| Titel: | Neuerungen in der Herstellung von Holzstoff auf mechanischem Wege. |
| Autor: | A. L. |
| Fundstelle: | Band 247, Jahrgang 1883, S. 407 |
| Download: | XML |
Neuerungen in der Herstellung von Holzstoff auf
mechanischem Wege.
Patentklasse 55. Mit Abbildungen auf Tafel 32.
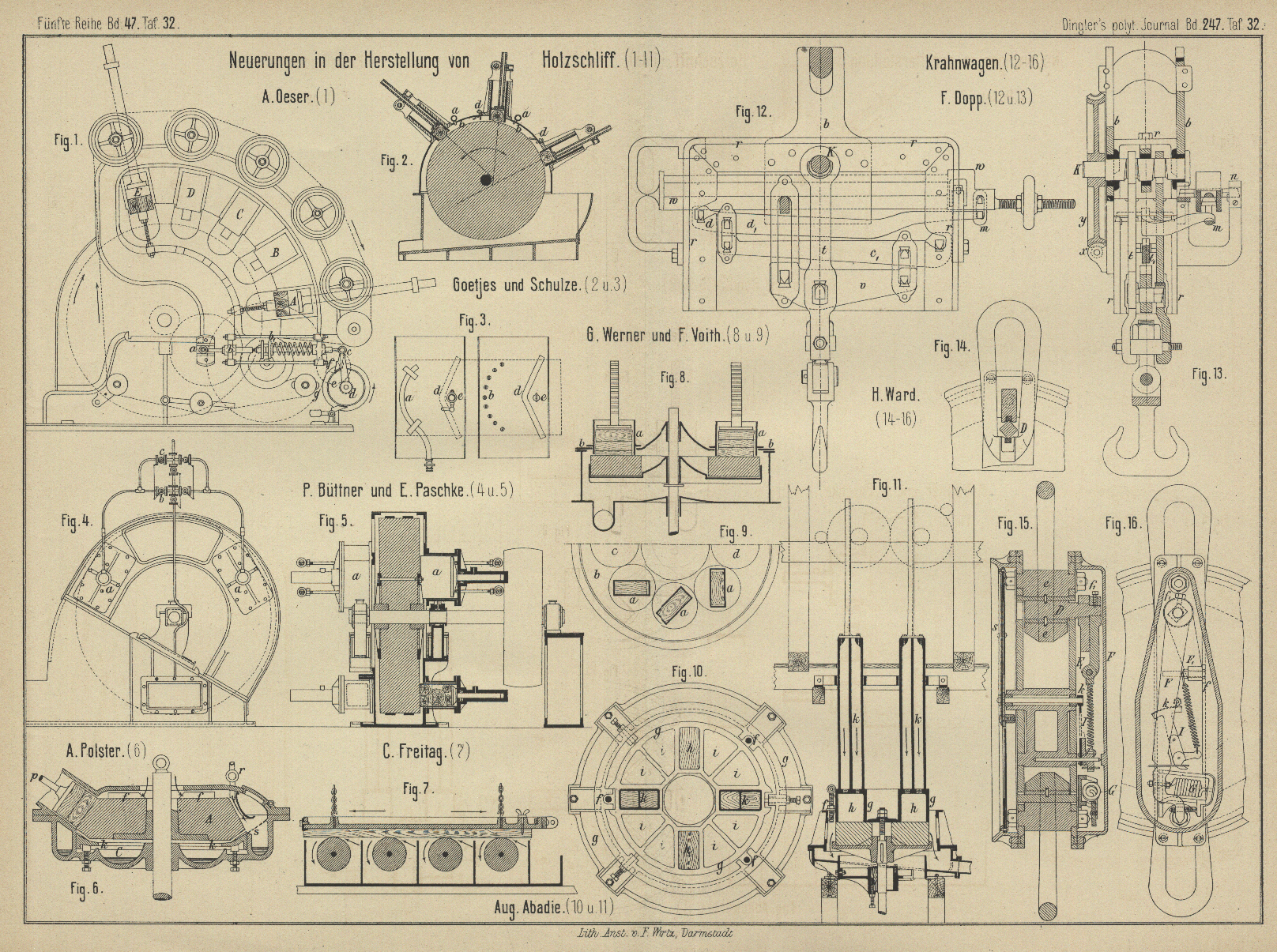
Neuerungen in der Herstellung von Holzschliff.
Als ein günstiges Zeichen der Zeit können wohl die auf vielen Seiten hervortretenden
Bestrebungen zur Erzeugung eines langfaserigen Stoffes aus Holz auf rein
mechanischem Wege angesehen werden. Die letzte Zeit hat eine ganze Reihe von
Vorschlägen zu Tage gefördert, welche darauf abzielen., einen langfaserigen Stoff
mittels der Schleifapparate zu erhalten. Daneben fehlt es nicht an Versuchen, Stoff
aus Holz mit Umgehung des Schleifens und ohne Anwendung chemischer Mittel
herzustellen.
Bei den Schleifgängen sucht man das angegebene Ziel hauptsächlich zu erreichen durch
Verminderung oder veränderte Anordnung der Pressen. Es ist ja eine bekannte
Thatsache, daſs bei den vielpressigen Forschen Schleifgängen (vgl. 1871 202 * 114. 1874 214 7) ein
Theil des Stoffes todt gemahlen, d.h. zu ganz kurzen, durch alle Siebe gehenden
Fäserchen zerrieben wird. Die Pressen stehen so dicht an einander, daſs weder Raum,
noch Zeit vorhanden ist zur völligen Entfernung der Fasern vor der nächsten
Schleifstelle. Es geht immer ein Theil des unter der ersten Presse gebildeten
Stoffes unter die zweite u.s.f. Dies ist nach 3 Richtungen hin ein Nachtheil. Einmal
wird die Schleifwirkung herabgezogen, denn die noch mit einer Stoffschicht bedeckte
Steinoberfläche greift nicht wie eine völlig reine an; dann ist Kraft erforderlich,
um den Stoff todt zu mahlen, und schlieſslich geht dieser Theil fast ganz verloren.
Ein dem Referenten bekannter Holzschleifer, welcher sich zur Auffangung dieses ganz
kurzen Materials eine groſse Absatzgrube gebaut hat, versicherte, daſs er jährlich
daraus noch für mehrere Tausend Mark Stoff gewinne, welcher sich bei der
Pappenfabrikation recht gut als Füllmasse verwenden lasse. Die meisten Schleifereien
lassen diesen Theil des Stoffes mit dem Wasser fort.
Will man das Todtmahlen ganz vermeiden, so muſs man die Pressen weiter aus einander
legen und für kräftige Spülung sorgen. Bei den Gängen der Völter'schen Anordnung bedingt dies eine Verminderung der Pressenzahl.
Eine ganze Reihe von Maschinenfabriken (z.B. die Filialwerkstätte von Escher Wyſs und Comp. in Ravensburg, Kapp und Wigger in Unna Westfalen, sowie Goetjes und Schulze in Bautzen) liefert jetzt Apparate
mit drei, zwei oder gar nur einer Presse. Goetjes und
Schulze
wenden, wie aus Fig.
2 Taf. 32 ersichtlich, 3 Pressen an, welche so gestellt sind, daſs die
Druckrichtung nicht durch das Wellenmittel geht, worauf aber wohl kaum Werth zu
legen ist, da dadurch weder viel an Reibungsarbeit gespart, noch an Schleifwirkung
gewonnen werden kann. Die angebrachte Vorrichtung zum Spülen des Steines und
Auffangen des Stoffes findet weiter unten noch eingehende Besprechung.
Während bisher sowohl bei den Schleifgängen mit horizontaler, als vertikaler Achse
fast ausschlieſslich die Umfläche des Steines als Schleiffläche benutzt wurde,
tauchen jetzt mehr und mehr Pläne mit Benutzung einer oder beider Stirnseiten auf.
Gänge letzterer Art mit horizontaler Welle besitzen 2, 4 oder 6 Pressen, welche
einander paarweise auf beiden Seiten des Steines gegenüberstehen, so daſs die Welle
durch das Andrücken des Holzes nicht belastet wird. Die Pressen liegen, selbst wenn
auf jeder Seite drei angeordnet sind, weit aus einander; der Stoff kann kaum aus
einer unter die andere gelangen, da auch die Centrifugalkraft ein rasches Entfernen
unterstützt. Diese Gänge lassen hiernach mindestens ebenso viel Pressen anbringen,
als die Gänge Völter'scher Anordnung, bei weit
günstigerer gegenseitiger Lage der Schleifstellen. Ist der Stein auf senkrechter
Welle befestigt, so wird nur die obere Stirnseite benutzt und der Spurzapfen hat
nicht allein das Steingewicht, sondern auch den gesammten Pressendruck aufzunehmen.
Beiden Ausführungen, sowohl der mit wagrechter, als der mit senkrechter Welle, ist
gemeinsam, daſs sich der Stein mit eisernen Reifen binden läſst, wodurch die Gefahr
des Springens wesentlich vermindert werden kann und es auch möglich wird, den Stein
aus Stücken gleicher Beschaffenheit zusammenzusetzen, um ungleichmäſsige Abnutzung
zu vermeiden. Gebundene Steine lassen sich auſserdem mit gröſserer Geschwindigkeit
betreiben.Zur Vervollständigung der Mittheilung über die wichtigsten Anordnungen seien
hier noch zwei amerikanische Patente angeführt: W.
Jones in Niagara Falls, New-York (Amerikanisches Patent Nr. 264167
nach der Papierzeitung, 1882 S. 1340) ersetzt
den in unseren Schleifereien das Feinmahlen besorgenden Mahlgang durch einen
Walzengang mit zwei neben einander liegenden, fein und schräg geriffelten
Walzen, welche mit starkem Druck gegen einander gepreſst und mit etwas
verschiedener Geschwindigkeit betrieben werden. H.
A. Trambach in Kaukauna, Wis., schleift bei Gängen Völter'scher Anordnung unter Anwendung heiſsen
Wassers und führt auſserdem Dampf in die Preiskasten ein (vgl. 1882 245 * 60).Noch ist zu erwähnen die Maschine von E. Zimmermann
in Halberstadt (* D. R. P. Nr.
20848 vom 11. Mai 1882), wo die Zerfaserung durch eine um
horizontale Achse rotirende, guſseiserne Trommel erfolgt, auf deren Umfang
eine groſse Anzahl nahe bei einander stehender, durch Holzkeile befestigter,
gezahnter Messer angebracht sind, in gleicher Weise, wie dies Graf Falkenhayn im J. 1869 in Bayern patentirt
hat (vgl. 1871 200 * 447). Die vorher gedämpften
und ausgelaugten Holzklötze werden mittels Zahnstange und Getriebe von einem
über eine Rolle gelegten, durch ein Gewicht belasteten Seile
angepreſst.
Zur Zerfaserung des Holzes durch Schleifen ist immer ein groſser Kraftaufwand
erforderlich und läſst sich selbst unter günstigsten Verhältnissen doch nur ein Stoff von
verhältniſsmäſsig geringer Faserlänge herstellen. Es liegt deshalb der Gedanke nahe,
die Zerfaserung auf andere weniger Kraft bedürfende und besseres Product ergebende
Weise zu versuchen. Es liegen zwei diesbezügliche Vorschläge vor: J.
Chase in Orange, Franklin, Mass. (*
D. R. P. Nr. 14700 vom 10. Oktober 1880) will die
Zerkleinerung des Holzes durch ein aus zwei Riffelwalzen bestehendes Brechwerk und
die Zerfaserung durch eine Feinmühle besorgen, welche sich als unterläufiger
Mahlgang mit einer beiläufig bemerkt auſserordentlich umständlichen Vorrichtung zur
Steinstellung darstellt. Die Patentschrift gibt an, daſs sich mit einer solchen
Einrichtung beliebige Materialien, auch Baumkronen, Zweige, dünnes Strauchwerk,
verarbeiten lassen und der erhaltene Stoff sich gut zur Herstellung von Fäſschen,
Eimern, Stuhlsitzen u. dgl. eigne. – Durch Uebertragung der Hauptarbeit auf einen
Mahlgang, selbst auf einen unterläufigen, welcher das fertig Gemahlene viel rascher
auswerfen wird als ein oberläufiger, ist ein Gewinn an Qualität des Stoffes nicht zu
erwarten. Der Mahlgang ist eine Pulverisirmaschine.
Weit zweckmäſsiger ist das von Ed. Rasch und Ernst Kirchner angegebene Verfahren (vgl. 1882 245 520), nach welchem gedämpftes Holz verarbeitet wird,
wenn brauner Holzstoff für Packpapiere, Lederpapiere u. dgl. dargestellt werden
soll. Will man weiſsen Stoff erzielen, so darf das Holz nicht gedämpft werden. Die
angewendeten Maschinen (Hackmaschine, Kollergang, Centrifugalholländer) lassen
erwarten, dals ein Stoff von gröſserer Faserlänge entsteht als durch Schleifen.
An dieser Stelle sei auf zwei neue Holzzerfaserer aufmerksam gemacht. R. Baron
von Gersheim in Sachsenhof bei Paternion, Oberkärnten (* D. R. P. Nr. 16584 vom 19. Mai
1881) gieſst Stahlstifte in Zink ein, um damit das Holz zu zerfasern. Die
Maschine besitzt entweder eine kreisrunde, auf senkrechter Welle steckende
Frässcheibe, deren Stirnfläche arbeitet, oder eine auf wagrechter Welle befindliche
cylindrische Scheibe, deren Mantel die Stifte enthält. Durch die Säuren des unter
Wasserzufluſs zu verarbeitenden Holzes soll das Zink allmählich abgeätzt und der
Angriff der Stahlstifte erhalten werden. Geht dies nicht, so hilft verdünnte
Salzsäure aus allen Nöthen! Dieser Vorschlag dürfte wohl kaum Erfolge aufzuweisen
haben.
F. F.
Angermair in Ravensburg, Württemberg
(* D. R. P. Nr. 20140 vom 26. März 1882) will die
Zerfaserung mittels folgender Maschine vornehmen: Eine ebene runde Scheibe auf
senkrechter Welle trägt eine Anzahl Hobelmesser. Vor jedem derselben liegt eine
Schneidwalze, gebildet aus dünnen, runden, am Rande zugeschärften und auf eine Welle
gesteckten Stahlscheiben, welche ebenso tief in das Holz eintreten wie die
Hobelmesser. Die Holzklötze liegen in eisernen Rahmen, die Faserrichtung senkrecht
zum Radius der Scheibe und werden durch Gewichte belastet. Auf diesem Wege entstehen
feine lange Späne, welche in einem Mahlgange oder einem Kollergange weitere
Verfeinerung erfahren müssen.
An die vorstehende allgemeine Besprechung der neueren Einrichtungen und Verfahren zur
Herstellung von Holzstoff' auf mechanischem Wege möge sich nun jene der wesentlichen
Einzelheiten anschlieſsen.
Unter der Gruppe der Schleifgänge mit Pressen auf dem
Steinumfange sind folgende Neuerungen zu verzeichnen. Zum Ausüben eines beständig wirkenden und regulirbaren Druckes auf die
Pressen wurde eine Vorrichtung von Adolf Oeser in
Penig (* D. R. P. Nr. 19458 vom 3.
Februar 1882) angegeben, welche in Fig. 1 Taf.
32 dargestellt ist. Oeser verwendet wie schon vor ihm
Völter eine endlose Kette zum Betrieb der Pressen
und setzt dieselbe durch eine stellbare Kurbel bei a,
welche von der Steinwelle aus betrieben wird, die federnde Lenkstange b, das Klemmschaltwerk bei c und das durch die Räderpaare d, e und f, g gebildete Vorgelege in Bewegung. Durch die
Spannung der in die Lenkstange eingeschalteten Feder ist der gröſste in der Kette
auftretende Zug, also auch die Pressung des Holzes gegen den Stein bestimmt. Die
Federspannung läſst sich durch Handrad b1 reguliren. Denkt man sich einmal sämmtliche
Kammern frisch mit Holz gefüllt und den Stein in Gang gesetzt, so wird das
Schaltwerk die Kette einholen, wodurch nach und nach die Pressen A bis E zu wirken
anfangen. Sobald die gröſste durch die Einstellung gegebene Federspannung erreicht
ist, hört das Einholen der Kette einige Zeit hindurch auf; die Feder wird nur bei
jeder Kurbelumdrehung zusammengedrückt, aber der Schalthebel c schwingt nicht. Die Drücke unter den einzelnen Pressen müssen, sobald
die Kette gespannt ist, theoretisch einander gleich sein. Da aber die Schleifflächen
nicht gleich groſs sein werden – ihre Breite kann zwischen einer Linie und der
Breite der Kästen wechseln –, fallen die Drücke für eine Flächeneinheit verschieden
aus und es werden die Hölzer, welche augenblicklich die kleinere Schleiffläche
bieten, rascher abgeschliffen werden, wodurch die Pressung derselben sinken muſs,
während die der anderen Kästen steigt. Sobald die Gesammtspannung der Kette kleiner
geworden ist, als der Federspannung entspricht, setzt das Schaltwerk die Kette
wieder in Bewegung. Bei dem Auſserbetriebsetzen einer Presse behufs Füllung
überträgt sich die dadurch frei werdende Kraft auf die anderen, so daſs heftige
Schwankungen der Betriebskraft nicht zu erwarten sind.
Die Vorrichtung ist recht hübsch ersonnen, hat aber einen wunden Punkt in der Feder
der Lenkstange. Es ist fraglich, ob dieselbe die beständigen Schwingungen lange
aushält.
Sehr zweckmäſsig erscheint die Steinspülung und Stofffangvorrichtung von Goetjes und
Schulze in Bautzen (* D. R. P. Nr. 17080 vom 21. Juli 1881) angelegt. Unmittelbar
hinter den Preſskästen (Fig. 2 Taf.
32) befindet sich ein gebogenes Rohr a (vgl. Fig.
3), an welchem Stutzen b mit breit gedrücktem
Mundstück angebracht sind. Der im Bogen auftreffende Wasserstrahl wird das seitliche
Abflieſsen des Stoffes wesentlich befördern. Vor der 2. und 3. Presse sind
winkelförmige Bleche d angebracht, welche das in Folge
der Centrifugalkraft abgeschleuderte, mit Stoff vermischte Wasser auffangen und zur
Seite werfen sollen. Hinter diesen Blechen liegen die Wasserzuführrohre e. – Durch diese Einrichtung kann die Steinoberfläche
viel reiner gehalten werden, wodurch die Schleifwirkung eine bessere ist und das
Todtmahlen von Fasern wesentlich vermindert wird. Der Wasserverbrauch für eine
Presse dürfte aber eine nicht geringe Steigerung erfahren.
C.
Freitag in Antonsthal bei Schwarzenberg (* D. R. P. Nr. 20141 vom 1. April
1882) legt, wenn es sich um Gewinnung langfaserigen Stoffes handelt, 4
Schleifsteine von etwa 0m,5 Durchmesser in einem
Troge hinter einander an. Das Holz in Form langer Blöcke ist an einem eisernen
Schlitten befestigt, welcher über den Steinen liegt, den erforderlichen Druck gibt
und durch Kurbel und Lenkstange um eine Strecke gleich dem Wellenabstande der Steine
hin und her bewegt ward (vgl. Fig. 7 Taf.
32). Die Steine sind so gelagert, daſs sie sich leicht in gleiche Höhe einstellen
lassen. – Die Bewegung des Holzes während des Schleifens ist ohne Zweifel von
Vortheil. Holz und Stein können vom Spritzwasser gut genetzt werden. Zu erwarten
ist, daſs bei dem Schleifen langer Blöcke recht viel Abfall entsteht.
Freitag gibt auch eine Anordnung für das Schleifen quer
zur Faserrichtung (4 Steine sind in gleichen Abständen neben einander auf 2 Wellen
angebracht) und das Schleifen kurzer, etwa 1m
langer Stücke unter Beibehaltung der hin- und hergehenden Bewegung.
A. Polster in Dresden und A. Oeser
in Penig (* D. R. P. Nr. 20470 vom 12.
April 1882) haben einen Schleifgang erdacht, in welchem der Stoff sofort
nach der Bildung sortirt wird und die Splitter eine weitere Zerkleinerung erfahren.
Der conische Stein A (Fig. 6 Taf.
32) sitzt auf senkrechter Welle; als Schleiffläche dient die obere Kegelfläche:
vorhanden sind 3 Pressen p, unter 120° gegen einander
verstellt. Durch Rohr r tritt das Spritzwasser ein,
welches vermischt mit Stoff und Splittern gegen das Sieb s geschleudert wird. Die Splitter gleiten auf dem Sieb herunter, gelangen
zwischen die untere Kegelfläche des Steines und die mit schräg gestellten Messern
versehene Oberfläche des eisernen, in senkrechter Richtung verstellbaren Kranzes k, um weiter zerkleinert zu werden. Der feine Stoff
geht durch das Sieb s hindurch. Um die Maschen offen zu
halten, lassen Polster und Oeser durch auf dem Stein angebrachte Flügel f einen kräftigen Luftstrom erzeugen. Es ist eine gemeinsame Abführung der
in C gesammelten und durch s gefallenen Stoffe vorgeschlagen; dieselbe erscheint aber unzweckmäſsig,
da eine Gleichmäſsigkeit der Massen wohl kaum vorausgesetzt werden kann. Die
Erfinder bringen auf den Schleifflächen die schon längst angewendeten Rinnen zur
Aufnahme des Stoffes unter dem Schleifholz an, machen aber den Vorschlag, die Wände
derselben mit Cement, Lack o. dgl. zu glätten und zu poliren, um das Festsetzen des
Holzschliffes zu verhüten.
Bei den Schleifgängen, deren Stirnseiten Arbeitsflächen
bilden, finden sich die verschiedensten Anordnungen bezüglich Lage des Steines und
Faserrichtung des Holzes. Th. und Fr. Bell in Kriens
legen den Stein senkrecht und wenden auf jeder Seite zwei Pressen an, welche im
wagrechten Durchmesser rechts und links der Welle liegen; die Faserrichtung des
Holzes ist senkrecht zur Bewegungsrichtung des Steines.Vgl. die einschlägigen Mittheilungen von C. Bach
in der Zeitschrift des Vereins deutscher
Ingenieure, 1882 S. 52.
Die Gesellschaft für Holzstoffbereitung in Grellingen
wählt dieselbe Aufstellung des Steines, wendet aber nur zwei einander auf beiden
Seiten des Steines gegenüberstehende Pressen an und legt die Faserrichtung parallel
zur Bewegungsrichtung. Der Druck soll auſserdem gering genommen werden. Die Leistung
wird im Centralblatt für Papierfabrikation, 1882 S. 131
zu etwa 12k für 1e und 24 Stunden angegeben. Durch das Abschleifen des Holzes in der
Faserrichtung unter Anwendung geringen Druckes will man langfaserigen Stoff
erzeugen, durch die Anlage von nur einer Presse verhindern, daſs der Stoff noch
einmal unter eine Schleifstelle gelangt und zum Theil todt gemahlen wird; dann soll
aber auch genügend Raum für eine beständige gründliche Abspülung des Steines
geschaffen werden.
P. Büttner in Weiſsenborn bei Freiberg i. S. und E. Paschke in Freiberg i. S. legen auf jede Seite des
senkrecht stehenden Steines 3 Pressen, von denen die eine senkrecht unter der Achse,
die beiden anderen unter 120° dazu verstellt angeordnet sind (vgl. Fig. 4 und
5 Taf. 32). Die Faserrichtung läuft parallel der Bewegungsrichtung. Das
Anpressen des Holzes erfolgt durch hochgespanntes Wasser, welches durch Druckpumpe
und Accumulator beschafft wird, das Zurückziehen durch den Druck der äuſseren
Atmosphäre. Soll eine Presse neu gefüllt werden, so schlieſst man z.B. den
linksseitigen Druckhahn b (Fig. 4);
dabei öffnet sich in Folge der Gestängeverbindung der Hahn c, wodurch die einander gegenüber stehenden Preſscylinder a mit einem durch eine Luftpumpe geleerten Kessel in
Verbindung gebracht werden und beide Kolben zurückgehen. Der Hahn b versorgt ebenfalls beide Pressen gleichzeitig mit
Druckwasser. Einseitige Drücke können hiernach weder beim Füllen, noch während des
Schleifens auftreten. – Die Verwendung hydraulischen Druckes zum Anpressen des
Holzes stammt, wie bekannt, von Siebrecht (1865 175 * 103) her, welcher vor etwa 20 Jahren davon Gebrauch
gemacht, und Andere (vgl. Bergès 1878 229 * 37) sind ihm gefolgt. Die Anordnung von Büttner und Paschke kann
als die beste Lösung gelten, wird aber trotzdem ebenfalls keinen ausgedehnteren
Eingang in die Praxis finden. Die Schleifgänge werden durch hydraulische
Preſsvorrichtungen viel
umständlicher, Ueberwachung und Unterhaltung gestalten sich schwieriger und
wahrscheinlich auch theurer. Dazu kommt weiter, daſs die Anlagekosten beträchtlich
höher ausfallen, welcher Punkt jedenfalls in den meisten Fällen den Ausschlag geben
wird. Nachtheilig ist an der vorliegenden Ausführung, daſs der Gang während des
Füllens einer Presse nur mit 4 Pressen arbeitet, ohne daſs diese eine Mehrbelastung
erfahren. Starke und plötzliche Aenderungen der Betriebskraft sind in Folge dessen
unausbleiblich und gefährden die Maschine.
Den besprochenen Ausführungen mit senkrechten Steinen reihen sich einige Anordnungen
mit horizontalen Steinen an. Aug. Abadie in
Mailand (* D. R. P. Nr. 16883 vom 9.
Januar 1881) hat 4 Pressen h (Fig.
10 und 11 Taf. 32)
angelegt, deren Kolben durch die Gewichte k und
nöthigenfalls auch noch mit Hilfe der oben liegenden Rädervorgelege belastet werden;
letztere dienen auch zum Aufziehen der Kolben bei Füllung der Preſskästen. In die
sectorförmigen Räume i zwischen den Preſskästen sollen
Gewichte aus Holz, Stein oder Eisen eingelegt werden, welche auf dem Stein aufruhen
und denen die Aufgabe zugeschrieben ist, den unter den Schleifstellen gebildeten
Stoff sofort feinzumahlen.Vgl. die principiell damit übereinstimmende Anordnung von Montgolfier (1878 220 * 35). In wie weit dies möglich ist, muſs die
Erfahrung lehren. Da der Stoff durch Siebe ohnehin in mehrere Sorten zerlegt wird,
so braucht man darauf, daſs eine recht ungleichmäſsige Bearbeitung des
abgeschliffenen Stoffes unter den Sectoren zu erwarten steht, keine allzu groſse
Bedeutung legen. Eine gröſsere direkte Ausbeute an feinem Stoff ist jedenfalls zu
erzielen. Ob aber die getroffene Einrichtung nicht das Todtmahlen des Stoffes durch
Eintritt in eine zweite Schleifstelle mit starker Pressung befördert, ist sehr zu
befürchten. Wie schon oben dargelegt wurde, sucht man jetzt durch Auseinanderrücken
der Schleifstellen und kräftige Spülung des Steines das Todtmahlen zu vermeiden. Bei
Abadie's Schleifgange erfolgt die Spülung von der
Steinmitte aus und wirkt die Centrifugalkraft fördernd auf Beseitigung des Stoffes,
die Schleifklötze in den Sektoren halten zurück; die freien Räume zwischen den
Schleifstellen sind sehr klein. Der Stoff wird von einem den Stein umgebenden
Gehäuse gefangen und abgeleitet. Der die Pressen aufnehmende Rahmen g läſst sich durch 3 senkrechte Schrauben f immer dicht an den Stein anstellen und durch 3
horizontale Schrauben centriren.
R. B. Lerne in Stockton, Californien (Amerikanisches
Patent Nr. 247072), wendet nach der Papierzeitung, 1882
S. 272 wie Abadie 4 Preſskästen an und setzt dieselben
durch Kurbel und Lenkstange in radialer Richtung in hin- und hergehende Bewegung.
Dadurch ist wohl kaum ein besonderer Vortheil zu erreichen; die Maschine wird in
voraussichtlich ganz unnöthiger Weise umständlich und die Bedienung erschwert.
Abadie legt die Faserrichtung senkrecht zu einem Halbmesser; dagegen ordnen G.
Werner in Teisnach, Niederbayern, und F. Voith in
Heidenheim (* D. R. P. Nr. 19913 vom
29. Juni 1881) die Pressen so an, daſs die Faserrichtung unter einem
spitzen Winkel zum Halbmesser läuft und auſserdem, je nachdem man längeren oder
kürzeren Stoff erzielen will, verändert werden kann. Die Einlegekästen a (Fig. 8 und
9 Taf. 32) für das Holz besitzen abgedrehte Flanschen und lassen sich in
den Oeffnungen der Platte b beliebig drehen. Die Kolben
tragen Zahnstangen und werden auf die gewöhnliche Weise einzeln oder
gemeinschaftlich belastet. Dichte Stellung der Preiskasten am Stein läſst sich durch
Heben des letzteren vom Fuſslager aus erzielen. Die Wasserzuführung erfolgt von der
Mitte aus, das Schärfen des Steines durch die Oeffnungen bei c und d. Die Anordnung ist auch so getroffen,
daſs nur 1 Schärfkasten und 6 Preſskästen vorhanden sind (vgl. C. Bach in der Zeitschrift des
Vereins deutscher Ingenieure, 1882 * S. 52). – Da der Steinkreis dabei in 7
gleich groſse Sectoren zerlegt ist, so ist wohl die Frage erlaubt, ob Vorkehrungen
zur Verhinderung einer einseitigen Belastung der Welle getroffen sind? Zur Erzeugung
langfaserigen Stoffes dürfte auch eine Verminderung der Schleifkästen geboten
sein.
Die wagrechte Lage des Steines bei Schleifgängen der letzt behandelten Gruppe hat vor
der senkrechten voraus, daſs die Zuführung des Wassers nach allen Schleifstellen
leicht gleichmäſsig gemacht werden kann. Steht der Stein senkrecht, so lassen sich
alle die Schleifstellen, unter denen sich der Stein nach oben bewegt, schwer
ausgiebig mit Wasser versehen. Ungünstig ist dagegen, daſs die senkrechte Welle
nicht allein das Gewicht des Steines, sondern auch den gesammten Druck der Pressen
aufzunehmen hat. Der Spurzapfen erfordert eine sehr sorgfältige Construction,
Ausführung und Ueberwachung.
A. L.
Tafeln