| Titel: | Jacob Reese's Maschine zum Kaltwalzen von Rundstahl. |
| Autor: | St. |
| Fundstelle: | Band 243, Jahrgang 1882, S. 458 |
| Download: | XML |
Jacob Reese's Maschine zum Kaltwalzen von
Rundstahl.
Mit Abbildungen auf Tafel 36.
Reese's Maschine zum Kaltwalzen von Rundstahl.
Das Journal of the Franklin Institute, 1881 Bd. 112 S.
206 bringt die Beschreibung einer eigentümlichen Maschine zum Kaltwalzen, d. i. zum
Glätten und Zähemachen von Rundstahl, wie er für Kolbenstangen, Transmissionswellen,
aber auch für Spindeln von Uhren u. dgl. gebraucht wird, bei welchen es
hauptsächlich darauf ankommt, die Oberfläche gegen zu schnelle Abnutzung zu schützen. Die vorliegende
Maschine wurde von Jacob Reese in Pittsburg
„erfunden“, stimmt aber im Wesentlichen vollkommen mit der von J. Robertson (1874 213 * 12) überein, wie denn auch die
günstigen Resultate des Kaltwalzens vor nahezu 10 Jahren schon allgemein besprochen
worden sind (vgl. 1873 209 414).
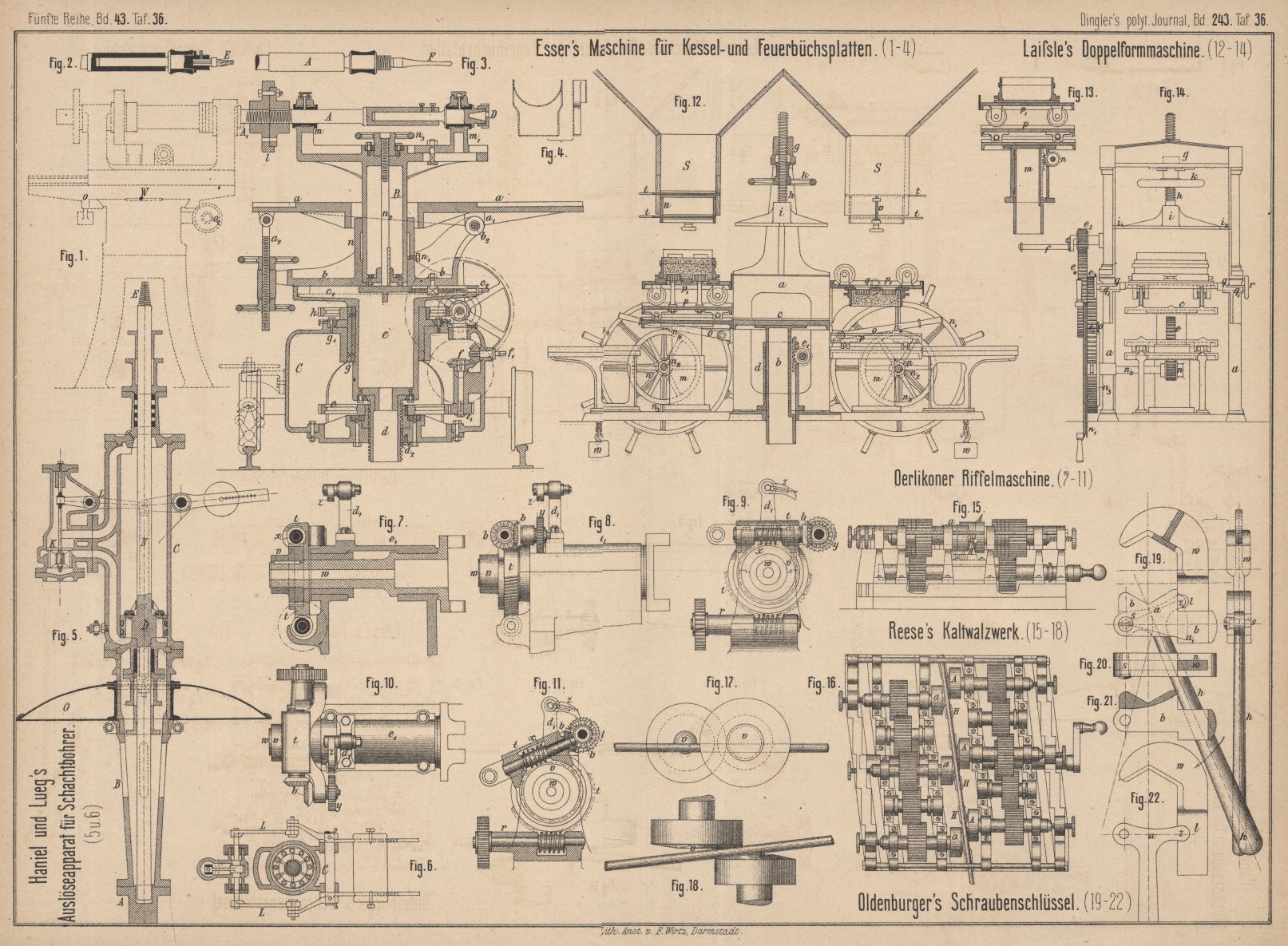
Bei der Reese'schen Maschine (Fig. 15 bis
18 Taf. 36) sind Walzen A und a parallel und hinter einander so gelagert, daſs sie
durch Zahnräder in Umdrehung versetzt werden können. Die wirksamen Kopfflächen
dieser Walzen sind conisch abgedreht und durch die Vertiefung v (Fig. 17 und
18) im Centrum auf die Ringfläche nächst dem Rand beschränkt. Je zwei
zusammenarbeitende Walzen sind gegen einander so verstellt, daſs der äuſsere Rand
der einen Walze bis ungefähr an die centrale Ausdrehung der anderen Walze reicht.
Die Drehungsrichtungen je zweier Walzen A und a sind einander entgegengesetzt; doch drehen sich
sämmtliche Walzen A auf der rechten Seite bezieh. die
Walzen a auf der linken Seite in gleichem Sinne. Die
eine Walze eines Paares hat einen gröſseren Durchmesser als die andere und rotirt
erstere in Bezug auf die wirkende Fläche in der Richtung von oben nach unten, die
kleinere von unten nach oben. Vor bezieh. hinter jedem Walzenpaar sind der Höhe nach
verstellbare Lager H angebracht, deren Sitzflächen
halbkreisförmig sind, jedoch mit einem Radius, welcher kleiner als jener des zu
behandelnden Rundstabes ist.
Führt man nun von der einen Seite der Maschine einen runden Stahlstab ein, verschiebt
die Walzen mittels Stellschrauben so lange gegen einander, bis ein gewisser Druck
auf den Stab ausgeübt wird, und versetzt die Walzen in Drehung, so erhält der Stab
sowohl Umdrehung um seine Längsachse, als auch eine langsame Vorwärtsbewegung,
welche von dem verticalen Abstand der Lager H von den
Walzenachsen abhängig ist, indem der Stab durch die Drehungsrichtung der gröſseren
Walze auf H gedrückt wird. Befinden sich die Lager H über der Walzenachse, so erfolgt eine
Rückwärtsbewegung des Stabes; letzterer verschiebt sich dagegen gar nicht, wenn die
Mittellinie des Stabes durch das Centrum der Walzen geht. Man kann die Stäbe kalt
oder auch dunkelroth erhitzt in diesem Walzwerk behandeln, um den Glühspan zu
entfernen, die Oberfläche zu glätten, das Metall zu verdichten und endlich die
Oberfläche des Stahlstabes durch Cementation zu härten. Zu letzterem Zweck läſst man
die beiden letzten Walzenpaare mit ihrem unteren Theile in Oel tauchen, welches bei
der Rotation von den Walzen mitgenommen und dem heiſsen Stahlstabe zugeführt wird.
Gewöhnlich haben die Walzen 400 bezieh. 350mm
Durchmesser. Der von den Walzen auf den zu bearbeitenden Stab auszuübende Druck
richtet sich nach dem Material; er darf nicht so groſs sein, daſs Abblätterungen
des. Stahles stattfinden. Nach oben angeführter Quelle betrug in einem Fall der
Durchmesser eines rohen, aus den Kaliberwalzen kommenden Stabes vor dem Einführen in die Maschine 25mm,6, nach dem Durchgang 24mm,3; der Querschnitt wurde dabei von 514qm,7 auf 463qm,7
vermindert. Die Elasticitätsgrenze betrug 3600k/qc vor und 4447k/qc nach dem
Walzen. Die Zugfestigkeit stieg von 6200 auf 7700k/qc. Die Verlängerung betrug 10,94 Proc.
Die durch die Reibung erzeugte Wärme überstieg 120° nicht.
St.
Tafeln