
Steigung
Gangtiefe
Kern
Mutter
Scheibe
Kopf
Last
d
s
t
d1
D
D1
U
u
h
P
4
0,8
0,60
2,80
9
–
12
1
3
16
5
0,9
0,68
3,65
10,5
–
14
1
3,5
27
6
1,0
0,75
4,50
12
–
16
1
4
41
7
1,1
0,83
5,35
13,5
–
18
1,5
5
57
8
1,2
0,90
6,20
15
–
20
1,5
6
77
9
1,3
0,98
7,05
16,5
–
22
1,5
6
99
10
1,4
1,05
7,90
18
21
24
1,5
7
125
12
1,6
1,20
9,60
21
24
28
2
8
184
14
1,8
1,35
11,30
24
27
32
2
10
255
16
2,0
1,50
13,00
27
30
36
2
11
338
18
2,2
1,65
14,70
30
33
40
3
13
432
20
2,4
1,80
16,40
33
36
44
3
14
538
22
2,6
1,95
18,10
36
39
48
3
15
655
24
2,8
2,10
19,80
39
42
52
3
17
784
26
3,0
2,25
20,50
42
45
56
4
18
841
28
3,2
2,40
23,20
45
48
60
4
20
1076
30
3,4
2,55
24,90
48
51
64
4
21
1240
32
3,6
2,70
26,60
51
54
68
4
22
1415
36
4,0
3,00
30,00
57
60
76
5
25
1800
40
4,4
3,30
33,40
63
66
84
5
28
2231
45
4,7
3,53
37,95
70
73
92
6
32
2880
50
5,0
3,75
42,50
76
79
100
6
35
3613
60
5,6
4,20
51,60
89
92
116
7
42
5325
70
6,2
4,65
60,70
102
105
132
7
49
7369
80
6,8
5,10
69,80
115
118
148
8
56
9744
Fig.
2 Taf. 37 zeigt eine graphische Darstellung dieses Gewindesystemes, welche
ohne weiters verständlich ist und zugleich die Werthe für D,
D1, U, u, h
entnehmen läſst.
Reuleaux ist noch fester als früher
der Ueberzeugung, daſs die Einführung des metrischen Gewindesystemes trotz der sie
begleitenden Schwierigkeiten vom gröſsten Vortheile gegenüber den von der
„Abtheilung für Mathematik und Mechanik“ vorgeschlagenen Maſsnahmen (1877
226 638) sein würde, ja daſs sie bereits eine
Nothwendigkeit genannt werden darf, und stützt sich zur Begründung dessen u.a. auf
die Schwierigkeiten, welche es mit sich bringen würde, das Whitworth'sche Gewinde obligatorisch zu machen, die
Durchmesserbezeichnungen aber auf Metermaſs abzurunden, ferner auf die
Verschiedenheit der Auffassungen, welche die Fabrikanten der Sache zu Theil werden
lassen und welche gelegentlich der Umfrage des „Vereines deutscher
Ingenieure,“ zur Aeuſserung kamen (vgl. 1877 224
219), und endlich auf die Bedenklichkeit der Concentrirung der
Normallehren-Anfertigung (welche kaum zu trennen ist von der Schneidzeugfabrikation
selbst) auf ganz wenige Werkstätten, etwa auf die von Whitworth allein, deren Nothwendigkeit, welche dendeutschen Maschinenbau
geradezu dem englischen tributpflichtig erklären würde, durchaus gegen das System
spräche. Im Ganzen könne man wohl das Whitworth'sche
Gewindesystem als brauchbar und auch den heutigen Anforderungen in ausreichender
Weise entsprechend ansehen. Seiner allgemeinen Einführung bei uns steht jedoch das
ihm zu Grunde liegende Maſssystem als erstes und Haupthinderniſs, in zweiter Linie
die Profilform entgegen. Es kommt hier noch der Umstand in Betracht, daſs Whitworth sein i. J. 1841 aufgestelltes System i. J.
1857 selbst änderte, und daſs Whitworth's neue Scale
(vgl. 1879 233 282) in England als maſsgebend angenommen
wurde, daher mit ihr gerechnet werden müsse, wenn heute von Whitworth's Gewinde die Rede ist. Diese aber bietet, kommt man auf den
Versuch zurück, die Durchmesser durch die nächst gelegenen runden Abmessungen in
Millimeter auszudrücken, unüberwindliche Schwierigkeiten. Undurchführbar in
besonders auffallendem Maſse erscheint hier auch der Vorschlag, die Gewinde nicht
nach Abmessungen, sondern nur nach Nummern 1, 2, 3 u.s.w. zu benennen; es würde sich
hier um 58 Nummern handeln, bei deren Einzelnennung der das Gewinde Anwendende sich
jedesmal eine Dimension vorzustellen hätte. Er würde gewiſs nicht anders können als
jeden Augenblick wieder zum Maſsstab oder zur Tabelle zurückzugreifen.
Mit welcher Genauigkeit dieses Gewinde von verschiedenen Fabriken
geliefert werde, darüber gab ein Versuch Aufklärung, welchen Reuleaux mit einer Anzahl Muttern und Schrauben aus 10 Werkstätten
anstellte, welche sämmtlich mit gutem Schneidzeug, der Mehrzahl nach wohl mit echt
Whitworth'schem versehen sind. Unter 450 Fällen der
Vertauschung der Muttern gleicher Schraubennummern ergaben sich 207 Fälle, also 46
Proc., in welchen die Mutter nicht auf die Schraube ging, 81 Fälle, also 18 Proc.,
in welchen die Mutter lose auf der Schraube saſs, und 162 Fälle, also 36 Proc., in
welchen die Mutter auf die Schraube paſste. Demnach werden die in den Motiven (1877
226 638) erwähnten Ersatzstücke für Marine und
Artillerie immerhin nur aus der Werkstätte zu entnehmen sein, welche die ersten
Stücke geliefert hat. Ueberhaupt wird man die
Austauschbarkeit als Beweggrund zur Einführung eines einheitlichen
Gewindesystemes nicht in den Vordergrund stellen dürfen, vielmehr auf die
erzielbare Vereinfachung der ganzen Fabrikation den Nachdruck zu legen haben.
Keinesfalls wird man aus der genannten Versuchsreihe den Beweis ableiten können,
daſs eine praktische Nöthigung oder dringende Veranlassung vorliege, gerade die Whitworth'schen Steigungen und Profile bei uns mit
Opfern durchzuführen.
J.
P.
Tafeln