| Titel: | Einspannvorrichtung zum Drehen eckiger Arbeitstücke. |
| Fundstelle: | Band 237, Jahrgang 1880, S. 357 |
| Download: | XML |
Einspannvorrichtung zum Drehen eckiger
Arbeitstücke.
Mit Abbildungen auf Tafel 29.
Weiſse's Einspannvorrichtung zum Drehen eckiger
Arbeitstücke.
Zur fabrikmäſsigen Herstellung vier- und mehrkantig profilirter Pilaster, Traillen,
Baluster, Bekrönungen für Möbel u. dgl. aus Holz, Hörn, Elfenbein und sonstigen
Materialien verwendet die Firma Zirngiebel und Comp. in
Berlin ein von Ludw. Weiſse
patentirtes Verfahren (* D. R. P. Kl. 38 Nr. 8915 vom 7. August 1879), das durch die
Mannigfaltigkeit seiner Leistungen und durch die groſse Freiheit, welche dasselbe
der künstlerischen Einwirkung auf die Gestaltung der Stücke beläſst, ohne daſs eine
unverhältniſsmäſsige Steigerung der Kosten stattfindet, in hohem Grade
bemerkenswerth sein soll. Diese Vorzüge ergeben sich aus der Verwendung der relativ
billigen Arbeit der Drehbank zur Erzeugung von Flächen, deren Rundung so geringfügig
ist, daſs sie dem ungeübten Auge als eben erscheint, bezieh. auch dem geübten Auge
unbemerkbar wird, sobald dasselbe in nur einigem Abstande sich befindet. Die
Brauchbarkeit der Drehbank für die genannten Leistungen wird durch Einspannen einer
Trommel zwischen den Spitzen der Drehbank erzielt und auf den Umfang der Trommel
werden wieder die zu drehenden Stücke in besonderer Weise eingespannt. Es sind so
viele Wechsel der Einspannung erforderlich, als das betreffende Stück Seiten
erhalten soll, deren Zahl daher beliebig gesteigert werden kann; das Drehen erfolgt
von Hand nach Vorzeichnung des Profils auf dem Stücke selbst.
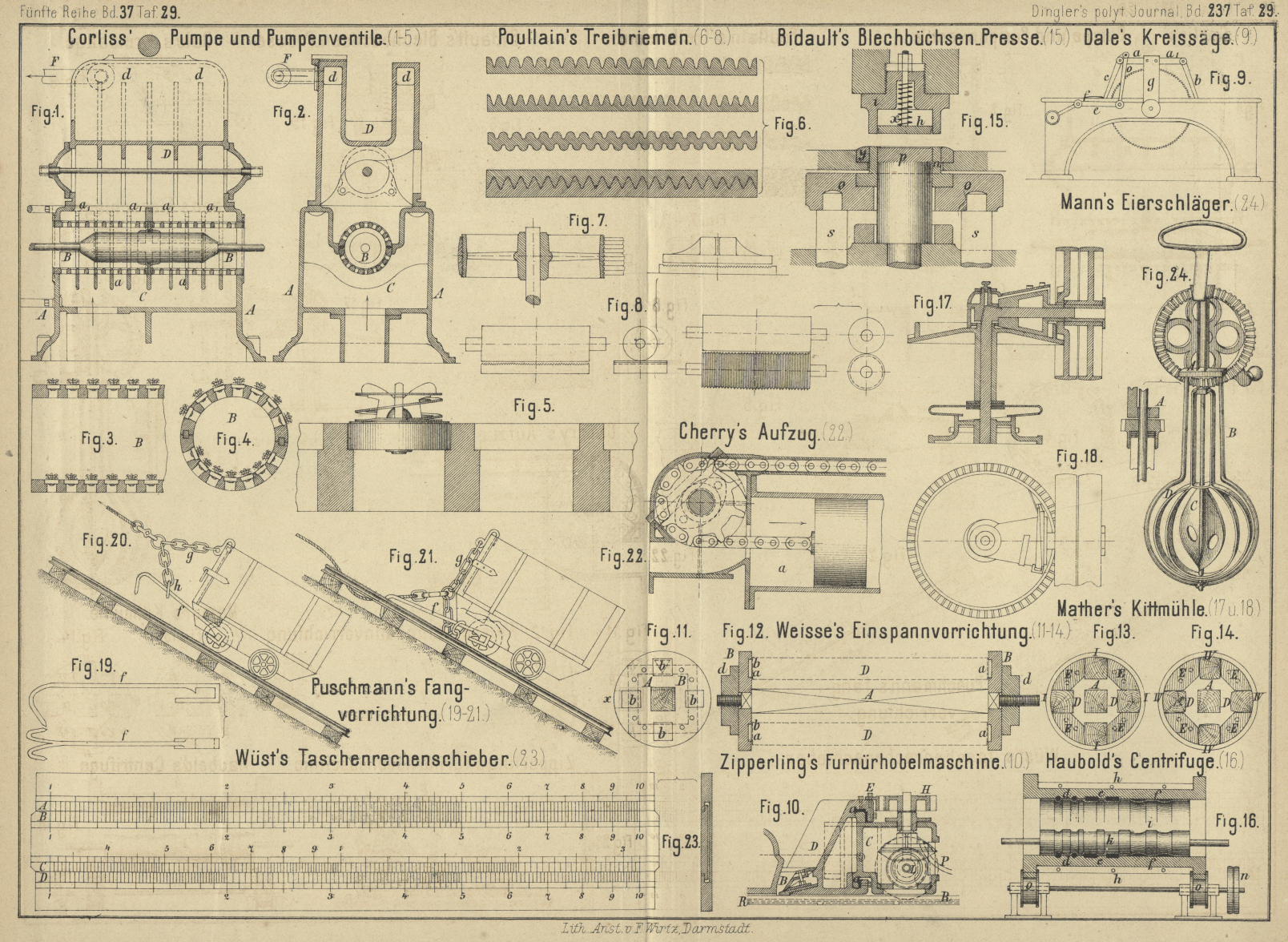
Die Einspannvorrichtung ist aus Fig. 11 bis
14 Taf. 29 näher zu ersehen. Zwischen den Spitzen der Drehbank läuft eine
Achsel, auf welcher zwei
Scheiben B sitzen, deren Entfernung von einander der
Länge des herzustellenden Gegenstandes entspricht. Diese Scheiben, welche aus Holz
oder Metall bestehen können, sind in passender Weise auf der Achse A befestigt, jedoch so, daſs man mindestens die eine
verschieben kann, um den zu drehenden Gegenstand zwischen die Scheiben zu bringen.
Um den letzteren auf den Scheiben zu befestigen, ist derselbe an seinen Enden mit
Zapfen a versehen (Fig. 12),
welche in entsprechende Vertiefungen b der Scheiben B passen. Die Form dieser Zapfen richtet sich nach der
Anzahl der Flächen, welche der zu drehende Gegenstand erhalten soll.
Im vorliegenden Falle ist vorausgesetzt, daſs das Arbeitstück vierkantig werden soll.
Der Zapfen und die Vertiefung erhalten dem entsprechend quadratischen Querschnitt;
sollte der Gegenstand beispielsweise dreikantig werden, so müſste ein
gleichschenkliges Dreieck als Querschnitt angewendet werden, wie bei Fig. 11
oben punktirt angedeutet. Für vielkantige Stücke endlich muſs als Querschnitt der
Zapfen a und Vertiefungen b ein regelmäſsiges Polygon angewendet werden, dessen Seitenzahl der
Kantenzahl des herzustellenden Gegenstandes entspricht. Ferner ist angenommen, daſs
in der beschriebenen Einspannvorrichtung vier Gegenstände gemeinschaftlich fertig
gestellt werden. Um dies zu bewerkstelligen, werden zwischen die Scheiben B die mit Zapfen a
versehenen und passend vierkantig gehobelten Stäbe D
gebracht (Fig. 13)
und zwischen die vier Stäbe die Beilagstücke E, welche
durch Zapfen in der Scheibe B befestigt werden. Alsdann
wird die Mutter d fest angezogen, das Ganze zwischen
die Spitzen der Drehbank gebracht und nun nach dem verlangten Profil abgedreht,
worauf die erste Fläche I der Stäbe D fertig ist. Hierauf löst man eine der Scheiben B und spannt sämmtliche Stäbe D, um 180° gedreht, wieder fest, worauf die zweite Fläche II gedreht wird. In gleicher Weise werden die dritte
und vierte Fläche fertig gestellt, so daſs Fig. 14 die
letzte Einspannung veranschaulicht. Beim Drehen der Fläche I bildet sich gleichzeitig auf der Oberfläche der Beilagen E das zu drehende Profil und dient dieses nunmehr als
Anhalt für die Fertigstellung der anderen Seiten bezieh. neuen Einspannungen,
wodurch jede Messung umgangen wird.
Die Vertiefungen b können auch, anstatt eine
geschlossene Figur zu bilden, als radiale Schlitze gestaltet werden, so daſs man die
Stäbe von oben zwischen die Scheiben bringen kann, ohne diese von einander zu
entfernen, wie beispielsweise in Fig. 11 bei
x angedeutet ist.
Wie bereits oben erwähnt und wie auch aus den Figuren zu ersehen, werden die
Begrenzungsflächen der Stäbe nicht eben, sondern gekrümmt; diese Krümmung kann man
aber verringern, wenn die Scheiben B entsprechend
gröſser hergestellt werden.
Tafeln