| Titel: | Ueber Neuerungen im Eisenhüttenwesen. |
| Autor: | St. |
| Fundstelle: | Band 242, Jahrgang 1881, S. 121 |
| Download: | XML |
Ueber Neuerungen im Eisenhüttenwesen.
(Patentklasse 18. Fortsetzung des Berichtes S. 291
Bd. 241.)
Mit Abbildungen auf Tafel 12.
Ueber Neuerungen im Eisenhüttenwesen.
Zur Vorbereitung der Manganerze für die
Ferromangan- oder Rohmangan-Erzeugung im Hochofen benutzt man nach A.
Ledebur in Freiberg, Sachsen (D. R. P. Nr. 14155 vom 24. October 1880) Erze, deren
Mangangehalt als Mangansuperoxyd (MnO2) oder
Mangansuperoxydhydrat (MnH2O3) zugegen zu sein pflegt. In dem oberen Theile des
Hochofens geben diese Erze unter Einwirkung des in dem aufsteigenden Gasstrome
enthaltenen Rohlenoxydes einen Theil ihres Sauerstoffgehaltes unter Umwandlung in
Manganoxyd (Mn3O4)
oder Manganoxyduloxyd (Mn3O4) ab, während eine entsprechende Menge Kohlenoxyd
zu Kohlensäure verbrannt wird. Dieser Vorgang ist, wie sich auch bei einem Versuche im
Kleinen an dem eintretenden Erglühen des Erzes im Augenblick der Umwandlung
beobachten läſst, von einer Wärmeentwickelung begleitet. Die Folge hiervon ist das
„Oberfeuer“ der Manganhochöfen. Hierdurch werden die Wände und Armaturen
des Ofens zerstört, während die entweichenden Gichtgase einen groſsen
Kohlensäuregehalt aufweisen.
Diese Uebelstände lassen sich vermindern oder ganz vermeiden, wenn man die Erze in
einem geschlossenen Apparate der Einwirkung eines hoch erhitzten Windstromes
aussetzt, oder indem man bei einer Temperatur von etwa 300° einen Kohlenoxyd
enthaltenden Gasstrom auf sie einwirken läſst. Dadurch werden die Erze in niedrigere
Oxydationsstufen Mn2O3 oder Mn3O4 übergeführt. Bei dem ersten Verfahren mischt sich der frei werdende
Sauerstoff mit dem Gebläsewind, wodurch bei der Anwendung des letzteren für den
Hochofenbetrieb eine Temperatursteigerung im Gestell des Ofens eintreten würde. Das
Verfahren erfordert jedoch umständliche Apparate, lange Zeitdauer und eine
Temperatur von nicht unter 700°. Zur Ausführung des zweiten Verfahrens dient ein
Herdofen mit geneigter Sohle (nach Art der Moser'schen Röstöfen), bei welchem die
Gase an der tiefsten Stelle eintreten, während die Erze dem Gasstrome
entgegenrücken. Als Reductionsgase können Generatorgase oder noch zweckmäſsiger die
Gichtgase des Hochofens benutzt werden; denn sobald dieser nicht mehr mit jenen an
Sauerstoff reichen, sondern nur mit den in beschriebener Weise vorbereiteten
Manganerzen beschickt wird, werden die Gichtgase desselben, in Folge der
Schwerreducirbarkeit des Mangans, reicher an Kohlenoxyd sein. Da die Zersetzung
schon bei 220° beginnt und dann rasch verläuft, die Gichtgase aber häufig mit noch
höherer Temperatur den Ofen verlassen, so ist eine besondere Heizvorrichtung nicht
immer erforderlich.
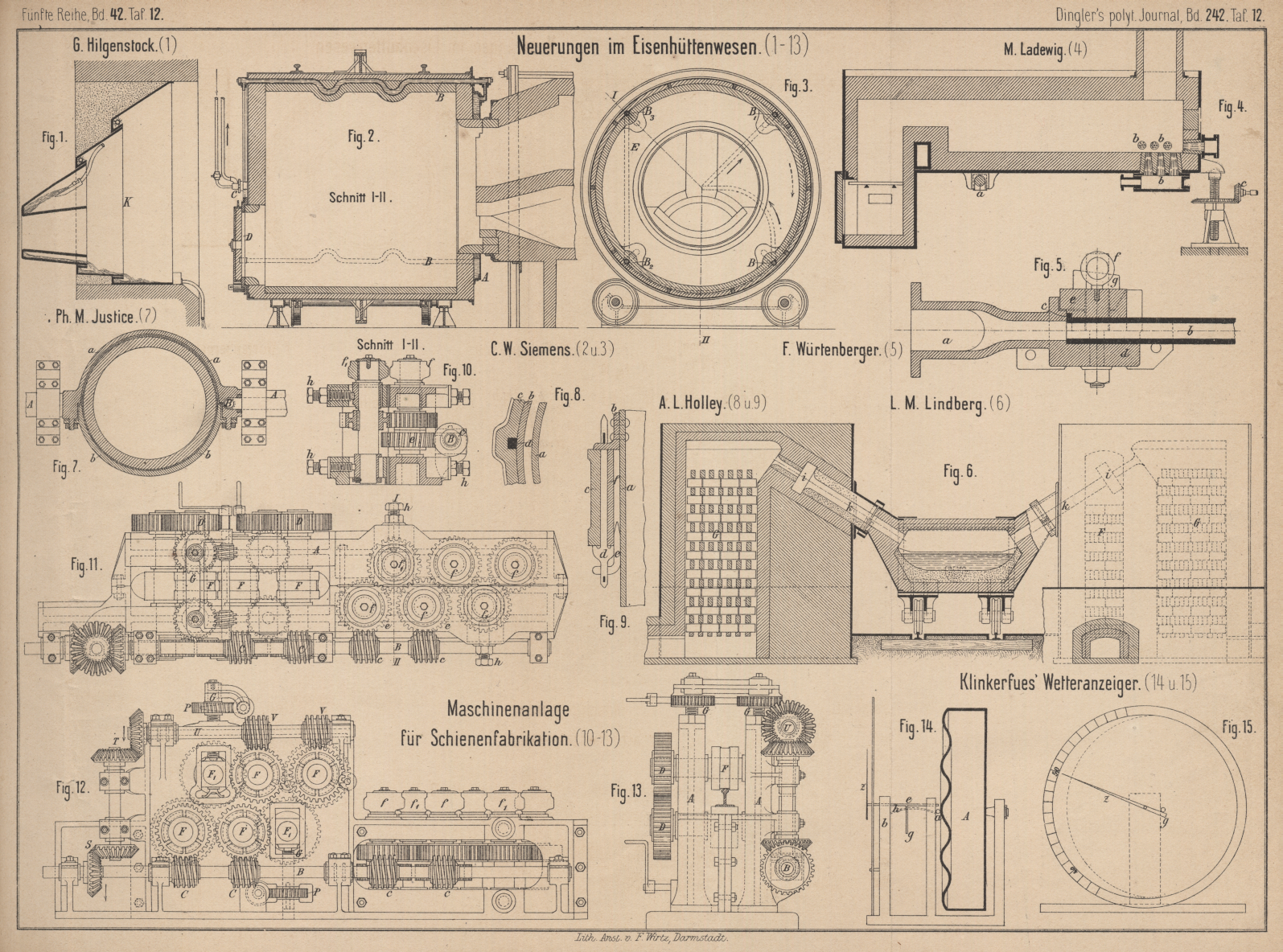
Gust. Hilgenstock in Horde (* D. R. P. Zusatz Nr. 13039
vom 17. August 1880, vgl. 1880 237 * 133) stellt den Formkasten K aus mehreren in einander geschobenen Theilen her und legt,
wie Fig. 1 Taf. 12 zeigt, in die einzelnen Winkel Berieselungsröhren
hinein.
Der von der Union, Actiengesellschaft für Bergbau, Eisen- und
Stahlindustrie in Dortmund (* D. R. P. Nr. 13550 vom 17. October 1880) patentirte Doppelpuddelofen unterscheidet sich von den bisher
bekannten Oefen dadurch, daſs der doppelte Fassungsraum nicht durch Vergröſserung
der Breite, sondern durch entsprechende Verlängerung des Ofens erzielt wird. Durch
Zusammenziehen der beiden Seitenwände ungefähr in der Mitte der ganzen Länge wird
der Ofen in 2 Herde getrennt, von denen der eine, der Feuerung zunächst liegende,
etwas gröſser ist als der andere, an den Fuchs anschlieſsende. Der Doppelofen hat
auf jeder Längsseite etwa in der Mitte jeder Abtheilung je
eine Arbeitsthür und kann durch zwei von einander
unabhängige Belegschaften bedient werden. Man soll mit
diesen Oefen eine Brennmaterialersparniſs bis zu 35 und 40 Proc. erzielen können. –
Der Vortheil dieser Oefen ist ein zweifelhafter; denn beide müssen gleichmäſsig
arbeiten, damit, wenn der eine groſse Hitze verlangt, dies auch bei dem anderen der
Fall ist. Bei der Arbeit gleichen Schritt in Bezug auf den Gang des Processes zu
halten, ist aber unmöglich, da dem vorderen Ofen mehr Wärme zugeführt wird als dem
hinteren; also muſs der hintere langsamer arbeiten.
Eine ganz zweckmäſsige Neuerung brachte C. William Siemens in London (* D. R. P. Zusatz Nr. 13136 vom 17. Juli
1880, vgl. 1880 235 * 369) an rotirenden Puddelöfen an.
Beim Reduciren von Erzen oder beim Puddeln von Eisen in rotirenden Oefen ist die
halbflüssige oder theilweise geschmolzene Masse leicht geneigt, auf dem Ofenfutter
zu rutschen, anstatt sich, wie dies erforderlich ist, zu überkugeln und auf diese
Weise der reducirenden oder oxydirenden Wirkung der Flamme beständig neue Flächen
darzubieten. Um diesem Uebelstande abzuhelfen und gleichzeitig eine Kühlung des
Ofenhalses zu bewirken, wird der Ofen an seiner hinteren Seite mit einem oder
mehreren ringförmigen oder sonstwie geformten Behältern A (Fig. 2 und
3 Taf. 12) versehen, welche den Ofenhals umgeben und von welchen zwei
oder mehr Röhren B bis B3 durch das feuerfeste Ofenfutter
hindurch nach einem in der Achse des Ofens liegenden hohlen Drehzapfen C an der Vorderseite des Ofens führen. Die
Zuleitungsröhre bringt das Kühlwasser aus einem Behälter nach dem Zapfen C und durch diesen den Röhren B im Innern des Ofens und dem Kühlmantel des Ofenhalses A zu, während die Abfluſsröhre das Wasser, nachdem es
im Ofen umgelaufen ist, wieder in den Behälter zurückführt. Dadurch, daſs die durch
die Ofenfütterung hindurchführenden Röhren B kühl
gehalten werden, erhärtet ein Theil des geschmolzenen Metalles auf denselben und
bildet dieses dort nach innen vorstehende Buckel, welche in Form von Längsrippen
durch den Ofen laufen und während der Drehung des Ofens die breiartige Masse
zwingen, sich zu überstürzen und auf dem Ofenfutter zu rollen, anstatt auf demselben
zu rutschen.
Um die Masse in mehrere Theile zu theilen, damit dieselbe mehrere kleinere Luppen
bilde, werden die Röhren B, welche der Länge nach durch
das Ofenfutter gehen, an bestimmten Stellen nach dem Innern des Ofens eingebogen
oder erweitert. Hierdurch entstehen beim Drehen des Ofens durch die sich an diesen
Stellen ansetzenden Buckel Erhöhungen auf der Innenfläche des Ofenfutters, welche
während der Drehung des Ofens bewirken, daſs sich die mehr oder weniger zähflüssige
Masse der Quere nach in verschiedene Theile trennt, welche sich während der Drehung des
Ofens in ebenso viele Luppen zusammenrollen.
Die Beschickungsthür D des Ofens befindet sich an der
Vorderseite auſserhalb der Mitte, so daſs sie sowohl den hohlen Drehzapfen, als auch
die von diesem nach dem Ofenfutter abzweigenden Röhren frei läſst. Wenn der Ofen
beschickt werden soll, wird er in eine solche Stellung gebracht, daſs die Thür sich
über dem Drehzapfen C befindet. Die Beschickung erfolgt
alsdann von einer erhöhten Bühne aus. Haben sich die Luppen gebildet, so wird der
Ofen in einer solchen Lage angehalten, daſs die Thür D
in der unteren Stellung geöffnet wird und die Luppen für die weitere Bearbeitung
leicht herausgenommen werden können.
Das Kühlwasser flieſst vom hohlen Drehzapfen C in
Richtung des Pfeiles nach Rohr B, von hier durch eine
an der Hinterseite des Ofens liegende Röhre nach B2, von hier durch ein an der Vorderseite liegendes
Rohr E nach B3 in den ringförmigen Kühlkasten A und von hier durch B1 nach dem Drehzapfen C
zurück.
Der Flammofen von Thomas Gidlow in Hollywood-Heaton und J.
Abbot in Ince, Grafschaft Lancaster in England (* D. R. P. Nr. 972 vom 28. August
1877) ist in der Mitte seiner Länge durch eine horizontale Welle
unterstützt und kann um dieselbe schwingen. Der Anschluſs an die Esse erfolgt durch
einen Fuchs, dessen Endflächen nach einem um die Schwingungswelle gebogenen Kreis
geformt sind. Die Bewegung des Ofens wird durch irgend eine am Fuchs angreifende
Hebevorrichtung bewirkt. Entweder besitzt der Ofen eine eigene Feuerung, oder er
wird durch Generatorgase gespeist. In letzterem Falle treten dieselben durch ein in
der Verlängerung der Drehachse liegendes Rohr, gehen um den Herd herum, bis sie zur
Feuerbrücke gelangen, oder das Gasrohr schlieſst sich direct an letztere an und muſs
dann mittels einer Stopfbüchse mit dem feststehenden Gasrohre verbunden werden. An
diesem in D. p. J. 1879 231 * 37 beschriebenen Ofen
brachte Max
Ladewig in Königshütte (* D. R. P. Nr. 11731 vom 14. Februar 1880) in so fern einige
Neuerungen an, als er, wie Fig. 4 Taf.
12 zeigt, gegenüber der Feuerbrücke in die Herdsohle und in den Seitenwandungen
dicht über jener eine Anzahl Düsen b anordnete. Ladewig will durch letztere Einrichtung nach Belieben
kalten oder heiſsen Wind durch das geschmolzene Metallbad leiten, oder den Ofen als
gewöhnlichen Flammofen benutzen können, zu welch letzterem Zwecke auf einer Seite
der Drehachse a unter dem Ofen die Winde c angebracht ist, mit deren Hilfe der Ofen gehoben und
das Metallbad auſser Berührung mit den Düsen b gebracht
werden kann.
Behufs leichter Auswechselbarkeit und
Befestigung der Düsenröhren bei Flammöfen brachte Franz Würtenberger in Ruhrort (* D. R. P. Zusatz Nr. 13679 vom 15. Juni 1880,
vgl. 1881 240 * 306) verschiedene Neuerungen an. So versieht er das an die
Windleitung a (Fig. 5 Taf.
12) anschlieſsende Düsenrohr b mit einer Halbflansche
c, welche, nachdem das Rohr in das Lager d eingelegt worden ist, von dem in Backen f gleitenden Lagerdeckel e
festgehalten wird. Der Deckel e wird durch Keile g fest mit dem Lager d
verbunden. Neben der soliden Befestigung des Düsenrohres soll die Einrichtung auch
seine winddichte Verbindung mit der Windleitung bilden.
Um die Düsenröhren unter sich zu einem Ganzen zu vereinigen und Vibrationen derselben
zu vermeiden, ist um dieselben eine Art Zange gelegt und sind die beiden Backen
derselben durch Keilbolzen verbunden. Diese Zange kommt beim Blasen unter die
Feuerthür zu liegen, so daſs letztere sich auf dieselbe stützt und dadurch nebenbei
einen dichten Abschluſs der Ofenthür nach auſsen gibt.
A.
Chuchul in Baildonhütte in Kattowitz, Oberschlesien (* D. R. P. Nr. 13193 vom 13.
Juli 1880) bespricht Neuerungen an
Flammöfen. Die in den Feuerungsraum mündende Kohleneinfüllöffnung hat neben
der bekannten Einrichtung, bestehend aus einer an der Seitenwand horizontal
vorspringenden Platte mit seitlichen, halbkreisförmigen Begrenzungswänden, noch eine
gegen das Ofeninnere zu geneigte horizontale Zwischenwand von geringerer Länge wie
die oben erwähnte Bodenplatte. Dadurch nun, daſs man durch die Oeffnung unter dieser
Zwischenwand schürt, soll eine bessere selbstthätige Befeuerung bei gleichzeitigem
selbstthätigem Abschluſs der Schüröffnung nach auſsen erzielt werden. Den Herd der
Flammöfen baut Chuchul aus mehrtheiligen
zusammenschraubbaren Kasten, welche durch senkrechte Zwischenwände getrennt sind und
dadurch den zur Kühlung dienenden Gebläsewind zwingen, den Boden in den
mannigfachsten Zickzacklinien zu durchstreichen; der Wind geht durch die hohlen Herd
wände hindurch unter den Rost.
L. M.
Lindberg in Kohlsva, Schweden (*
D. R. P. Nr. 13031 vom 8. August 1880) will das Roheisen dadurch frischen,
daſs er ohne Zuschlag oder weitere Bearbeitung auf das geschmolzene Roheisenbad,
unter Hinwegblasen der oben aufschwimmenden Schlacke, eine Stichflamme leitet. Wie
aus Fig. 6 Taf. 12 zu ersehen, besteht der Ofen aus einem auf Rädern
laufenden Herde, welcher vorn die Abstich-, hinten die Eintragöffnung besitzt.
Seitlich hat derselbe zwei röhrenförmige Ansätze, mit welchen zwei gleiche Stutzen
der beiden feststehenden Regeneratoren zusammenpassen. Die Verbindungsstelle wird
von einem eisernen Ring bedeckt und durch feuchten Thon gedichtet. Die sich in den
Regeneratorkammern G und F
erhitzende Luft bezieh. Gase vermischen sich bei i,
strömen durch den Kanal k in das Ofeninnere und
entweichen durch die entgegengesetzten Regeneratoren. Um eine Stichflamme zu erzeugen,
muſs natürlich der Druck, unter welchem das Gasgemisch in den Ofen tritt, kein
unbedeutender sein. Behufs besserer Mischung von Gas und Luft kann der Gasstrom auch
auf getheilte Windströme treffen, oder neben dem Hauptwindstrom kann noch durch eine
besondere Düse ein stark gepreſster Windstrom in den Gasstrom eingetrieben oder
endlich ersterer durch eine Anzahl von Düsen mit dem Gasstrom vereinigt werden.
Paul
Aube in Paris (* D. R. P. Nr. 12837 vom 15. August 1880) beabsichtigt, Stahl und Leuchtgas gleichzeitig herzustellen, indem er
in eine glühende, durch Eisen- und Kohlenschichten gefüllte Retorte Wasserdampf
einführt, wobei über den Boden derselben eine Fettsubstanz geleitet werden soll. Die
glühenden Eisen-, Holzkohlen- oder Kokesmassen sollen den Wasserdampf zersetzen und
den Sauerstoff desselben aufnehmen; das Eisen wird sich aber auſserdem auch noch mit
einem Theile des Kohlenstoffes der Holzkohle oder der Koke, sowie des aus der
Fettsubstanz entweichenden Kohlenstoffes verbinden. Es werden also in der glühenden
Retorte Kohlenstoff und Wasserstoff frei, welche sich unter Einwirkung der Hitze
angeblich zu Kohlenwasserstoff vereinigen, um als Leuchtgas Verwendung zu
finden.
Der zur Ausführung dieses eigenthümlichen Verfahrens nothwendige
Apparat besteht aus einer Art Cementirofen, bei welchem die die Retorten heizende
Flamme einen über dem Ofen liegenden Dampfkessel und Dampfüberhitzer bespült. Der in
diesen erzeugte Dampf wird durch Röhren in die Retorten geleitet und hier in vielen
feinen Strahlen über die Oberfläche der Kohlen- und Eisenschichten vertheilt. Mitten
in letzteren stehen auf die Länge der Retorte vertheilt zwei eiserne oder aus
feuerfestem Material hergestellte Töpfe ohne Böden, in welche durch besondere Röhren
die flüssige Fettsubstanz eingeführt wird. Durch Schieber kann man die vom Roste
kommende Flamme nach Belieben zu den Retorten und dem Dampfkessel oder nach beiden
allein leiten.
Um das weggebrannte Futter einer Birne schnell wieder zu
ersetzen, ohne letztere abkühlen zu müssen, wenden die Rheinischen Stahlwerke zu Ruhrort und der Härder
Bergwerks- und Hüttenverein zur Horde (* D. R. P. Nr. 14005 vom 11.
November 1880) folgendes Verfahren an: Möglichst rasch nach dem letzten Ofengang,
während die Birne noch sehr heiſs ist, werden Kokes in dieselbe geworfen und durch
Anlassen des Windes in Glut versetzt. Ist dies geschehen, so wird der Wind
abgestellt, über die Mündung der Birne ein Rost befestigt, letztere sodann um 180°
gekippt, so daſs der Rost nach unten zu stehen kommt, und das Bodenstück abgenommen.
Es wird nun in das Innere der Birne eine Lehre aus Guſseisen – aus einem Stück oder
aus mehreren Theilen bestehend – eingehängt und um diese herum und zwischen den noch glühenden
Wandungen des Futters feuerfestes Material eingeworfen und eingestampft; letzteres
besteht aus einer basischen Masse und ist mit so viel Theer angemacht, daſs es im
kalten Zustande kaum bindend, im heiſsen hingegen etwas flüssig ist. Der Theer kann
auch ganz oder theilweise durch andere Körper, welche bei trockener Destillation
Kokes hinterlassen, wie z.B. Asphalt, Pech u. dgl., ersetzt werden. Durch die hohle
Lehre wird nun noch Kokes nachgefüllt und diese hierdurch derart geheizt, daſs die
basische Futtermasse in sich zusammenbackt; auſserdem soll an der Berührungsfläche
der basischen Füllmasse mit der von früher noch stehen gebliebenen, in glühendem
Zustand befindlichen basischen Ausfütterung in Folge der Verkokung eine innige
Verbindung eintreten, so daſs die alte und neue Ausfütterung fest an einander
haften. Man wartet nun so lange und fährt, wenn nöthig, mit dem Nachfüllen von Kokes
fort, bis die Verkokungstemperatur bis in das Innere der Futtermasse eingedrungen
ist. Hierauf werden durch Entfernung des Rostes die Kokes aus der Birne geschüttet
und die Lehre herausgehoben. Nachdem man den Untertheil der Birne, welcher
nöthigenfalls mittlerweile ausgebessert oder ersetzt worden ist, wieder angeschraubt
hat, kann weiter geblasen werden. Man kann auch die Lehre bald nach dem Einbringen
der Futtermasse entfernen und letztere durch directe Einwirkung des Kokesfeuers
festbrennen.
Nach diesem Verfahren soll eine Birne, deren Ausbesserung – Abkühlung und
Ausfütterung zusammen – früher wenigstens 12 Stunden in Anspruch nahm, binnen 6
Stunden zugerichtet werden können. Man kann natürlich nach demselben Verfahren auch
ein ganz neues Futter herstellen.
Groſser praktischer Werth ist der Erfindung nicht beizumessen; denn es wird sich das
Bodenstück nicht so leicht vom übrigen Körper trennen lassen und, wenn dies wirklich
geschehen und die Birne ausgebessert worden ist, so wird an jener Trennungsfläche
eine sehr bedenkliche Fuge vorhanden sein. Des weiteren bilden sich im Innern der
Birne oft sehr unregelmäſsige Ansätze, welche ein Einbringen einer Lehre von
richtiger Gröſse sehr erschweren und unter Umständen, wenn nämlich der Zwischenraum
zwischen Lehre und altem Futter zu groſs ist und sich nach unten erweitert, ein
Einfüllen desselben unmöglich machen. Ein Entfernen jener Ansätze dürfte auch auf
Schwierigkeiten stoſsen, da dieselben meist von Fluſseisen durchsetzt sind und das
Arbeiten an einer heiſsen, offenen, mit Kokes gefüllten Birne keine Kleinigkeit
ist.
Bei basischen Birnenausfütterungen, bei welchen Futter,
Düsen und Boden aus gebranntem Material bestehen, werden Düsen und Böden, z.B. beim
Neueinsetzen während des Ofenganges, durch Einstampfen einer Masse aus gepulvertem,
todtgebranntem Kalk und Theer gedichtet. Da diese Theile nun dadurch so fest
zusammenfritten, daſs ein Auswechseln derselben mit groſsen Schwierigkeiten
verknüpft ist, so wird nach F. Melaun in Königshütte, Oberschlesien (D. R. P. Nr. 12570 vom 21. Juli
1880) der Birnenboden vor dem Einsetzen mit einem gut anschlieſsenden
Mantel aus schwachem Blech umgeben und ebenso die innere Mantelfläche des
zugehörigen Birnenfutters mit Blech ausgefüttert. Der Bodenmantel wird hierauf mit
einem Brei aus rohem gepulvertem Kalk, Dolomit oder Magnesit und Wasser bestrichen
und mittels Schrauben oder durch hydraulischen Druck in die Birne gepreſst. In
derselben Weise wird das Einsetzen der Düsen vorgenommen. Der Masse zum Abdichten
kann Graphit zugesetzt, oder es kann auch ein neutrales Material genommen werden. Da
die Dichtungsmasse nur am oberen Rande frittet, kann ein Auswechseln der Düsen
leicht und schnell erfolgen.
Melaun (* D. R. P. Nr. 13966 vom 19. September 1880)
bildet den Mantel der Birne nicht allein aus mehreren in der Horizontalen leicht
trennbaren und wieder zusammenzusetzenden Ringen, sondern er zerlegt diese letzteren
noch in einzelne Abschnitte, die bei aufrechter Lage der Birne in senkrechten Linien
stumpf an einander stoſsen oder zwischen sich einen
Zwischenraum lassen. Eine Verbindung der einzelnen Theile eines Ringes findet nicht
statt; dagegen werden die Ringe unter sich durch angenietete Winkeleisen und
Keilbolzen verbunden, und da die senkrechten Stöſse in den einzelnen Ringen gegen
einander versetzt sind, so wird ein Zusammenhang des ganzen Mantels erzielt, welcher
ein genügend solider ist, wenn die Materialstärke entsprechend stark genommen
wird.
Behufs Ausmauerung einer solchen Birne wird der Mantel derselben bis auf das
Mittelstück, welches nicht getheilt ist, aus einander genommen. Man mauert sodann,
das Bodenstück als Grundlage nehmend, von innen und
auſsen das Futter der Birne auf und setzt bezieh. befestigt die Ringtheile
in dem Maſse auf, als die Herstellung des Futters fortschreitet. Bei einer
Ausbesserung des Futters werden die Ringtheile beliebig gelöst und die schadhaften
Stellen von auſsen, ohne ein Abkühlen der Birne vornehmen zu müssen, ausgebessert.
Letzteres besonders scheint eine nicht zu verachtende Vereinfachung bei der
Ausführung des Bessemerprocesses zu sein.
Einen wenig praktischen Vorschlag ähnlicher Art macht Ph. M.
Justice in London (* D. R. P. Nr. 13696 vom 4. November 1880), dessen Zweck
darin besteht, das Ausheben der Schildzapfen des Trageringes der Birne aus den Lagern und das dadurch bedingte
Abschrauben der Windleitung zu umgehen. Der Tragering besteht aus zwei Hälften a und b (Fig. 7 Taf.
12); mit a sind fest die beiden Schildzapfen A bezieh. die Windleitung
B verbunden und der Theil b ist an den Mantel der Birne befestigt und wird mit a verschraubt. Damit sich der Umfang der Birne bei der
Erwärmung derselben ausdehnen könne, besteht zwischen Mantel und Ring a ein Zwischenraum von 25mm. Behufs Auswechselung einer Birne wird dieselbe horizontal gekippt, in
Ketten aufgehängt, ein Wagen untergefahren, die Theile a und b von einander gelöst und die Birne
herabgelassen.
Um behufs Ausbesserung ein leichtes Auswechseln der
Birne bewerkstelligen zu können, hängt A. L. Holley in
Brooklyn, Nordamerika (* D. R. P. Nr.
12830 vom 23. Juni 1880) den Birnenmantel a
(Fig. 8 und 9 Taf. 12)
durch die Stützen b auf den Tragering c und verbindet beide Theile mittels durchgezogener
Keilbolzen d. Kippt man die Birne um 180°, so gestattet
diese Einrichtung ein Entfernen der Birne, ohne den Tragering auswechseln zu müssen.
Letzterer besteht aus einem guſseisernen Reifen c mit
schmiedeiserner Ausfüllung f. Die Keile e dienen zur Centrirung der Birne im Tragering,
gestatten aber eine Ausdehnung des Mantels bei der Erwärmung (vgl. 1881 239 * 466).
Das Patent von S. Gilchrist Thomas
in London (D. R. P. Nr. 13544 vom 10.
Februar 1880) bezieht sich auf die Gewinnung der Phosphorsäure und
anderer Substanzen aus Phosphor haltigen Eisenschlacken, speciell aus denjenigen,
die man beim Behandeln von Phosphor haltigem Eisen in mit Kalk ausgefütterten
Bessemerbirnen oder offenen Herdöfen gewinnt und welche 9 bis 20 Proc. Phosphorsäure
enthalten. Zu diesem Zwecke werden die Schlacken in Wasser geleitet und granulirt;
das in der Schlacke enthaltene Eisen in Schrot- oder Kugelform wird durch Magnete
ausgezogen. Die Schlackengranalien werden sodann gepulvert und in groſsen Butten mit
gewöhnlicher Salzsäure behandelt. Die Lösung wird von der Kieselsäure abfiltrirt und
bei Abwesenheit von Mangan, oder, wenn es auf die Gewinnung des letzteren nicht
ankommt, mit gebranntem Kalk in Pulverform oder kleinen Stücken versetzt, bis die
Phosphorsäure als phosphorsaures Eisenoxyd – zuweilen mit phosphorsaurem Magnesium
vermengt – niedergeschlagen wird. Dieser Niederschlag wird durch Filtriren von der
Lösung getrennt, getrocknet und mit schwefelsaurem Natron in einem solchen
Verhältniſs gemischt, daſs etwa 3 Aeq. Natron auf 1 Aeq. Phosphor kommen, dann, mit
gepulverter Kohle gemischt, einer hohen Temperatur bei freiem Zutritt der Luft
ausgesetzt. Zurück bleibt Eisenoxyd und phosphorsaures Natron. Zur Beförderung der
Schmelzung kann man der Masse Kochsalz hinzufügen, wodurch als Nebenproduct
Natriumsulfat gebildet wird. Die entwickelte Schwefligsäure, Chlor und Salzsäure
können dabei auf irgend eine Weise gewonnen werden. Die aus dem Ofen kommende Masse
wird ausgelaugt, das phosphorsaure Natron mit Kalk versetzt und als phosphorsaurer
Kalk in den Handel gebracht.
Enthält die Schlacke jedoch viel Mangan und ist es wünschenswerth, dasselbe wieder zu
gewinnen, so wird die von der ungelösten Kieselsäure abfiltrirte saure Lösung mit
Braunstein versetzt, um alles in der Lösung enthaltene Eisen zu oxydiren. Man kocht
sodann das Ganze und gibt gepulverte Kreide oder Dolomit zu, um die Flüssigkeit
nahezu zu neutralisiren, und setzt das Kochen so lange fort, bis das phosphorsaure
Eisenoxyd niedergeschlagen ist. Diesen Niederschlag behandelt man, wie oben
beschrieben. Das Filtrat jedoch wird mit gewöhnlichem gebranntem Kalk oder
dolomitischem Kalk gekocht und dadurch im ersten Falle Manganoxyd mit wenig
Eisenoxyd vermischt, im zweiten Falle neben diesen auch Magnesia gefällt. Diese
Mischung von Magnesia mit den Oxyden des Eisens und des Mangans wird unter Zusatz
von frischem Kalk wieder benutzt, um eine weitere Menge von Manganoxyd aus einer
neuen Lösung niederzuschlagen. Die in der Mischung enthaltene Magnesia fällt das
Manganoxyd der Lösung, während das Manganoxyd, mit welchem die Magnesia selbst
vermischt war, ungelöst zurückbleibt und die Menge des Niederschlages vermehrt.
Im Engineering, 1881 Bd. 32 S. 5
wird eine Maschinenanlage beschrieben, welche eine
Verminderung der Handarbeit bei der Fabrikation der
Eisenbahnschienen auf dem Wege von den Walzen bis zum Verladeplatz
bezwecken und in ihrem Wesen in den Eisenwerken zu Dowlais u.a. schon lange bekannt
ist. Die noch warmen Schienen gelangen auf rotirenden Bodenrollen zuerst in eine
Geraderichtmaschine, wo sie gleichzeitig sowohl in verticaler, als horizontaler
Richtung gerichtet oder für Curven in letzterer Beziehung gebogen werden. Hiernach
führen die Bodenrollen die Schiene zu einer Stoſsmaschine, woselbst sie gleichzeitig
an beiden Enden auf die richtige Länge beschnitten wird. Von da gelangt die Schiene,
immer auf Bodenrollen laufend, zu den Bohrmaschinen, welche gleichzeitig an beiden
Enden die Löcher für die Laschenbolzen herstellen. Sodann wird die Schiene auf einen
drehbaren und in der Höhenlage verstellbaren Tisch geschoben, welcher sie nach einer
Horizontaldrehung um 90° vor die Ladebank bringt, wo sie durch Ketten ohne Ende,
Laufkrahnen u.s.w. aufgestapelt und in Eisenbahnwagen verladen wird. Der
verstellbare Tisch ruht auf dem Kolben einer hydraulischen Pumpe. Durch eine
ausrückbare Klauenkupplung kann der Tisch gedreht werden und geschieht die
Abstellung der Wasserzufuhr unter den hydraulischen Kolben und die Ausrückung der
Kupplung selbstthätig, sobald der Tisch seine richtige Lage der Verladebank
gegenüber angenommen hat.
Die Geradericht- bezieh. Biegemaschine besteht aus 2 Walzenständern A (Fig. 10 bis
13 Taf. 12). Einer derselben trägt 2 Längswellen B und U, welche durch 2 Paar Kegelräder S und T mit einander
verbunden sind. B erhält ihren Antrieb auf irgend eine
Weise. Diese Wellen
betreiben durch je 2 Schnecken C und V die 4 Schneckenräder F,
welche auf den Achsen von 4 horizontalen Walzen sitzen. Auſserdem sind in den
Ständern A noch 2 Walzen F1 gelagert, deren Lager durch die
Schraubenspindeln G mittels der Schneckengetriebe P verstellbar sind. Die Walzen F1 werden durch die Stirnräder D, welche in gleiche auf den äuſsersten Walzen F sitzende Räder eingreifen, in Umdrehung versetzt.
Hinter den horizontalen Walzen sind 4 feste und 2 verstellbare verticale Walzen f bezieh. f1 angebracht. Sie haben eine dem Schienenprofil
angepaſste Oberfläche (vgl. Fig. 10)
und werden dadurch bewegt, daſs in die auf den beiden ersten Walzen f angebrachten Schneckenräder e die auf der durchgehenden Welle B
befestigten Schnecken c eingreifen, während die übrigen
Walzen mit jenen durch Stirnräder verbunden sind.
Es geht nun die aus dem Fertigkaliber kommende Schiene, durch Leitrollen zugeführt,
zuerst durch die horizontalen Walzen und wird hier in senkrechter Ebene gerade
gerichtet; sodann gelangt sie zwischen die verticalen Walzen und wird hier, indem
die Lager der Walzen f1
durch die Schrauben h beliebig verstellt werden können,
gebogen oder in horizontaler Ebene ebenfalls gerade gerichtet.
In einem Vortrage von W. R. Jones,
des Generaldirectors der Edgar-Thomson Stahlwerke, auf der Mai-Versammlung 1881 des
Iron and Steel Institute (vgl. Engineering, 1881 Bd. 31 S. 536) wird, nachdem die
Einrichtung und Production obigen Werkes kurz erwähnt, die Bessemer-Stahlfabrikation in den Vereinigten Staaten Nordamerikas näher
beleuchtet.
Danach wiesen die Edgar-Thomson-Stahlwerke während einer Thätigkeit von 9 Monaten und
29 Tagen eine Production von 104 357t (engl.)
fertigen Bessemerstahles auf. Im Bessemerwerk sind 4 Cupolöfen für graues und 4 für
Spiegeleisen vorhanden. 3 der ersteren haben folgende Dimensionen: Innerer
Durchmesser des Mantels 2m,159, Entfernung des
Herdes von der Aufgebethür 4m,267, lichter
Durchmesser 1m,499, an der Rast 1m,219. Die Dimensionen des vierten Cupolofens
sind: 2m,438 Durchmesser des Mantels, 1m,676 lichter Durchmesser und 1m,219 lichter Durchmesser an der Rast. Letzterer
Ofen hat einen ununterbrochenen Gang von 141 Stunden ausgehalten. Die
Spiegeleisenöfen haben 1m,397 Manteldurchmesser,
0m,711 lichten Durchmesser, an der Rast 0m,533. Alle Cupolöfen erhalten ihren Wind von drei
Baker-Gebläsen Nr. 7 (vgl. 1874 212 * 384), welche eine
Windpressung von 0,035 k/qc liefern.
Die beiden verticalen Gebläsemaschinen für den in die Birnen zu pressenden Wind haben
Dampfcylinder von 1m,067 und Gebläsecylinder von
1m,422 Durchmesser; der Hub beträgt 1m,219. Sie liefern einen Druck von 1,617 k/qc.
Was die Geschichte der Bessemerstahlfabrikation in Nordamerika anbelangt, so
entstanden zuerst die Troy-Werke; hierauf folgten schnell hinter einander die
North-Chicago-Werke, die Pennsylvania-Stahlwerke, die Cambria-, die Albany- and
Rensellaer-, die Edgar-Thomson-, die Vulcan-, endlich die
Pittsburg-Bessemerwerke.
Die Production zweier Birnen in 24 Stunden stieg von 160t auf 250t (engl.) und erreichte bald in
der Woche eine Höhe von 1500, 1800, 2000 bis 3000t
(engl.) und Jones glaubt, daſs eine Zeit kommen wird,
wo das wöchentliche Ausbringen zweier Birnen 14000 bis 15 000t betragen wird. Dabei legt man ganz besonders
Gewicht darauf, daſs die fertigen Rohguſsblöcke so schnell als möglich aus dem Wege
geschafft werden. Dies wird durch kleine Locomotiven bewerkstelligt, welche die
Blöcke zu den Siemens'schen Schweiſsöfen befördern. Von hier gelangen sie zu den
Grobwalzen, um dann in Stücke geschnitten, wenn nöthig gehämmert und nochmals
geglüht in das Schienenwalzwerk eingeführt zu werden.
Die Arbeitszeit ist in 3 Schichten zu 8 Stunden eingetheilt, so daſs auf 8 Stunden
Arbeit eine löstündige Ruhepause eintritt. Es sollen nach diesem System die Arbeiter
mehr als in 2 Schichten zu 12 Stunden leisten. Daſs aber trotz des schnellen
Arbeitens und der dadurch erzielten groſsen Production die Waare in Bezug auf
Gleichmäſsigkeit nichts zu wünschen übrig läſst, beweist der Umstand, daſs der
Kohlenstoffgehalt von 19 Güssen nur zwischen 0,62 und 0,66 Proc. schwankt Dabei
besaſsen 3 Güsse 0,62, 5 Güsse 0,63, 9 Güsse 0,64, je 1 Guſs 0,65 bezieh. 0,66 Proc.
Kohlenstoff.
Als Uebersicht der Production der Edgar-Thomson-Stahlwerke im J. 1880 wurden folgende
Ziffern (in englischen Tonnen) angegeben:
Productionen der Birnen.
86,50 Proc. Rohblöcke
123303
3,12 Proc. Abfall
4445
10,38 Proc. Verlust
14799
Production des Vorwalzwerkes.
Gewicht der Rohblöcke
123676
94,19 Proc. Luppen
116487
4,01 Proc. Abfall
4965
1,80 Proc. Verlust
2222
Production des Schienenwalzwerkes.
Gewicht der Luppen
111705
89,60 Proc. Schienen
100094
7,14 Proc. Abfall
7971
3,25 Proc. Verlust
3640
Durchschnittl.
Tonnenzahl
Stahl
für
1
Cupolofen
655
„
„
„
„
„
Birnenfutter
12330
„
„
„
„
„
Birnenboden
90
„
„
„
„
„
Gieſspfanne
91
„
„
„
„
„
Rohguſsform
110.
Zur Nomenclatur des Eisens. Statt der Bezeichnungen,
welche während der Philadelphiaer Ausstellung 1876 von einer Vereinigung der bekanntesten
Eisenhüttenleute der Erde für das Eisen vorgeschlagen wurde (vgl. 1877 223 325), stellt Victor
Deshayes, Ingenieur der Stahlwerke von Terrenoire, in der Revue universelle, 1881 Bd. 9 S. 467 folgende Normen
für die Klassifikation des schmiedbaren Eisens auf. Als Basis dient allein die
Bruchfestigkeit R (résistance à la rupture):
1) Ganz besonders weicher Stahl, R bis
herauf zu 40k/qmm.
2) Sehr weicher Stahl, R = 40 bis
50k/qmm.
3) Weicher Stahl, R = 50 bis 60k/qmm.
4) Harter Stahl, R = 60 bis 70k/qmm.
5) Sehr harter Stahl, R = 70 bis 80k/qmm.
6) Ganz besonders harter Stahl, R von
80k/qmm und
mehr.
Dabei nimmt Deshayes an, daſs die Bruchfestigkeit im
Wesentlichen nur von der chemischen Zusammensetzung abhängt, während die
Verlängerung und die Querschnittsveränderung stark von der physikalischen
Beschaffenheit beeinfluſst wird, welch letztere wiederum die Gleichmäſsigkeit,
Dichtheit und den Widerstand des Stahles gegen Abnutzung bedingt.
Der weiche Stahl der 1. und 2. Klasse darf nicht mehr wie 0,30 Proc. Kohlenstoff und
so wenig wie möglich fremde Beimengungen, wie Mangan, Silicium, Schwefel und
Phosphor, besitzen. Man wendet ihn gewöhnlich in geglühtem Zustande zu Blechen,
Façoneisen, getriebenen Gegenständen u. dgl. an. Die Sorten der 5. und 6. Klasse
haben einen Kohlenstoffgehalt von 0,80 bis 1,20 Proc. und werden, um ihnen die
nöthige Festigkeit zu geben, in Oel oder Wasser gehärtet. Die Anwendung des
Manganstahles beschränkt sich nur auf besondere Fälle; er läſst sich, ebenso wie der
Wolfram- und der Chromstahl, leicht härten. Die 3. und 4. Klasse umfassen
angelassene, oder, wenn sie hohen Mangangehalt besitzen, geglühte Stahlsorten. Sie
zeichnen sich aus durch ihren Widerstand gegen Biegung, Verdrehung und Schlag. (Vgl.
die Klassifikation 1877 225 545.)
St.
Tafeln