| Titel: | Ueber Neuerungen im Eisenhüttenwesen. |
| Autor: | St. |
| Fundstelle: | Band 246, Jahrgang 1882, S. 141 |
| Download: | XML |
Ueber Neuerungen im Eisenhüttenwesen.
(Patentklasse 18. Fortsetzung des Berichtes Bd.
243 S. 398.)
Mit Abbildungen auf Tafel 9.
Ueber Neuerungen im Eisenhüttenwesen.
Ueber die Zusammensetzung und Temperatur der
Hochofengase bringen die Annales des Mines,
1881 Bd. 20 * S. 323 einen sehr beachtenswerten Aufsatz von A. Jaumain, Hochofen-Ingenieur der Société de la
Providence in Marchiennes. Verfasser hat gefunden, daſs die Gase, welche
durch das Centralrohr und durch das peripherische Rohr eines im Uebrigen offenen
Gasfanges abgeführt werden, einen sehr groſsen Unterschied in ihrer Zusammensetzung
und ihrer Temperatur aufweisen. So zeigten z.B. die Gase des Hochofens Nr. 2 in
Marchiennes im Centralrohr 120°, während die am Umfange aufsteigenden Gase eine
Temperatur von 248° hatten. Erstere bestanden dem Volumen nach aus 13,34 Proc.
Kohlensäure, 21,60 Proc. Kohlenoxyd und 65,05 Proc. Stickstoff, dem Gewichte nach
aus 19,47 Proc. Kohlensäure, 19,7 Proc. Kohlenoxyd und 60,83 Proc. Stickstoff,
während die am Umfange des Schachtes aufgefangenen Gase dem Volumen nach aus 9,40
Proc. Kohlensäure, 25,20 Proc. Kohlenoxyd und 65,40 Proc. Stickstoff, dem Gewichte nach aus 14,03
Proc. Kohlensäure, 23,50 Proc. Kohlenoxyd und 62,47 Proc. Stickstoff bestanden. (Der
Gehalt der Gase an Wasserstoff und Wasserdampf wurde vernachlässigt.) Ganz ähnliche
Erscheinungen wiederholten sich bei verschiedenen anderen Hochöfen.
Jaumain erklärt den höheren Kohlenoxydgehalt der
seitlich abgefangenen Gase dadurch, daſs beim Niedergehen der Beschickung sich die
Kokes am Umfange des Schachtes ansammeln und in Folge dessen die Gase den hier
erleichterten Weg nehmen. Die Kohlensäure, welche festen Kohlenstoff von genügend
hoher Temperatur antrifft, verwandelt sich dabei theilweise wieder in Kohlenoxyd;
dieser Vorgang erfordert jedoch Wärme, kühlt also ab. In der Mitte des Ofens liegt
die Beschickung dichter, die Geschwindigkeit der Gase und demzufolge deren
Temperatur ist eine geringere und sie können entweichen, ohne zersetzt zu werden.
Durch die an den Schachtwänden eintretende Reaction wird demnach ein gröſserer
Kohlenstoffverbrauch bedingt, weshalb Hochöfen von sehr groſsem Inhalt (über 350cbm), die eine für ihr Ausbringen
verhältniſsmäſsig groſse Schachtwandoberfläche haben, in viel gröſserem Maſse
Veranlassung zur Reduction der Kohlensäure durch festen Kohlenstoff geben und
deshalb unökonomischer arbeiten als kleinere Oefen. Als Beispiel hierfür wird der
Ofen Nr. 1 von Marchiennes angeführt, welcher nach der Zustellung nur 961k Kokes auf 1l
weiſsen Roheisens verbrauchte, während im 3. Jahre bei schon stark angegriffenem
Schacht, jedoch unter sonst gleichen Verhältnissen, der Kokesverbrauch auf 1080k stieg. Nach einer umfangreichen Ausbesserung,
nach welcher der Schacht keine regelmäſsige Form mehr hatte, blieb der
Kokesverbrauch sogar bis auf 1130k.
Gruner (Daselbst S. 336) weist auf den Werth der Jaumain'schen Untersuchungen hin, welche festgestellt
haben, daſs man aus der Einzelbetrachtung der central und am Umfang abgefangenen
Hochofengase nicht auf den Gang des Hochofens schlieſsen könne; dies ist nur dann
möglich, wenn der Hochofen eine ganz geschlossene Gicht besitzt. Es werden sodann
die Gestalt und die Betriebs Verhältnisse der 12 von Jaumain untersuchten Hochöfen angegeben und diese mit den Gasanalysen in
Beziehung gebracht. Daraus ergibt sich, daſs beinah cylindrische Ofenschächte
vortheilhafter sind als sogen. „gedrungene“ Schächte, bei welchen das
Verhältniſs H : D, der
Gesammthöhe zum Durchmesser des Kohlensackes, sich innerhalb der Grenzen 2,83 und
3,87 bewegt, daſs aber diese Vortheile zum Theil durch Anordnung einer
peripherischen Gasabführung wieder aufgehoben werden. Nach Gruner soll ein Hochofen niemals den Inhalt von 200 bis 250cbm überschreiten und der Gebläsewind eine so hohe
Pressung besitzen, daſs die Verbrennung in der Achse des Hochofens vor sich geht;
diese Pressung wird jedoch allein bedingt durch die Durchlässigkeit der
Beschickungssäule, nicht aber durch die Dichtigkeit des Brennmaterials. Es muſs also der Winddruck
um so stärker sein, oder der Hochofen um so weniger hoch, je zerreiblicher die Kokes
oder die Holzkohlen, oder je mehr z.B. der Anthracit in der Wärme zerspringt und je
kleiner und zerdrückbarer die Eisenstein- und Kalkstücke sind. Der Kokesverbrauch
wird um so geringer, je gröſser innerhalb gewisser Grenzen der Durchmesser des
Centralrohres ist. Für alle Fälle ist es zweckmäſsig, letzteres am unteren Ende zu
erweitern und dem äuſseren Cylinder eine solche Form zu geben, daſs er in der
Verlängerung des Schachtes liegt. – Nach Untersuchungen von Lürmann in der Zeitschrift des Vereins deutscher
Ingenieure. 1882 S. 266 ergeben sich jedoch noch bessere Resultate, wenn
die seitliche Gasabführung ganz vermieden und nur ein genügend weites Centralgasrohr
verwendet wird.
Bei dem Flammofen mit Erdölheizung von J. W. Houchin und J. R. Houchin in
Brooklyn (* D. R. P. Nr. 16 786 vom
21. Juni 1881) wird das in den Feuerraum des Ofens mündende
Zuführungsrohr behufs Zerstäubung des Erdöles von einer ringförmigen Winddüse
umschlossen. Oberhalb dieser Düse liegt eine einfache Winddüse, deren Mittellinie
die oberste Kante der Feuerbrücke nahezu berührt und welche die zur Verbrennung des
Erdöles nothwendige Luft zuführt. Das Windleitungsrohr wird zur Erhitzung des Windes
in verschiedenen ∩-förmig gebogenen Rohrsträngen durch den Fuchs geführt.
Um bei dem Apparat zum Einblasen von Luft unter das Metallbad
im Flammofen (vgl. 1881 240 * 306) von F. Würtenberger in Ruhrort eine schnelle Auswechselung
der Düse ermöglichen zu können, ohne das Windrohr entfernen zu müssen, wird in das
Ende des letzteren ein kleineres Rohrmundstück eingeschraubt oder mehrere Mundstücke
werden bei Anordnung mehrerer Windlöcher mittels eines Reductionsmuffes daran
befestigt und um diesen die aus feuerfestem Material hergestellte Düse gelegt (* D.
R. P. Zusatz Nr. 17220 vom 5. Januar 1881). Letztere kann durch einfaches Verkitten
oder mittels eines Bajonnetverschlusses an das Windrohr angeschlossen werden.
Behufs einer gleichmäſsigen Vertheilung des Kohlenstoffes im
Cementstahl verschmilzt man letzteren gewöhnlich in Tiegeln zu Guſsstahl.
Aube's
Steel- und Gas-Company in Paris
(D. R. P. Nr. 17658 vom 20. August 1881) glüht den
Cementstahl zu demselben Zweck bei 600 bis 700° in einer glasirten Retorte, in
welcher eine Wasserstoffatmosphäre unterhalten wird. Es findet dabei ein Austausch
des Kohlenstoffes der einzelnen Eisenschichten (ohne Oxydation) durch
Molecularwanderung statt, so daſs der Gehalt desselben nach einigen Stunden überall
ein gleicher ist.
Der Tiegelschmelzofen von Georg
Fischer in Hainfeld, Niederösterreich (*
D. R. P. Nr. 8045 vom 10. Juni 1879) besteht aus
einem oben und unten offenen, in horizontalen Zapfen hängenden kleinen Schachte, auf
welchem oben eine mit Einsatzöffnung versehene Haube ruht und gegen den von unten
der Windkasten angedrückt wird. Auf der zum Durchtritt des Windes durchlöcherten Deckplatte des
letzteren ruhen Tiegel und Brennmaterial. Auſserdem besitzt der Schacht an seinen
inneren Wandungen senkrechte Kanäle, durch welche ebenfalls Verbrennungsluft dem
Schachte zugeführt wird.
Nach dem Zusatzpatent * Nr. 16593 vom 25. Juni 1881 wird die Einsatzöffnung der Haube
durch ein Ventil geschlossen, welches mit Oeffnungen versehen ist, die einen Theil
der Verbrennungsprodukte durchlassen, so daſs das über dem Ventil in einem
Fülltrichter befindliche Brennmaterial vorgewärmt werden kann. Ein anderer Theil der
Gase soll durch besondere Kanäle zum Boden des Schachtes zurückkehren und sollen
hier die noch nicht verbrannten Kohlenstofftheile unter Zutritt von Luft verbrannt
werden. Der Rest der Gase entweicht direkt in die Atmosphäre.
Das Verfahren zur direkten Darstellung von Eisen und
Stahl durch Erhitzen von Eisenerzen mit Reductions- und Fluſsmitteln in
röhrenförmigen Eisenblechgefäſsen von Ph. S. Justice in
London (* D. R. P. Nr. 2717 vom 23.
November 1877 und Nr. 17221 vom 22. Januar 1881) schlieſst sich in den
Hauptpunkten dem von Du Puy angewendeten Verfahren
(vgl. 1881 242 290) an.
Um Eisenröhren ohne Schweiſsnaht herzustellen, bringt
A. L.
Norphy in Philadelphia (* D. R. P. Nr. 18034 vom 30. Juli 1881) eine Puddelluppe
durch Hämmern in eine cylindrische Gestalt und durchlocht oder durchbohrt sie dann
der Länge nach. Aus diesem Rohblock werden die Röhren durch Ziehen über einen Dorn
hergestellt. Man umgeht durch dieses Verfahren die Umformung der Luppe in Bleche und
dieser in Röhren. Weshalb man aber gerade Puddeleisen und nicht Guſs- oder
Fluſsstahl für den Rohblock wählt, ist nicht recht erklärlich, da ja die
Schweiſsbarkeit, welche man gegen die Wahl des
Guſsstahles vorbringen könnte, bei dem Herstellungsverfahren gar nicht in Betracht
kommt.
Die Ausladung eines Gieſskrahnes für Bessemerwerke
gröſser als 4 bis 5m zu machen, geht nicht an,
weil die Drehung desselben und die genaue Einstellung der Gieſspfanne über die
Formen dadurch erschwert wird. Da ferner die Handhabung der Gieſsvorrichtung bei in
2 Reihen hinter einander in der Gieſsgrube aufgestellten Formen unbequem und ein
Auswechseln der voll gegossenen Formen während eines Gusses unthunlich ist, so sann
man auf Mittel, den Raum zur Aufstellung einer gröſseren Anzahl von Formen zu
gewinnen, um Birnen mit 10, ja 15t Inhalt
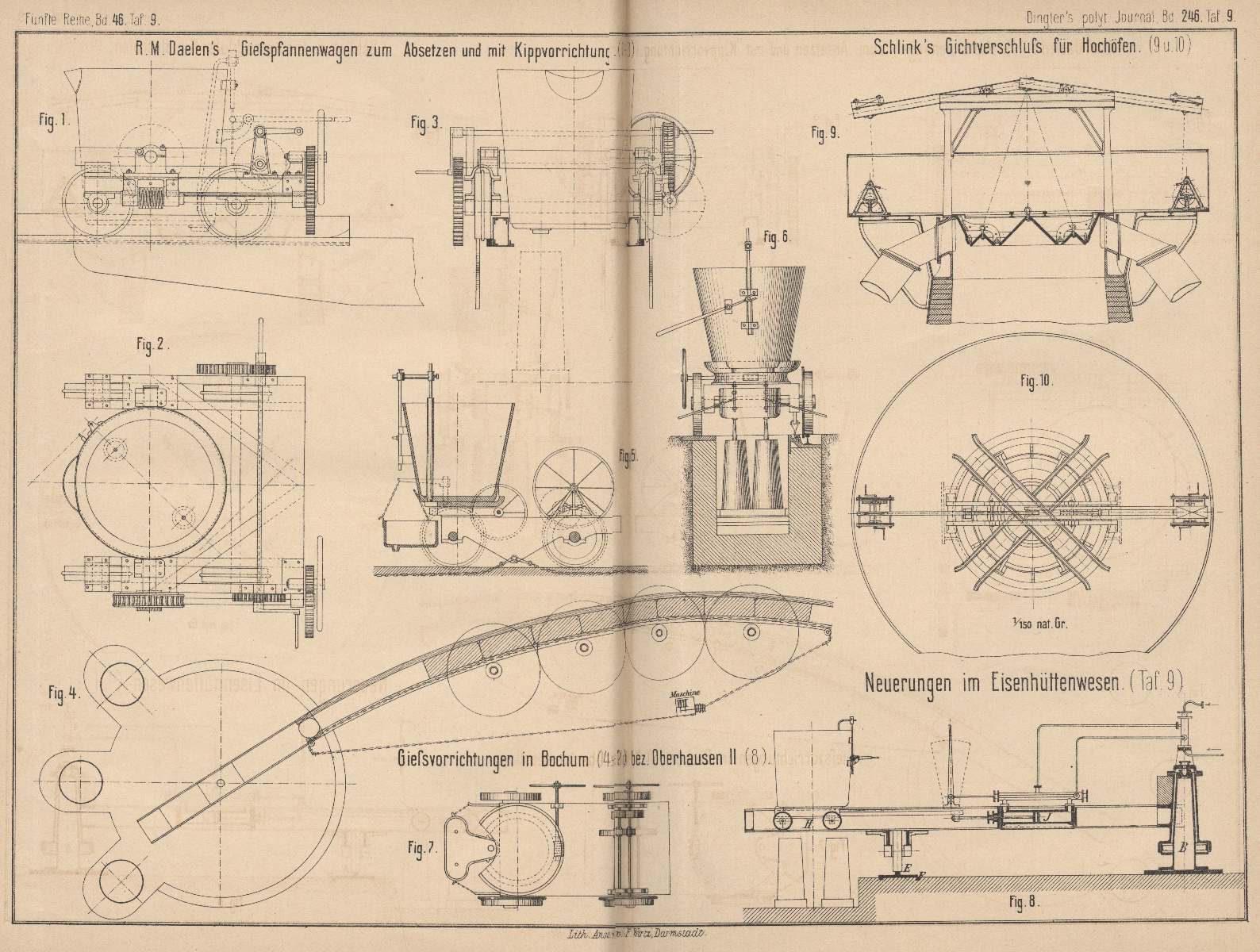
verwenden zu können. R. M. Daelen beschreibt in Stahl und Eisen, 1882 S. 152 zwei
Gieſsgruben-Anordnungen, welche diesen Zweck verfolgen und sich in der Praxis schon
bewährt haben. Die erste (Fig. 4 bis
7 Taf. 9) ist schön seit 7 Jahren im Bochumer
Verein für Bergbau und Guſsstahlfabrikation in Betrieb und gestattete im J.
1880 das Vergieſsen von 52 Hitzen in 24 Stunden. In die Gieſsgrube, welche 3 Birnen
besitzt, mündet in radialer Richtung ein schwach gekrümmter Graben, von derselben Tiefe wie
erstere. In demselben werden die Formen in gewöhnlicher Weise aufgestellt, die
Gieſspfanne (Fig. 1 bis
3 Taf. 9) auf einem Wagen über dieselbe gefahren und durch das
Bodenventil in die Formen entleert. Zu diesem Zwecke wird der Wagen unter die im
Gieſskrahn hängende Gieſspfanne gefahren und letztere auf den Wagen abgesetzt. Die
Bühne für die Gieſspfanne kann durch Handrad und Schnecke um eine senkrechte Achse
gedreht werden. Der Wagen wird durch eine Kette ohne Ende bewegt, welche in einer
Rinne an der einen Grabenkante entlang geführt ist und von einer
Zwillingsdampfmaschine auf eine Trommel auf- und abgewickelt wird. Zur genauen
Einstellung dient ein durch Hand zu betreibendes Vorgelege am Wagen selbst. Der
unter der Gieſspfanne aufgehängte Trichter besitzt zwei Bodenöffnungen, so daſs
gleichzeitig zwei neben einander stehende Formen voll gegossen werden können. Am
Gieſsgraben entlang sind in der Entfernung von 10 zu 10m Blockkrahnen aufgestellt.
In der Gutchoffnungshütte in Oberhausen II mündet der
stark gekrümmte Gieſsgraben tangential in die Gieſsgrube (vgl. Fig. 8 Taf.
9) und wird durch einen centralen Laufkrahn bedient. Wie die Fig. 8
zeigt, dreht sich letzterer um den Mittelpunkt des Kreises, welchen der Gieſsgraben
beschreibt, auf der Säule B und wird in der Nähe des
Grabens von 2 Laufrädern E, welche auf Schienen F rollen und mittels eines Rädervorgeleges von Hand
gedreht werden können, unterstützt. Der Gieſspfannen-Wagen H rollt auf den unteren Trägerflanschen und läſst sich durch den
hydraulischen Cylinder J in radialer Richtung
verstellen. Das Absetzen der Pfanne auf den Wagen erfolgt durch Senken des
Hauptgieſskrahnes. Zweckmäſsig ist es, die Gieſspfanne in dem Wagen in Schildzapfen
aufzuhängen, um dieselbe beim Versagen der Gieſsvorrichtung mittels einer der
bekannten Kippvorrichtungen kippen zu können.
Derartige Einrichtungen sind von besonderem Werthe für Bessemerwerke, welche nach dem
basischen Verfahren arbeiten. Sie lassen die ganze Gieſsgrube nach dem Entleeren der
Birne frei, so daſs die Entfernung der Schlacke aus ersterer ungehindert vorgenommen
werden kann.
In Horde ist seit ½ Jahr ein fahrbarer Gieſskrahn in
Betrieb, welcher auf 3 Stahlachsen mit je 2 Stahlrädern ruht und auf einem Geleise
läuft, das parallel der Mittellinie der in einer Geraden angeordneten Birnen liegt.
Die Oberfläche des starken und sehr schweren Krahngestelles scheidet sich in zwei
Hälften; die eine wird von dem eigentlichen Krahn eingenommen. Er besteht aus zwei
schmiedeisernen Trägern, welche mit dem in der Mitte zwischen ihnen angeordneten
hydraulischen Cylinder fest verbunden sind. Auf der einen Seite dieses Cylinders
ruht auf den Trägern die radial verschiebbare Gieſspfanne, auf der anderen das
Gegengewicht. Die Vorrichtungen zum Verschieben und Kippen der Gieſspfanne sind die
bekannten. Der hydraulische Cylinder stülpt sich über einen mit dem fahrbaren Gestell
fest verbundenen Plunger, so daſs die Träger sammt Gieſspfanne mittels Kettenrollen
und Kette um diesen Plunger herumgeschwenkt, gleichzeitig aber auch durch Einleitung
von Druckwasser in den hydraulischen Cylinder gehoben werden können. Der Krahn hat
eine Ausladung von 2m,25, eine Hubhöhe von 1m, während die Verschiebbarkeit der 10t fassenden Pfanne 1m beträgt, so daſs 2 Reihen Formen bedient werden können.
Auf der zweiten Hälfte des Krahngestelles liegen eine kräftige Zwillingsdampfmaschine
mit Reversirsteuerung, welche mittels 2 Stirnräder und 2 Kegelräder die mittlere
Laufachse in Umdrehung versetzt, eine starke Dampfpumpe und ein vertikaler
Röhrenkessel von 10e für 6at Ueberdruck. Die Dampfpumpe dient sowohl zur
Speisung des Kessels, als des hydraulischen Cylinders, besonders zum Ersatz des beim
Gieſsen durch die Stopfbüchsen verloren gehenden Wassers.
Auſserdem ist mit einer Kolbenstange der Zwillingsmaschine noch ein Pumpwerk für
20at verbunden, dessen Saugrohr in einen im
Gestell gelagerten Wasserbehälter taucht. Diese Pumpe dient demselben Zweck wie die
Dampfpumpe; nur war letztere neben jener noch nothwendig, um bei still liegendem
Krahn nicht die Bewegungsvorrichtung der Laufachse auskuppeln zu müssen, wenn man
Druck- oder Speisewasser bedurfte. Die Zwillingsmaschine liegt unter einem Belag von
Riffelblech und ist dadurch gegen Stöſse und Funkensprühen geschützt. Desgleichen
sind für den Maschinisten Schutzwände angebracht.
Die Handhabung des Krahnes in Horde geschieht in der Weise, daſs die Gieſspfanne,
nachdem sie unter den Birnen mit Stahl gefüllt ist, um 180° herumgeschwenkt wird und
in dieser Lage ihren Inhalt in den auf der den 4 Birnen gegenüber liegenden Seite
des Geleises angeordneten geraden Gieſsgraben entleert.
In dem Stahlwerk zu Peine, welches für 6 Birnen angelegt wurde, ist das
Herumschwenken des Krahnes nach dem Füllen dadurch vermieden, daſs die auf beiden
Seiten der Birnen angeordneten Gieſsgraben auf derselben Seite des Geleises liegen,
wie folgende schematische Skizze
Textabbildung Bd. 246, S. 146
erkennen läſst, in welcher die Punkte die Birnen, die kurzen
Linien die Gieſsgraben und die lange Linie das Geleise bedeuten. Die Gieſsgraben
liegen unter leichten Schuppen, so daſs die Arbeiter weder an den Birnen durch die
heiſsen Guſsblöcke, noch an den Formen durch glühende Schlacken u.s.w. belästigt
werden. Die Einrichtungen, welche von der Märkischen
Maschinenbau-Anstalt, vormals Kamp und Comp. in Wetter an der Ruhr
ausgeführt wurden, erleichtern den Betrieb der Bessemerwerke bei Ausführung des Thomas'schen Entphosphorungsverfahrens ungemein. (Nach
Stahl und Eisen, 1882 * S. 405.)
Zur Herstellung basischer Ofenfutter benutzen O. Junghann und H.
Uelsmann in Königshütte (D. R. P. Nr. 16510 vom 29. September 1880, Zusatz
zu Nr. 10411, vgl. 1880 238 423) phosphorsauren Kalk oder thierische Knochenasche
und als Bindemittel hierfür reine Alkalien. Letztere
sollen einen Gehalt von 3 Proc. in der Grundmasse ausmachen. Die Masse wird entweder
in die Oefen eingestampft, oder zu Ziegeln, Düsen, Muffeln u.s.w. geformt und dann
bei stärkster Glühhitze gebrannt.
Gichtverschluſs für Hochöfen. Der sogen. Parry'sche Trichter ist, wie J.
Schlink im Stahl und Eisen, 1882 S. 136
ausführt, einer der besten und bequemsten Gichtverschlüsse für Hochöfen, leider aber
nicht überall anwendbar, weil starke Wechsel in der äuſseren Beschaffenheit des
Möllers die Lage verändern, welche die niedergehenden Gichten im Hochofen einnehmen
und dadurch den Betrieb stören können. Nasse, mulmige Erze fallen an ganz andere
Stellen des Hochofenschachtes als trockene, stückreiche Eisensteine. Daſs man im
Middlesborough-Bezirk, wo die Erze eine ziemlich grobe Gleichmäſsigkeit zeigen,
allmählich auf richtige Abmessungen des Trichters gekommen, ist leicht erklärlich,
während bei unseren wechselnden Beschickungen die allgemeine Einführung auf
Schwierigkeiten stöſst. Manche Abänderungen wurden vorgeschlagen, um den Uebelstand
zu beseitigen oder wenigstens zu mildern. In Fig. 9 und
10 Taf. 9 ist ein solcher Versuch dargestellt, welcher aber vielleicht in
ähnlicher Weise von anderer Seite bereits gemacht wurde, weshalb Schlink keineswegs das unbedingte Erstlingsrecht
beanspruchen möchte.
Der Grundgedanke besteht darin, daſs das Aufgeben, anstatt in einem einzigen Kreise
zu erfolgen, auf mehrere concentrische ausgedehnt ist und hierdurch eine bessere
Vertheilung der Materialien erzielt wird. Der Haupttrichter ist durch einen
festliegenden, von 6 Armen getragenen Ring in zwei Theile getheilt, wovon jeder
seinen eigenen beweglichen Kegel hat. Der äuſsere bildet einen hochrückigen Ring,
während der innere ein vollständiger Conus ist. Jeder bewegliche Kegel hat seine
besondere Senkvorrichtung; der innere leichtere einen einfachen Hebel, der äuſsere
ein Doppelhebelwerk, beide mit besonderen Kabelwinden versehen.
Wird der äuſsere Ring allein gesenkt, so fällt die Beschickung theils an den Rand des
Hochofenschachtes, theils in die Mitte. Senkt man den inneren Kegel zuerst, so fallt
ein groſser Theil des Materials zwischen Rand und Mitte; senkt man beide
Verschluſsdeckel gleichzeitig, so fällt der gröſsere Theil an den Rand und kann man
den Rest nach Belieben vertheilen, indem der äuſsere Ring oder der innere Kegel
weiter herabgelassen wird. Diese verschiedenen Möglichkeiten müssen für jede
Beschickung ausprobirt werden und gestatten ein gutes, regelmäſsiges Aufgeben. Es
lassen sich noch eine Menge Combinationen in der Anordnung und Zahl der
Verschluſsdeckel treffen; doch liegt der Fehler einer zu complicirten Einrichtung
nahe.
Der Abzug der Gicht erfolgt an zwei gegenüber liegenden Stellen; an die beiden
Stutzen schlieſsen sich die Grasleitungen an. Die ganze innere Ausrüstung des
Haupttrichters kann mittels der Hebel- und Windwerke leicht hochgezogen werden, was
bei nöthigen Reparaturen von Werth ist.
Schlieſslich sei noch ausdrücklich bemerkt, daſs die Zeichnung nur den Grundgedanken,
aber nicht die constructive Ausbildung der vorgeschlagenen Einrichtung wiedergeben
soll.
St.
Tafeln