| Titel: | Verfahren und Maschine zum Schweissen kurzer Rohrenden. |
| Autor: | Mg. |
| Fundstelle: | Band 244, Jahrgang 1882, S. 187 |
| Download: | XML |
Verfahren und Maschine zum Schweiſsen kurzer
Rohrenden.
Mit Abbildungen auf Tafel 15.
H. v. Hartz und O. Fix's Schweiſsverfahren für
Rohrenden.
Es macht sich namentlich bei alten Dampfkessel-Siederohren oft nothwendig, kurze
Enden neuer Rohre anzuschweiſsen, um denselben die erforderliche Länge zur
Wiederverwendung zu geben. Das allgemeine Verfahren hierfür ist derart, daſs ein
Ende des einen Rohres zu einer conischen Spitze zusammengedrückt und ein Ende des
anderen Rohres entsprechend aufgebeult wird, so daſs beide Enden in einander geschoben und von Hand
zusammen geschweiſst werden können. Um die Schweiſsung gut und in einer Hitze rings
herum vornehmen zu können, ist ein sehr geschickter Arbeiter erforderlich, während
andererseits die vorbereitenden Arbeiten umständlich und daher theuer sind.
Zur Ermöglichung der Zusammenschweiſsung solcher Rohre in kürzerer Zeit und sicherer
Weise haben H. v. Hartz und O. Fix in
Cleveland, Ohio, Nordamerika (* D. R.
P. Kl. 49 Nr. 16255 vom 17. Mai 1881) ein interessantes und eigenartiges
Verfahren in Vorschlag gebracht. Dasselbe besteht darin, daſs das zu spitzende
Rohrende gleichzeitig abgeschnitten und gespitzt wird; dies geschieht mittels einer
profilirten Rolle, welche das auf einem Dorn befindliche Rohr niederwalzt, wobei das
Eisen an jeder Seite der eingewalzten Vertiefung so niedergehalten wird, daſs keine
Erweiterung des Rohres stattfinden kann. Das aufzuweitende Rohrende wird mittels
einer conischen Rolle zugewalzt, dabei gleichzeitig geschärft und erweitert, so daſs
das andere Rohr mit seinem zugespitzten Ende hinein paſst.
Die zur Ausführung dieses Verfahrens construirte Maschine besteht im Wesentlichen aus
einem fest gelagerten Dorn zur Aufnahme der Rohrstücke und einer kürzeren Welle zur
Aufnahme der genannten Sollen, welche um den Dorn rotiren und mittels einer
Gelenkhebelverbindung unter entsprechendem Druck gegen den Dorn bezieh. das
Aufgeschobene Rohrstück gepreſst werden. Eine Gegenrolle ferner entlastet den
Dorn.
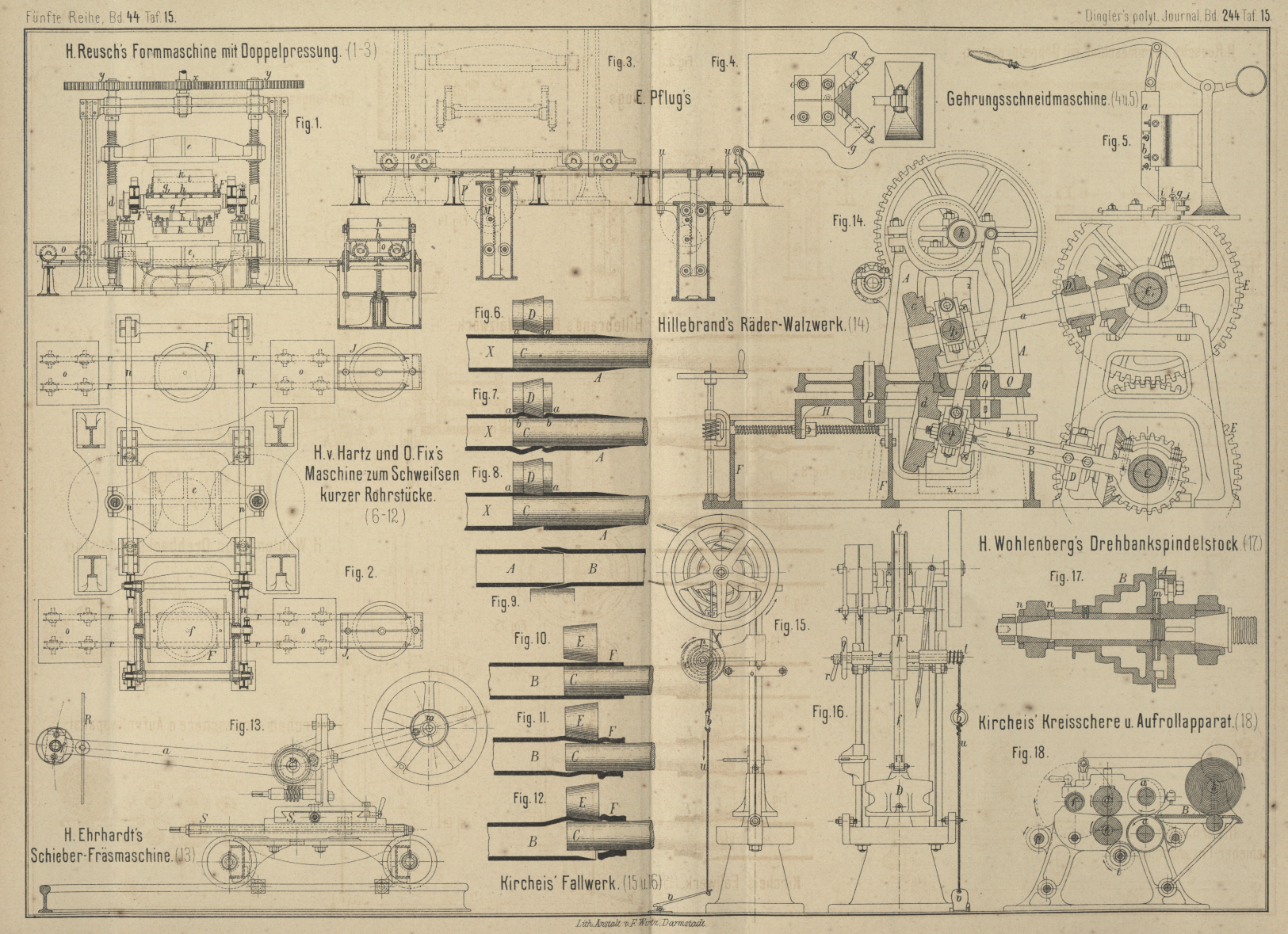
Bei der Beschreibung der Maschine beschränken wir uns auf die Darstellung der
Haupttheile, des Domes C sowie der Rollen D und E (Fig. 6 bis
12 Taf. 15).
Von dem Rohre X (Fig. 6 bis
9) soll das an das alte Rohr anzuschweiſsende Stück A abgeschnitten werden. Es ist durch eine
vorangegangene Operation bereits das Ende von A
zugespitzt, so daſs die Rolle D auf die richtige Stelle
auf das vorher warm gemachte Rohr angesetzt werden kann. Durch Umdrehen der Rolle
unter entsprechendem Druck auf dieselbe bildet sich die in Fig. 7
ersichtliche Furche und die Verjüngung und, ehe die cylindrischen Ansätze a der Rolle mit dem Metall des Rohres in Berührung
kommen, wirft sich dieses an beiden Seiten des Einschnittes bei b auf. Die Ansätze a der
Rolle kommen beim Tief ergehen derselben zum Angriff auf das aufgeworfene Metall b und pressen dasselbe nieder, während die scharfe
Kante der Rolle das Rohrende A abschneidet. Durch
dieses Niederdrücken des aufgeworfenen Metalles wird das gerade abgeschnittene Ende
von A auf demselben Durchmesser erhalten, welchen das
Rohr vorher hatte, so daſs es nachher in das Loch der Kesselwand paſst; ebenso wird
der innere Durchmesser des conisch gedrückten Endes hierdurch nicht vergröſsert, so
daſs es in das erweiterte Ende des anderen Rohres gesteckt werden kann.
Zur Herstellung des erweiterten Endes dient die Rolle E
(Fig. 10 bis 12), welche
an Stelle von D gesetzt wird. In Folge der einfach
conischen Gestalt der Rolle E wird das Metall neben dem
Conus nicht niedergedrückt; dieses kann sich demnach ausdehnen und wird der
Durchmesser des Conus ein gröſserer, wie bei B (Fig.
9) zu sehen ist. In Fig. 10 ist
das alte Siederohr B dargestellt, welches, mit dem
schlecht gewordenen Ende F über den Dorn C geschoben, durch die Rolle E abgeschnitten wird; hierbei wird zugleich die Verjüngung gebildet, wie
aus Fig. 11 zu ersehen. Fig. 12
zeigt das Rohr, wie es nach der Fertigstellung des Endes erscheint; das schadhafte
Stück F ist abgeschnitten und das andere Ende
zugespitzt und zugleich ausgedehnt.
Bei Ausführung dieser zwei Operationen ist es nöthig, daſs das Schneiden und
Zuspitzen des inneren Endes langsamer geschieht als das des auſseren. So sind z.B.
für die Herstellung des inneren Endes 6 bis 12 Umgänge der Rolle D nöthig, während zur Herstellung des weiteren Endes
ein starker Druck bei 2 bis 3 Umgängen der Rolle E und
nebenbei ein stärkeres Erhitzen des Rohres erforderlich ist.
Nachdem die beiden Enden auf obige Weise hergestellt worden sind, werden sie über
einander geschoben und fest auf einander gedrückt, darauf auf Schweiſshitze gebracht
und auf den Dorn geschoben. Eine cylindrische Rolle, deren Achse parallel der des
Dornes ist, wird unter Druck darüber bewegt und die Enden so zu einem glatten Stück
zusammengeschweiſst. Die Achsen der Rollen sitzen auf einem über den Dorn
geschobenen Muff, welcher seinen Rundgang mittels Zahnräder von der Betriebswelle
erhält. Die Rollen und Gegenrollen sind leicht auf ihren Zapfen auswechselbar.
Mg.
Tafeln