| Titel: | Moro's Abwiegen der Stahlblöcke während des Giessens. |
| Fundstelle: | Band 238, Jahrgang 1880, S. 285 |
| Download: | XML |
Moro's Abwiegen der Stahlblöcke während des
Gieſsens.
Mit Abbildungen auf Tafel 22.
Moro's Abwiegen der Stahlblöcke während des Gieſsens.
Es kommen im Hüttenbetriebe kleine Ziffern vor, die im Vergleiche
mit den groſsen Zahlen, mit welchen man es gewöhnlich zu thun hat, an und für sich
verschwinden mögen und darum häufig vernachlässigt werden, die aber doch durch ihre
regelmäſsige Wiederkehr zu ganz bedeutenden Summen anwachsen können. Einer dieser
Fälle, den wir herausgreifen und hier näher beleuchten wollen, tritt beim Gieſsen
der Fluſseisen- oder Stahlblöcke oder vielmehr beim Gieſsen derselben nach
bestimmten Gewichten ein. Bekanntlich werden die Blöcke im Walzwerke nach dem
Gewichte der daraus zu erzeugenden Waaren, den nöthigen Abschnitten und dem Abbrande
berechnet und bestellt, und es ist nun die Aufgabe des Stahlwerkes, dieselben auch
wirklich in diesen Gewichten auszuführen.
Als Mittel dafür hat man bisher einzig die Berechnung nach dem
Volumen, bezieh. der Höhe der Blöcke bei gegebenem Querschnitte, welche an der
Innenwand der Coquille durch einen Kreidestrich bezeichnet wird und wonach sich der
Arbeiter beim Gieſsen zu richten hat. Von dieser Methode, Blöcke nach Gewicht zu
gieſsen, kann schon deshalb keine Genauigkeit erwartet werden, weil dieselbe
bestimmte, gleiche Querschnitte der Blöcke und folglich der Coquillen voraussetzt
und schon eine ganz geringe, praktisch nicht mehr controlirbare Verschiedenheit der
letzteren das Gewicht der Blöcke empfindlich beeinflussen muſs.
Wenn auch die Uebernahme der Coquillen mit aller Sorgfalt
geschieht, so muſs ein gewisser Spielraum doch gestattet werden in Rücksicht darauf,
daſs es bei der Herstellung derselben unmöglich ist, genaue Querschnittsdimensionen
einzuhalten, und bei der sorgfältigsten Arbeit schon durch das verschiedene Stampfen
und nachherige Abrichten des Kernes Abweichungen von den richtigen Maſsen entstehen
müssen. Dabei setzen wir eiserne Kernkasten voraus; bei hölzernen ist eine genaue
Arbeit noch weniger möglich. Die Coquillen ändern sich aber auch noch im Gebrauche,
durch Ausbauchen z.B. oder dadurch, daſs sie ausschmelzen oder springen, in welch
letzterem Falle sie, wenn der Sprung nicht durchlaufend sein sollte, durch
Ausschmieren noch ganz gut in Verwendung erhalten werden können, wobei jedoch bei
gleicher Länge bedeutend schwerere Blöcke resultiren.
In der Kladnoer Hütte wurden die Coquillen sogar schon, um ihre
Verschiedenheiten bei ein und derselben Sorte unschädlich zu machen, numerirt, um
beim Gusse dem Fassungsraum jeder einzelnen Coquille Rechnung tragen zu können, was
jedoch bei lebhaftem Betrieb nicht praktisch durchführbar ist und wofür jetzt ein
besseres Mittel gefunden wurde, auf welches weiter unten näher hingewiesen ist.
Nach den Querschnittsdimensionen ist zunächst die Höhe in Betracht
zu ziehen, bis zu welcher gegossen werden muſs, und die, wie früher bemerkt, durch
einen Kreidestrich bezeichnet wird. Hier kommt es nächst der Geschicklichkeit und
Aufmerksamkeit des Gieſsers darauf an, wie ruhig das Metall beim Gieſsen sich hält.
Sollte es stark steigen und fallen, was wohl nicht geschehen soll, was aber doch
manchmal vorkommt, so ist das Gieſsen nach dem Kreidestriche unmöglich, da das
Metall beim Fallen eine Kruste an der Coquillenwand zurückläſst, die den
Kreidestrich verdeckt. Im Durchschnitte jedoch, wozu etwas bewegte Metallmasse
mitgerechnet werden muſs, wird man auf diese Weise die Höhe auf etwa 1cm einhalten können, was z.B. bei einem Blocke von
30cm Seite schon einem Fehler von etwa 7k gleichkäme.
Auſserdem ist das Gewicht der Blöcke auch von anderen Umständen
abhängig, ob das Metall z.B. mehr oder weniger blasig ist, oder ob es heiſser oder
kälter gegossen wird. Um den Einfluſs dieser Umstände selbst genauer kennen zu
lernen, lieſs man in eine und dieselbe Coquille einmal von einer kalten, das andere
Mal von einer heiſsen Beschickung gieſsen und fand, daſs sich bei gleicher Höhe ein
bedeutender Unterschied im Gewichte der Blöcke ergab. So wog einmal der kalt
gegossene Block 270k, dagegen der heiſse 288k, also im zweiten Falle um 18k mehr, was einem Uebergewichte von 6,6 Proc.
entspricht. Wenn nun auch in der Praxis auf alle diese Umstände Rücksicht genommen
wird, so bleibt das Gieſsen nach Gewicht nach dieser Methode doch immer ein Errathen
und hängt u.a. vom Urtheile des Arbeiters ab, der es abzuschätzen hat, welchen
Hitzegrad das Metall beim Gieſsen besitzt und ob es mehr oder weniger blasig
ist.
Diese Betrachtungen erklären es, warum man die Gewichte, wie sie
im Walzwerke berechnet werden, im Stahlwerke nicht genau einzuhalten vermag. Die
Ablieferung leichterer Blöcke ist aber absolut nicht statthaft, da dieselben die
Waare zu kurz und so zum Ausschuſs machen würden; es bleibt somit nichts übrig, als
alle Blöcke zu schwer zu gieſsen, besonders wo man es zu kostspielig findet,
dieselben bei zu sehr abweichenden Gewichten auf Lager zu legen und damit zu warten,
bis Bestellungen einlaufen, für welche sie passen.
Die Unsicherheit in der Herstellung der Gewichte scheint der
Hauptgrund zu sein, warum man im Allgemeinen einen so hohen Procentsatz für Enden,
so z.B. 12 bis 15 Proc. bei der Schienenfabrikation angenommen findet. Nehmen wir
nur 12 Proc. Enden, so entspricht dies bei einer 7m langen Schiene einem Abfall von 840mm,
während z.B. 400mm, gute Qualität natürlich
vorausgesetzt, dafür genügen müſsten, wenn man sicher wäre, es immer mit gleichen
Gewichten zu thun zu haben. Es wird demnach jede Schiene um 440mm oder um mehr als 6 Proc. zu lang gemacht. Diese
6 Procent Material haben bei der Verarbeitung dieselbe Arbeit erfahren, denselben
Aufwand an Kraft und Brennstoff erfordert als die gute Schiene, müssen jedoch
schlieſslich von derselben abgeschnitten werden und sinken so vom Werthe der Schiene
herab zu dem des Abfalles.
Nimmt man den jetzigen Preis der
Schienen an mit
22,50 M.,
den Preis der Abfälle (Enden) mit
10,00
–––––––
so ergibt sich eine Differenz von
12,50 M.,
also im angenommenen Beispiele ein Verlust von 75 Pf.
für 100k Erzeugung, d.h. für ein Stahlwerk von
50000t Erzeugung resultirt auf diese Weise ein
jährlicher Verlust von 375000 M.
Dieser Schaden, der zum groſsen Theile der Ungenauigkeit in der
Herstellung der Gewichte zugeschrieben werden muſs, soll durch obige Ziffer nur
beiläufig ausgedrückt sein und wird sich in verschiedenen Werken verschieden
stellen; immerhin aber ersieht man daraus, daſs er in der Stahlindustrie zu
ansehnlichen Summen anwachsen muſs, einen Ausfall an Kapital und Arbeit vorstellt,
der Niemandem zu Gute kommt.
Diesem gewiſs allgemein gefühlten Uebelstande suchte Ferd.
Moro, Oberingenieur in Kladno, in letzterer Zeit durch eine Einrichtung (*
D. R. P. Kl. 31 Nr. 10828 vom 3. März 1880) abzuhelfen, welche es ermöglicht, das
Gewicht der Blöcke zu erfahren, so lange es noch Zeit ist, darauf Einfluſs zu
nehmen, d.h. eine Vorrichtung zu finden, um die Blöcke während des Gieſsens
zu wiegen, so daſs die Wage angibt, wann der Guſs zu unterbrechen ist.
Dieser Apparat soll im Allgemeinen folgende Bedingungen erfüllen: 1) Er muſs
gebraucht werden können, ohne das Gieſsen zu beschränken, muſs also während
desselben unter die Coquillen eingeführt und gelüftet werden können. 2) Der Apparat
muſs sich von einer Coquille zur andern bewegen und im Falle einer Gefahr für die
Wage, wie Nichtschlieſsen des Guſsloches, Durchschmelzen der Bodenplatte u. dgl.,
auch ganz entfernt werden können. 3) Soll der Apparat einfach sein, vollkommen
geschlossen und geschützt und doch in allen seinen Theilen leicht zugänglich. 4)
Endlich soll derselbe bei hinreichender Kräftigkeit möglichst klein sein, ohne
bedeutende Aenderungen der Guſsgrube in derselben Platz finden und so angebracht
werden können, daſs das Wiegen die übrigen Arbeiten in der Guſsgrube nicht stört. –
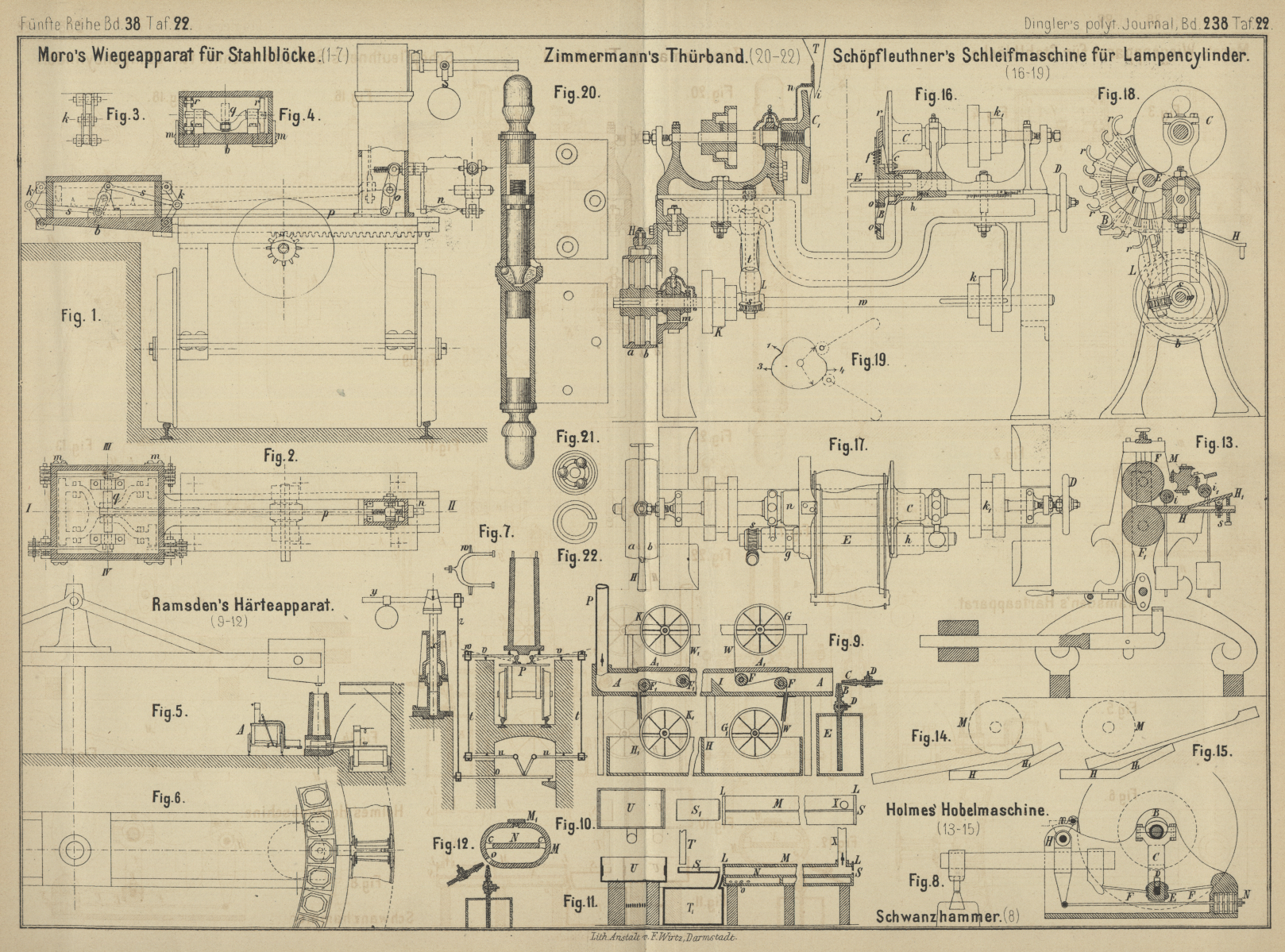
Diesen Bedingungen glaubt Moro durch die in Fig.
1 bis 7 Taf. 22
skizzirte Einrichtung entsprochen zu haben.
Die Coquillen stehen wie gewöhnlich auf Bodenplatten und diese auf U-Eisen, die an
einer für mehrere Coquillen gemeinschaftlichen Grundplatte festgemacht sind, wodurch
unter den Coquillen genügend Raum für das Einführen der Wiegevorrichtung geschaffen
ist (vgl. Fig. 5). Die
letztere besteht aus einer Hebelwage (Fig. 1 bis
4), deren Rahmen mittels 4 Kniehebel k mit
einer Art Eintragschaufel b derart in Verbindung steht,
daſs er durch Anziehen bezieh. Aufstellen der Hebel von b abgehoben wird, wobei er in den vier Lappen m seine Führung findet. Die Bewegung geht von der Kurbel n am Wageständer aus; durch Drehen der Schraubenspindel
wird der Hebel o bewegt, dadurch die Zugstange p angezogen und die gekröpfte Kurbel q bewegt, die an der Eintragschaufel in zwei Punkten
gelagert ist und an beiden Enden die zwei Kurbeln r
aufgekeilt hat, welche endlich durch Zugstangen s die
Kniehebel k anziehen. Die ganze Vorrichtung ruht auf
einem Wagengestelle, welches auf Schienen nach Bedarf in einer Geraden (Guſskanal)
oder in einem Bogen (Guſsgrube) bewegt und vor die betreffende Coquille gestellt
werden kann.
Durch zwei Umdrehungen einer Kurbel am Zahnstangengetriebe wird die Wage unter die
Coquillenplatte geschoben, bis sich die schräge untere Fläche der Eintragschaufel
b, bezieh. die Ansätze derselben, auf die gleich
schräge Grundplatte aufsetzen. Dadurch ist nicht nur der Einschub der Wage richtig
begrenzt und ohne Reibung bewerkstelligt, sondern es ist auch das Fahrgestell
während des Wiegens auſser Spiel gebracht, da die abzuwiegende Last durch die Wage
auf die Grundplatte drückt. Das Fahrgestell kann somit leicht construirt sein, da es
nur die leere Wage zu tragen hat, und die Last kann auch nicht ein Umkippen des
Gestelles bewirken. Beim Zurückziehen der Wage hebt sich die Eintragschaufel wieder von der
schrägen Grundplatte ab.
So wie sonst der zu wiegende Körper auf die Wage gelegt wird, so muſs in diesem Falle
die Wage unter den Körper gehoben werden. Dies geschieht in der Weise, daſs die Wage
im Ganzen mit ihren Rahmen durch Drehen der Kurbel n
von der Eintragschaufel abgehoben und unter die Coquillenplatte gebracht wird, so
daſs nun letztere, nachdem sich ihr conischer Ansatz von den Unterlagen ausgehoben
hat, wirklich auf der Wage allein aufruht und nach so erfolgtem Lüften der Platform
der Wage gewogen werden kann.
Hat der Wieger das Zeichen gegeben, daſs das gewünschte Gewicht an Metall in die
Coquille gelaufen ist, so kann der Gieſser die Pfanne sogleich, ohne auf die Wage
Rücksicht nehmen zu müssen, über die nächste Coquille stellen und gieſsen; denn ehe
er den halben Block gegossen hat, wird die Wage gesenkt, zurückgezogen und unter die
nun zu füllende Coquille geschoben sein. Es wird also auf diese Weise das Gieſsen
durch das Wiegen durchaus nicht verzögert.
Die Wage ist vollständig geschlossen, so daſs ein allfälliges Herumspritzen von
flüssigem Metall derselben nicht schaden kann, für welchen Fall auch der Wieger
durch einen Blechschirm geschützt ist–, sollte jedoch eine ernstliche Gefahr für den
Apparat eintreten, so kann derselbe sofort zurückgezogen und entfernt werden.
Der beschriebene Apparat ist zwischen Coquillen und Einfassungsmauer der Dammgrube
aufzustellen, welche dafür um etwa 600mm
zurückzusetzen ist (Fig. 5 und
6). Diese Anordnung erscheint darum empfehlenswerth, weil dabei der
Wiegeapparat gewissermaſsen ganz auſserhalb der jetzigen Dammgrube zu stehen kommt
und so die Arbeiten in derselben am wenigsten stört. Wo jedoch diese Aenderung an
der Guſsgrube auf Schwierigkeiten stoſsen sollte, kann der Apparat auch innerhalb
der Coquillenreihe gestellt werden, wie in Fig. 5 bei
A angedeutet ist, wobei man nur, um denselben nicht
in einer Vertiefung laufen zu lassen, die innerhalb der Dammgrube schwer rein zu
erhalten wäre, die Zahnstange vorn entsprechend abzubiegen hat. Das Lüften der Wage
ist dann noch einfacher gemacht: Die Zugstange ist gerade unter das Wagengestell
hinein zu verlängern und durch einen Hebel anzuziehen, wobei der Drehzapfen des
Hebels wie auch die Führungen für die Zugstange leicht an den fixen Radachsen
anzubringen sind.
Für das Bessemerwerk in Kladno wurde nach Angabe des Hrn. Director J. Jacoby eine Wage eingerichtet, welche feststeht und
die Bodenplatte der Coquille von zwei Seiten angreift, bei der also gewissermaſsen
auf zwei Wagen gewogen wird, die sich schlieſslich wieder zu einer vereinigen. Die
feststehende Wage ist hier möglich, da die Guſsgrube oder richtiger der Guſskanal
derart angelegt ist, daſs die Coquillen auf Wagen gefahren werden, die Pfanne beim
Guſs daher stehen bleiben kann und die Coquillen sich eine nach der andern unter das Guſsloch
stellen.
In Fig.
7 ist P die Platform des Coquillenwagens, auf
der zwei Schienen als gewöhnliche Auflage für die Coquillenplatten fest verschraubt
sind. Dadurch ist den Wagehebeln v Raum geschaffen, die
sich, wenn nicht gewogen wird, in gesenkter Stellung befinden, also bei Vorbewegung
der Coquillenwagen die Bodenplatten über sich wegfahren lassen. Soll gewogen werden,
so stellt man den Wagenzug so ein, daſs die entsprechende Coquille über die
Wagehebel v zu stehen kommt, wobei eine genaue
Einstellung nicht nöthig ist, wenn die Schneiden w
genügend weit von einander abstehen. Nun wird durch einen Hahn Accumulatordruck
unter den Plunger x gebracht; derselbe hebt die
Hauptschneide und zieht bei arretirtem Hebel y die
Zugstange z an. Diese hebt den einarmigen Hebel o, dadurch die auf denselben aufdrückenden Hebel w, die Zugstangen t werden
angezogen und die Bodenplatte durch die Hebel v von der
Unterlage abgehoben und in die für das Wiegen erforderliche schwebende Lage
gebracht.
Hiermit dürfte der Apparat hinreichend erklärt sein und es mag auf die Hantirung des
Wiegens selbst übergegangen werden. Vor dem Gusse ist es nothwendig, das Gewicht der
leeren Coquille zu wissen. Dies kann in verschiedener Weise erreicht werden:
entweder dadurch, daſs man die Coquillen einer Sorte von vorn herein gleich und
bestimmt schwer macht, indem man bei der Uebernahme die Verschiedenheiten in den
Gewichten durch Aufziehen verschiedener und entsprechend schwerer Ringe ausgleicht,
oder man schreibt das Gewicht jeder einzelnen deutlich genug auf die Coquille selbst
und wiegt sie von Zeit zu Zeit einmal nach, um allfällige Aenderungen daran zu
bemerken.
Da das Laufgewicht der Wage auf die Marke gestellt wird, die dem fertigen Gewichte
des zu gieſsenden Blockes sammt der Coquille entspricht, so ist der Hebel vor und
während des Gieſsens in der tiefsten Stellung; gegen Ende desselben fängt er an,
langsam zu steigen, bis sich endlich die Wagezungen einstellen und so das Zeichen
geben, daſs der Block im gewünschten Gewichte fertig gegossen ist.
Man besorgte in Kladno anfangs, daſs der einfallende Strahl durch den Stoſs auf die
Platte ein heftiges Schwanken des Wagehebels verursachen und so die Genauigkeit des
Resultates schädigen könnte. Dies erwies sich als grundlos und es ging überhaupt die
Einführung dieses Verfahrens über Erwartung glatt von statten; dabei war übrigens
die gute Aufnahme nicht zu unterschätzen, welche es bei den Arbeitern fand, welche
froh waren, der Verdrieſslichkeiten beim Gieſsen nach Marke und des Nachwiegens der
heiſsen Blöcke enthoben zu sein.
Als Beweis dafür, daſs diese Art zu wiegen den Guſs im Ganzen nicht verlangsamt, sei
angeführt, daſs in Kladno aus einer Charge 20 bis 30 einfache Schienenblöcke abzugieſsen sind, also
keine Verzögerung erlaubt ist, da sonst das Guſsloch unfehlbar einfrieren müsste.
Man mag daraus ersehen, daſs diese Einführung in Werken, wo verhältniſsmäſsig groſse
Blöcke gegossen werden, ihrer geringeren Anzahl wegen um so leichter sein wird.
Im Stahlwerke Kladno wird seit Januar 1880 nur mehr während des Gieſsens gewogen und
die Blöcke können, wie sie aus der Coquille kommen, direct auf den Wagen geworfen
werden, welcher sie zum Walzwerke bringt.
Dieses patentirte Verfahren wird ganz besonders jenen Werken von Vortheil sein, die
in der Lage sind, ihre Blöcke in der ursprünglichen Hitze vom Bessemer- oder
Martinwerke weg auswalzen zu können, wo man den Vortheil eines Blocklagers, wie oben
bemerkt, nicht ausnutzen kann und wo ferner ein Nachwiegen der Blöcke in diesem
Falle nicht nur einen Verlust an Zeit und Arbeit, sondern auch einen Verlust an
Brennstoff bedeutet, oder in Fällen, wo ein Uebergewicht des Blockes nicht durch
einfaches Beschneiden der Waare beseitigt werden kann, wie dies z.B. bei Radreifen
und allen Facon-Schmiedestücken der Fall ist.
Tafeln