| Titel: | Verfahren zur Herstellung dichter Güsse; von Friedr. Alfr. Krupp in Essen. |
| Autor: | St. |
| Fundstelle: | Band 245, Jahrgang 1882, S. 21 |
| Download: | XML |
Verfahren zur Herstellung dichter Güsse; von
Friedr. Alfr. Krupp in
Essen.
Mit Abbildung auf Tafel 3.
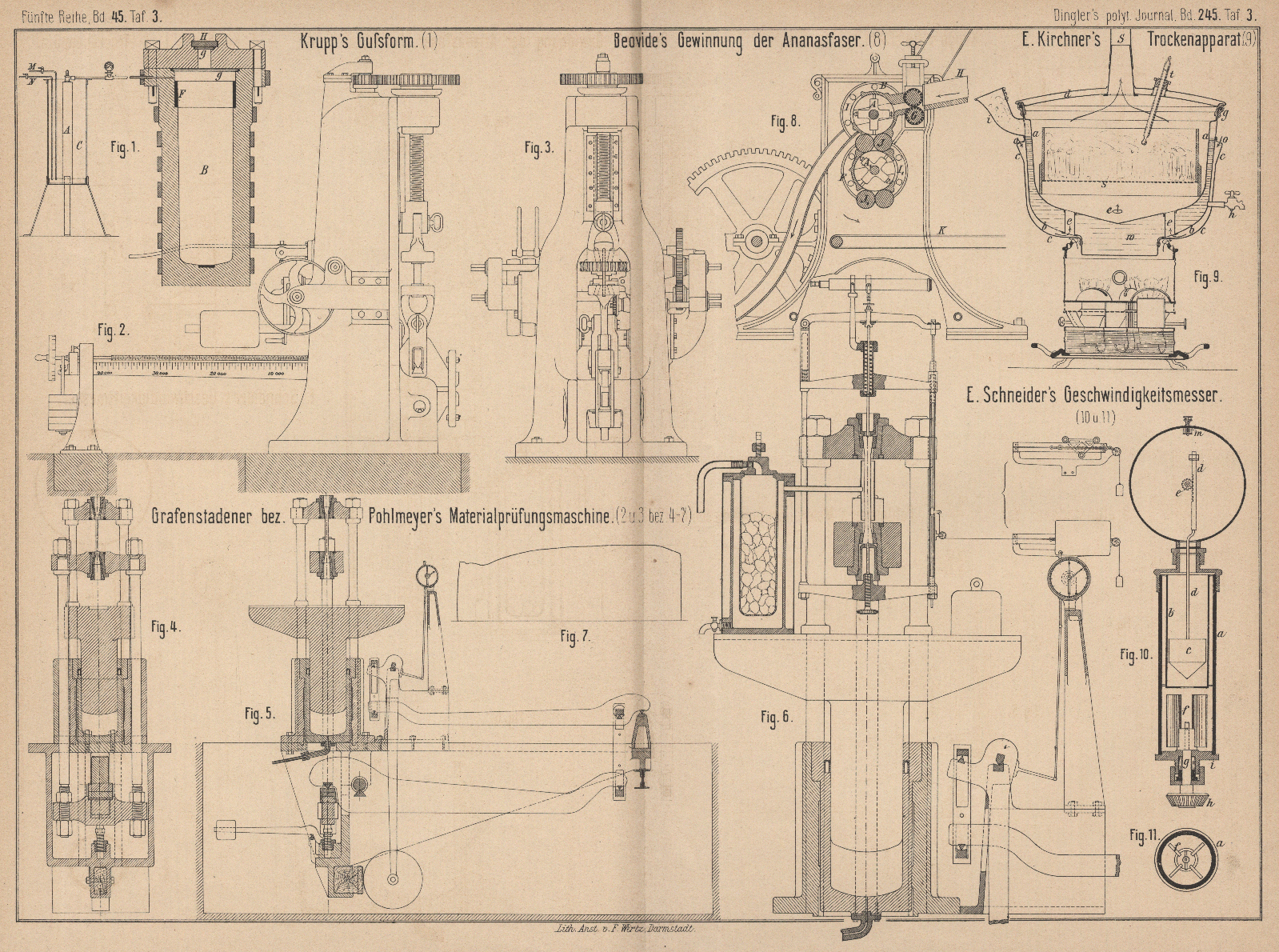
Krupp's Guſsform.
Um dichte Blöcke beim Gieſsen von Eisen, Stahl, Kupfer, Bronze u. dgl. zu erhalten,
besonders das so lästige Steigen weichen Stahles in den Formen zu umgehen, setzt F. A. Krupp (* D. R. P. Kl. 31 Nr. 17 056 vom 30. Juni
1881) die geschlossene Form gleich nach dem Guſse mit einem Behälter in Verbindung,
welcher flüssige Kohlensäure enthält.
Der schmiedeiserne, mit geschweiſsten Fugen versehene Behälter A steht in einem Wasser- oder Oelbade C, welch ersteres durch Zuführung von Dampf oder Wasser
durch die Röhren M, N in beliebiger Weise erwärmt oder
abgekühlt werden kann. Dadurch kann der Druck der Kohlensäure, welcher schon bei 15°
bis zu 52at steigt, bei 35° auf 82at, bei 100° auf 400 und bei 200° auf 800at erhöht werden. Die äuſserst feste Form B ist in ihrem oberen inneren Theile mit feuerfestem
Material F ausgekleidet, um einem allzu raschen
Abkühlen und Festwerden der Metalloberfläche vorzubeugen. Die Dichtung zwischen Form
und Deckel geschieht durch einen ⊃-förmigen Metallstulpen
g.
Beim Gieſsen durch die kleine Deckelöffnung ist der Deckel durch Splintbolzen fest
mit der Form verbunden, während die Verbindung der Form mit dem Behälter A schon hergestellt ist. Gleich nach dem Guſs wird die
Guſsoberfläche mit kaltem oder angewärmtem Sand bedeckt; sodann setzt man den
Stulpring g ein, schiebt den Keil H vor und öffnet das Ventil, worauf der Druck auf die
Guſsoberfläehe beginnt. Statt der ⊃-förmigen Stulpen,
welche nicht allein wie gezeichnet in horizontaler, sondern auch in vertikaler Lage
(∩ oder ∪) benützt werden,
sind auch ∟- und ⊢-förmige
vorgeschlagen; jedoch müssen bei Anwendung der letzteren Deckel und Form besonders
gestaltete Anschluſsflächen besitzen. Das Verfahren ist auch bei aufsteigendem Guſs
verwendbar. In diesem Falle besitzt die oben geschlossene Form in ihrem oberen
Theile ein Entlüftungsventil und daneben das Gaszuführungsrohr, während das
starkwandige Einguſsrohr mit einem conischen Ventil mit Druckschraube verschlossen
wird.
Für die Massenherstellung von Eisen- und Stahlblöcken besitzt auch dieses Verfahren
wenig praktischen Werth; denn erstens ist eine vollkommene Dichtung der Fugen, deren
Flächen keine Bearbeitung erfahren haben und meistentheils von Sand und Schmutz
bedeckt sind, durch Stulpringe höchst unwahrscheinlich, woraus sich ein groſser Gasverbrauch ergeben
würde; auſserdem aber ist nicht einzusehen, wie die Lösung und Wiederherstellung der
Verbindung zwischen Form und Gasbehälter so schnell hergestellt wird, daſs selbst
bei Benutzung mehrerer Gasbehälter der Guſs der Blöcke beim Bessemer- oder
Siemens-Martin-Prozefs nicht aufgehalten wird. Auſserdem ist eine Beurtheilung der
Höhe des Gusses, also des Gewichtes des Blockes seitens des Gieſsers durch die
kleine Deckelöffnung hindurch nicht gut thunlich. Für Geschütz güsse, welche nur in
beschränkterer Anzahl gleichzeitig vorgenommen werden, mag das Verfahren am Platze
sein (vgl. 1881 239 136. 1882 243 404.)
St.
Tafeln