| Titel: | Combinirte Maschinen zur Holzbearbeitung. |
| Autor: | Mg. |
| Fundstelle: | Band 248, Jahrgang 1883, S. 13 |
| Download: | XML |
Combinirte Maschinen zur
Holzbearbeitung.
Patentklasse 38. Mit Abbildungen auf Tafel 2.
Combinirte Maschinen zur Holzbearbeitung.
Bei den hier zur Besprechung kommenden Maschinen handelt es sich um die Vereinigung
mehrerer Arbeitsmaschinen zu einem Ganzen oder zu einer Gruppe; in ersterem Falle
bezweckt diese Vereinigung eine Anzahl verschiedener Werkzeuge zur Wirkung zu
bringen, ohne das Werkstück von einer Specialmaschine zu einer anderen schaffen zu
müssen; im zweiten Falle soll durch eine Reihe von Specialmaschinen ein Werkstück
unter möglichst günstigen Umständen völlig fertiggestellt werden. Wir ziehen nur
Maschinen der ersten Art in Betracht. Dieselben lassen sich in 3 Gruppen trennen,
deren Grenzen allerdings häufig in einander laufen: 1) die Vereinigung mehrerer
verschiedener oder gleichartiger Werkzeuge, 2) die Vereinigung sämmtlicher
Tischlerwerkzeuge (Universaltischler) und 3) die Vereinigung von Werkzeugen zur
Anfertigung gewisser bestimmter Gegenstände (Specialmaschinen).
Die beiden ersten Gruppen bezwecken den Ersatz mehrerer Werkzeugmaschinen durch eine
einzige, weshalb dieselben einen bedeutende Werth für das Kleingewerbe besitzen;
doch auch der Groſsbetrieb bedient sich der combinirten Maschinen vielfach als
Aushilfsmaschine (vgl. Worssam 1874 214 * 186. Fr. Siewerdt
bezieh. Reynolds 1878 230 *
4. * 456).
Die combinirten Maschinen bewähren sich im Allgemeinen vortrefflich und haben sich
seit der verhältniſsmäſsig kurzen Zeit ihres Aufkommens (etwa 1862) in kleinen und
groſsen Werkstätten rasch eingebürgert. Trotzdem jedoch auf die Construction dieser Maschinen ein
auſserordentlicher Scharfsinn verwendet wurde, so ist es doch noch nicht völlig
gelungen, bedeutende Uebelstände zu beseitigen. So tritt z.B. bei dem gleichzeitigen
Gebrauch mehrerer Werkzeuge der Maschine eine gegenseitige Behinderung der Arbeiten
ein, namentlich wenn gröſsere Arbeitstücke behandelt werden, während wiederum die
Benutzung jener Werkzeuge nach einander zu viel Zeit in Anspruch nimmt, um den
Vortheil der Combination noch aufrecht zu erhalten. Endlich ist es bei den meisten
Constructionen erforderlich, zum Zweck der Einwirkung eines bestimmten Werkzeuges
auf ein gröſseres Arbeitstück einzelne Theile der Maschine, welche andere
augenblicklich nicht gebrauchte Werkzeuge tragen, abzunehmen. Ein Hauptwerth bei
diesen Maschinen ist auf die freie Zugänglichkeit zu allen Werkzeugen bei
ungehinderter, gleichzeitiger Benutzung zu legen.
Für die Vereinigung mehrerer verschiedener oder gleichartiger Werkzeuge sind die
mannigfaltigsten Combinationen aufgestellt worden. So sind besonders gern Kreissägen
unter sich für die verschiedensten Zwecke combinirt worden, ferner Kreissägen mit
Band- und Decoupirsägen, Laubsägen mit einer Drehbank, Fräsmaschinen unter sich
(Doppelfräser) oder mit Hobelmaschinen, Stemmmaschinen mit Bohrmaschinen u.s.w.
Eine nicht sehr geschickte Vereinigung einer Sägemaschine mit
einer Fräse wird von A. Hunger in
Peterswaldau (* D. R. P. Nr. 774 vom
7. September 1877) vorgeschlagen. Die horizontal unter dem Arbeitstisch
gelagerte Betriebswelle betreibt eine in vertikalen Führungen laufende
Halbgattersäge mittels Pleuelstange und eine in üblicher Weise über den Tisch
hervorragende Fräse mittels Reibungsrädergetriebes.
Wenn die Zusammenstellung einer Bandsäge mit einer
Kreissäge Vortheile bietet, so sind gerade die am leichtesten erreichbaren
Vortheile bei der Construction von Fr. Köhler in
Schkeuditz (Erl. * D. R. P. Nr. 12 281 vom 22. Juli 1880) unbeachtet geblieben, um
zu einer Vereinigung dieser beiden nützlichen Werkzeuge zu gelangen, welche eine
gegenseitige Behinderung bei ihrem Gebrauch zur Folge hat und die Wirkung und
Ausnutzung jeder einzelnen Säge beeinträchtigt, statt aus ihrem Zusammenarbeiten
Nutzen ziehen zu können.
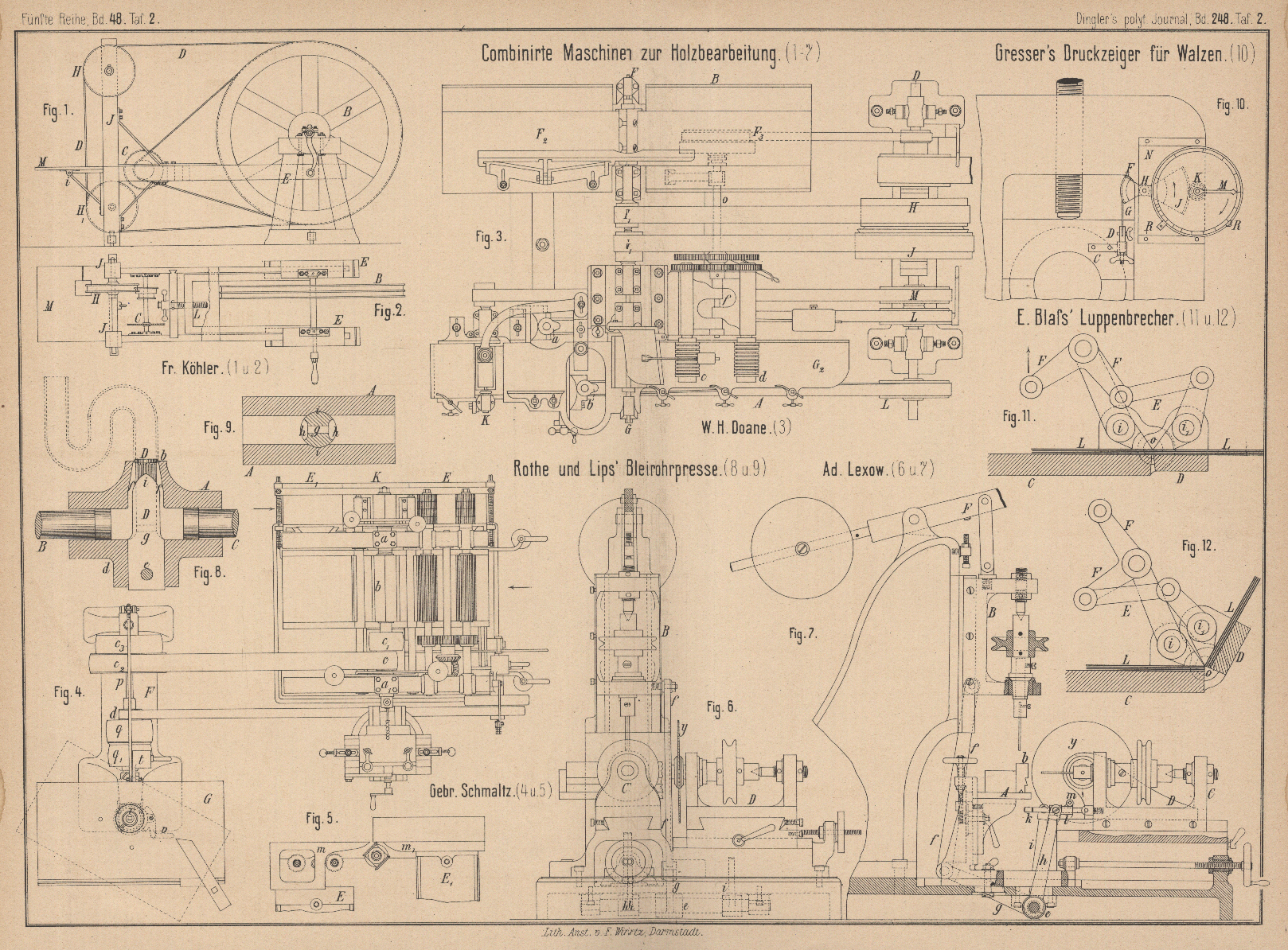
Die Bandsäge D (Fig. 1 und
2 Taf. 2) läuft über 3 Rollen B, H, H1 in der bei Handbetrieb bekannten Weise.
Die Antriebsrolle B dient gleichzeitig als Schwungrad
und auch als Riemenscheibe für die Kreissäge C. Die
Anspannung des Riemens zum Betriebe der Kreissäge, sowie die Spannung der Bandsäge,
erfolgt durch Verschiebung des Rahmens J, in welchem
die kleinen Bandsägerollen H, H1 und die Kreissägenrolle C gelagert
sind, gegen den Rahmen E mittels einer längs des
Tisches gelagerten Schraube L. Der Tisch M der Bandsäge ist um die Achse i drehbar und kann in einer beliebigen Neigung zur Bandsäge festgestellt werden; derselbe
ist ferner der Höhe nach in seinen Führungssehlitzen am Ständer J verschiebbar.
Auf die Zusammenstellung mehrerer Kreissägen, entweder horizontal neben einander oder
im Winkel gegen einander, für die Zwecke der Zinkenherstellung und ferner auf die
bewährte Combination zweier in derselben vertikalen Ebene über einander arbeitenden
Kreissägen zum Zertrennen groſser Stämme sei nur verwiesen. Eine Vereinigung
mehrerer Kreissägen zu einer Brettbesäumungs- und Latten- bezieh.
Leistenschneidemaschine gibt C. F. Stöckert in Landsberg a. d. Warthe (* D. R. P. Nr. 6440 vom 29.
November 1878). Es sind hier zwei Kreissägen auf einer horizontalen Welle
angenommen, welche mittels einer ihre Lager tragenden Keil Vorrichtung der Höhe nach
verstellbar ist. Die Vortheile dieser in anderen, aber nicht so einfachen
Ausführungsformen bekannten Anordnung (Arbey) bestehen
in der Möglichkeit der Verwendung von Sägeblättern verschiedener Durchmesser – 30
bis 50cm – namentlich auch in der Verwendung alter
durch Abnutzung kleiner gewordener Sägeblätter und ferner in der Lagerung der
Führungswalzen dicht vor und hinter bezieh. noch unter den Kreissägen. Die
verstellbare Lagerung der Sägewelle erweist sich sogar als nothwendig, wenn schwache
Leisten mit kleinen Sägen und starke Latten mit groſsen Sägen zu schneiden sind.
Um das Flattern und Durchbiegen der Bretter und Bohlen beim Schneiden zu vermeiden,
ist unterhalb der Sägenwelle eine zweite Welle angebracht, auf der besondere schmale
Führungsrollen sitzen, welche lose auf dieser Welle zwischen Stellringen laufen, je
nach Bedürfniſs leicht verstellt und abgenommen werden können und zwischen den Kreissägen die Bretter stützen.
Das eine Sägeblatt sitzt für beide Benutzungsarten der Maschine fest auf der Welle,
während das andere zum Parallelbesäumen in Feder und Nuth verschiebbar ist. Eine
Mitnehmerhülse umfaſst die Sägennabe und verschiebt dieselbe durch Hebel und
Schraubenspindel. Soll die Nabe des zweiten Sägeblattes von der Welle abgezogen
werden, um etwa beim Lattenschneiden noch mehr Sägeblätter und Zwischenringe
(Distanzrollen) auf die Welle zu schieben, so ist das Auſsenlager durch Lösung
zweier Schrauben leicht zu entfernen. Der Vorschub ist selbstthätig und wird von der
Kreissägenwelle in bekannter Weise vollzogen.
Die Maschine soll Bretter und Bohlen von 8m Länge
bei 12 bis 40cm Breite besäumen und Leisten und
Latten in beliebiger Breite von 2cm aufwärts in ½
Minute schneiden, wobei die Kreissäge 1000 bis 1200 Umdrehungen in der Minute
macht.
Die unter der Bezeichnung „Universal-Holzbearbeitungsmaschine“ patentirte Construction von W. H.
Doane in Cincinnati (* D. R. P. Nr. 6340 vom 10. December 1878) vereinigt eine
Schrupphobelmaschine mit einer Kehlhobelmaschine auf demselben Bett. Jede Maschine
ruht auf Ständern, welche
mit der Grundplatte und einem ausgesparten mittleren Verbindungsstück im Ganzen
gegossen ist.
Auf der einen Seite bei B (Fig. 3 Taf.
2) ist die Schrupphobelmaschine angeordnet; die horizontale Messerwelle F ist derart gelagert, daſs ihre Messer das über sie von Hand hinweggeführte Holzstück bearbeiten.
Zur Bestimmung der Spandicke ist der Arbeitstisch F2, F3
zweitheilig und in ähnlicher Weise wie bei der unten zu beschreibenden Maschine von
Schmaltz eingerichtet. In der Verlängerung dieser
Messerwelle, aber von einander getrennt, liegt auf der anderen Seite des Bettes bei
A eine zweite Messerwelle G, der Kehlhobelmaschine angehörig, deren Messer das unter ihr selbstthätig fortgeführte Holzstück
angreifen. Die beiden Arbeitstische sind so weit von einander entfernt, daſs
zwischen ihnen Raum für die von einer gemeinsamen Vorgelegewelle D kommende und die Messer welle mittels der Scheiben
F1 und G1 antreibende Riemen
bleibt. Die Antriebsriemenscheiben J und H sind auf der Vorgelegewelle D mittels einer Hülse aufgesetzt, deren Construction es ermöglicht, beide
Messerwellen gleichzeitig oder getrennt umzutreiben. Die Anordnung der beiden Hobel
tische gestattet eine möglichst freie Bewegung der beiden die Maschine gleichzeitig
bedienenden Arbeiter.
Auf dem Tische G2
befinden sich die das Holz seitlich bearbeitenden Messer a und b, welche von den Scheiben L der Vorgelegewelle aus angetrieben werden, sowie die
Messerwelle K, welche das Holz von unten abzurichten
bestimmt ist; letztere erhält ihre Umdrehung von der Scheibe M aus.
Die Druckwalzen c und d
sind durch Stirnräder unter einander und mit der Welle o verbunden, welche direkt vom Vorgelege aus betrieben wird. Die Wellen
dieser Walzen lagern in langen Büchsen, welche sich gelenkartig um einen Bolzen f bewegen lassen, der am Ständer befestigt ist. Mittels
von unten auf die Lagerböcke der Walzen drückender Kopfschrauben soll es nun leicht
ermöglicht sein, die Walzen selbst zu verstellen.
Eine Kostenersparniſs und damit der Hauptzweck der Combination ist hier kaum
erreicht.
Eine ausgezeichnete Construction ist die combinirte Bandsäge-, Bohr- und Hobelmaschine von Fr. A. Siewerdt in
Oerlikon (* D. R. P. Nr. 1536 vom 16.
November 1877), welche die für gewöhnliche Bedürfnisse erforderlichen
Werkzeuge des Tischlers in einer vollendeten Zusammenstellung vereinigt (vgl. 1878
230 * 4). Mit einer solchen Maschine haben W. F. Exner und G. Lauböck
in Wien Kraftversuche vorgenommen, welche s. Z. ausführlich im Civilingenieur, 1880 * S. 429 ff. veröffentlicht worden
sind.
Höhe und Breite des gröſsten zu hobelnden Werkstückes 155 bezieh.
120mm Länge, Tiefe bezieh. Breite des gröſsten
mittels der Bohrmaschine herstellbaren Langloches 300, 100 bezieh. 25mm.
Durchmesser der Sägescheiben 800mm. Normale
Umdrehungszahl in der Minute 340, daher normale Schnittgeschwindigkeit = (0,80 × α × 340) : 60=14m,2
in der Sekunde. Das Sägeblatt mit rechtwinkliger Dreiecksverzahnung hat eine Dicke
von 0mm,6 bei 7mm Zahntheilung. Die erzielte Schnittfugenbreite beträgt 2mm.
Der Durchmesser der Messerwelle ist 110mm, die Arbeitsbreite 160mm, die normale Tourenzahl demnach (340 × 700) :
100 = 2160 in der Minute, also die Schnittgeschwindigkeit (0,110 × α × 2160) : 60 =
12m,5 in der Sekunde. Der Anstellungswinkel
der Messer ist 18°, der Zuschärfungswinkel 36°, daher der Schneidwinkel 18 + 36 =
54°. Zapfendicke der Messerwelle 45 und 38mm,
Gesammtgewicht der Maschine 700k.
Die Maschine wurde im vorliegenden Falle durch eine Gasmaschine
betrieben, unter Einschaltung eines Rotationsdynamometers. Es gelangten 15
Versuchsreihen zur Durchführung und zwar 3 für den Leergang, 12 für den Arbeitsgang
beim Sägen bezieh. Hobeln und Bohren. Die Betriebsarbeit für den Leergang wurde ermittelt zu N0 = 0e,871.
Für das Sägen im lufttrockenen
Tannenholze ergaben sich für verschiedene Zuschiebungsgröſsen folgende
Werthe:
Absolute Zuschiebung in der Sekunde
z =
15mm,3
34mm,8
Relative Zuschiebung in der Sekunde
o =
1: 825
1 : 385
Schnittfläche in der Stunde
F =
3qm,774
8qm,785
Gesammter Arbeitsverbrauch
N =
1e,787
2e,219
Nutzarbeit
N – N0 =
0e,916
1e,348
Specifische Arbeitsgröſse
ε = (N – N0) : F =
0,243
0,154.
Hieraus leitet Lauböck für
den specifischen Arbeitswerth die Formel ab:
εe = 0,08 + 2,43 : z für 1qm stündliche Schnittfläche
und erhält so zur Berechnung der gesammten
Betriebsarbeit der Maschine beim Sägen im lufttrockenen
Tannenholze bei zmm Zuschiebung in der Sekunde und Fqm Schnittfläche in der Stunde die Formel:
Ne = 0,871 + F(0,08 + 2,43 : z).
Aus den Versuchszahlen für das Schneiden
im lufttrockenen Eichenholze wurde abgeleitet:
Ne = 0,871 + F(0,053 + 4,14 : z).
Hiernach stellt sich z.B. für eine Zuschiebung z = 20mm in der
Sekunde und eine stündliche Schnittfläche F = 7qm,2 (Blockhöhe 100mm) der Arbeitsverbrauch beim Schneiden in Fichtenholz zu 2e,33, dagegen in Eichenholz zu 2e,74.
Beim Abhobeln eines Tannenholzblockes
ergeben sich folgende Zahlen:
Höhe der abgehobelten Schicht
h = 1mm
4mm
5mm
Zuschiebung für jede Umdrehung der
Messerwelle
z = 0,6
0,6
0,6
Spaninhalt (cbm in der Stunde)
V = 0,0103
0,0431
0,0529
Nutzarbeit für 1cbm zerspantes Tannenholz in der
Stunde
ε = 63e,6
19e,1
19e,7
Hieraus wurde für den specifischen Arbeitswerth bei
Tannenholz abgeleitet:
ε = 8,7 + 54,9 : h
und die Formel:
N = N0 + εV
auch für die beim Abhobeln erforderliche Arbeitsgröſse
verwendbar gemacht.
Bezieht man die Nutzbarkeit auf die Gröſse der stündlich
abgehobelten Fläche, so ergibt sich für den specifischen Arbeitswerth für 1qm abgehobelte Oberfläche in der Stunde:
ε' = ε × h : 1000 =
(8,7 h + 54,9) : 1000
und der Ausdruck für den Arbeitsverbrauch der Maschine
bei Benutzung der Hobelmesserwalze:
N = N0 + ε' F
oder Ne = 0,871 + F(8,7 h + 54,9) : 1000
Beträgt z.B. die Schichthöhe
h = 1
2
3
4mm
so folgt hieraus
ε1 = 0,064
0,072
0,081
0,090
und ist für h = 4mm die stündlich abgehobelte Oberfläche F = 10qm, so ist N = 1e,77.
Mit einem in die Messerwalze eingesetzten Bohrer von 10mm Durchmesser
(Umlauſsgeschwindigkeit 1m,13 in der Sekunde)
wurde während 1 Minute 1 Langloch von 125mm Länge,
10mm Breite und 60mm Tiefe in Eichenholz gebohrt und hierbei
ein gesammter Arbeitsverbrauch von 1e,087
beobachtet. Hieraus berechnet sich der specifische Arbeitswerth für die stündliche Zerspanung von 1cbm
Eichenholz zu ε = 48e, also der Arbeitsverbrauch beim Langlochbohren:
Ne = 0,871 + 48 V,
wenn V in cbm das in der
Stunde ausgebohrte Holzvolumen bedeutet.
Die gröſste stündliche Leistung der Bandsäge ergab sich zu F = 8qm,785 Schnittfläche in Tannenholz bei z = 34mm,8 Zuschiebung in der Sekunde und h = 60mm Blockhöhe;
dabei wurde beobachtet die Betriebsarbeit N = 2e,219 und der Wirkungsgrad η = 0,61.
Diese Zahl erhöht sich entsprechend, wenn die Benutzung der
Maschine gleichzeitig an mehr als einer Arbeitsstelle erfolgt.
Die combinirte Holzschneidemaschine der Gebrüder
Schmaltz in Offenbach a. M. (* D. R. P. Nr. 11855 vom 6. Juni 1880) kennzeichnet sich als
sogen. Universaltischler; die Vereinigung sämmtlicher Holzbearbeitungsmaschinen auf
demselben Bett ist als äuſserst gelungen zu bezeichnen.
Das Gestell der in Fig. 4 und
5 Taf. 2 dargestellten Maschine baut sich auf einer gemeinsamen
Grundplatte auf und enthält in seinen Lagerarmen a, a1 die horizontale Arbeitswelle b. Dieselbe ist innerhalb der Gestellwände vierkantig,
um an dieser Stelle die Hobelmesser aufzunehmen; an dem einen überhängenden Ende ist
die Welle zu einem Bohrkopf ausgebildet (Bohr- und Langlochbohrmaschine), während
sie am anderen Ende cylindrisch ausläuft, um hier zur Aufnahme von Messerköpfen,
Kreissägen u. dgl. geeignet zu sein (Kehlmaschine). Die Stufenscheiben c und c1 besorgen den Antrieb der Hauptwelle vom
Vorgelege aus.
Die Hobelwelle, sowie die Bohr- und Langlochbohrmaschine sind in der üblichen Weise
eingerichtet. Der mit „Kehlmaschine“ bezeichnete Theil der Maschine zeigt
dagegen interessante Neuerungen, welche ihn zu vielen Specialarbeiten verwendbar
machen. Man kann mittels der Kehlmaschine durch geeignete Aufschiebung
entsprechender Werkzeuge folgende Arbeiten verrichten: Hobeln von Leisten und
Kehlungen, Abrichten mit Hand Vorschub, Zapfen- und Zinkenschneiden, sowie die
mittels einer normal und schief aufgesetzten Kreissäge (der sogen. Taumelsäge)
auszuführenden Arbeiten. Es wird diese Mannigfaltigkeit durch die Anbringung je
eines winkelförmigen Tisches E und E1 rechts und links von
der Messerwelle unterstützt, welche beide so eingerichtet sind, daſs sie unabhängig
von einander senkrecht mittels Kurbel und Spindel verschoben werden können.
Wird die Maschine zum Hobeln von Kehlungen und Leisten benutzt, so werden beide
Tische auf gleiche Höhe geschraubt, durch ein Einlagestück K verbunden und auf den cylindrischen überstehenden Theil der Arbeitswelle
ein Hobelkopf geschoben. Der Vorschub des Holzes geschieht dann durch Riffelwalzen,
welche mit den Vorschub walzen der für glatte Arbeit bestimmten Hobelmaschine auf
denselben Achsen sitzen und von derselben Riemenscheibe aus bewegt werden.
Um die Maschine zum Abrichten und Fügen einzustellen, wird das Einsatzstück K entfernt und auf beide Tische E und E1
besondere leichte guſseiserne Aufsätze m und m1 (Fig. 5) so
befestigt, daſs die Oberfläche des Aufsatzes m genau in die
Höhe der Messersehneiden kommt, während der andere Aufsatz m1 wie sonst um eine Spandicke tiefer
steht.
In gleicher Weise läſst sich eine Kreissäge auf den cylindrischen Kopf der Welle
aufsetzen, oder es können durch Anbringung zweier Taumelsägen Zapfen und Zinken
geschnitten werden. Die Tische E, E1 mit ihren Aufsätzen m, m1 leisten bei
diesen Arbeiten wesentliche Dienste.
Das Vorgelege besteht im Wesentlichen aus einem Hohlguſsgestell F, in welchem die horizontale Antriebswelle p in ihrer Längsrichtung etwas verschiebbar gelagert
ist. Die Riemenscheiben q, q1 besorgen den Antrieb von der Transmission aus und Scheiben c2, c3 leiten denselben
nach der Maschine, während eine kleinere Scheibe d den
Vorschubmechanismus bedient. Es befindet sich an dem Vorgelege noch eine vertikale
Welle r, welche mittels Reibungsscheiben von p aus angetrieben wird; ein Gewicht t bringt diese Scheiben in und auſser Berührung. Die
vertikale Spindel r ragt über dem Tisch G hervor und ist zur Aufnahme von Fräsern, Taumelsägen
u. dgl. eingerichtet. Der Tisch G ist auf einem im
Boden geführten hohlen Schaft gelagert und mit äuſserem flachem Gewinde versehen;
die zugehörige Mutter ist auſsen verzahnt und durch eine Klinkenvorrichtung v derart beweglich, daſs sich der Tisch heben und
senken läſst. Auſserdem ist der Tisch noch horizontal verstellbar.
Am Vorgelege ist ferner noch eine Schweiſsäge angebracht, deren Antrieb unter
Vermittelung einer Kurbelschleife ebenfalls mittels Reibungsräder geschieht.
Bei einer von Richards und Comp. in Manchester nach Engineering, 1882 Bd. 33 * S. 131 gebauten combinirten Maschine ist eine von dem Vorgelege aus
betriebene Arbeitswelle in ähnlicher Weise wie bei Schmaltz zur Aufnahme der verschiedenen Werkzeuge ausgerüstet. Auch hier
lagert die Arbeitswelle horizontal in einer Aussparung des Gestelles, welches am
oberen Ende als Arbeitstisch ausgebildet und demzufolge mit verstellbaren
Anschlägen, besonderen Supportführungen u.s.w. versehen ist. Quer vor dem einen Ende
der Welle ist ein Auflagetisch angeordnet, welcher zur leichten Auswechselung der
Werkzeuge um ein Gelenk herumgeschlagen werden kann, so daſs der Wellenkopf frei
zugänglich wird. Am anderen Ende der Welle geht vom Gestell ein horizontaler Träger
aus, welcher die Bohrsupporte u.s.w. aufnimmt. Die Maschine zeigt eine sehr
gedrängte Anordnung.
Eine Construction von E. und J. Jackson
in Bradford bezieh. Leeds (* D. R. P. Nr.
6213 vom 11. August 1878) ist zur Erzeugung gewisser Arbeitstücke
bestimmt. Den Hauptconstructionstheil bilden zwei vertikale
Fräserwellen, welche bestimmt sind, ornamentirte Gegenstände, wie z.B. Geländersäulen, beiderseitig zu bearbeiten. Die eine
dieser Wellen ist vertikal verschiebbar im Tisch derart gelagert, daſs ihr Werkzeug
über den Tisch hervorragt, während die andere in einem supportartigen Querarm
gelagert ist, welcher um einen Ständer oberhalb des Tisches verdreht werden kann. Durch diese nach
allen Seiten drehbare Lagerung der oberen Welle ist das Werkzeug zum Angriff an
allen möglichen Punkten in horizontaler und vertikaler Richtung geeignet, wie zum
Bohren, Zapfen- und Zapfenlochschneiden, Nuthenfräsen und Façonschneiden, z.B. von
schraubenförmig gewundenen Kannelirungen auf cylindrischen und conischen Flächen.
Die Maschine besitzt ferner eine Kreissäge, welche, in einem verstellbaren Arme
gelagert, mittels einer Lehre für geraden und schrägen Schnitt gebraucht werden
kann.
Eine zweckmäſsige Combination von Kreissäge, Fräs- und
Bohrmaschine ist zum Zweck der fabrikmäſsigen Erzeugung der Einzeltheile
für Klaviere von Ad. Lexow in
Berlin (* D. R. P. Nr. 19106 vom 16.
December 1881) vorgenommen. Die Einzeltheile werden hierbei von einer
gehörig vorgearbeiteten Leiste nach einander abgeschnitten, wobei gleichzeitig
Kreissäge, Bohrer und Fräser zur Wirkung gelangen.
Die in Fig. 6 und 7 Taf. 2
veranschaulichte Maschine besitzt einen vertikal und zwei horizontal in Führungen
verschiebbar angeordnete Spindelkästen B, C und D, welche durch ein Hebelsystem zwangläufig mit
einander verbunden sind. Die Supporte B und C nehmen Bohrer oder Fräser auf, während der Support
D eine Kreissäge y
trägt. Bei einer Niederbewegung des Handhebels F wird
der Support B direkt niedergedrückt und gleichzeitig
hiermit die Hebel f, g, h um die Achse e so verdreht, daſs auch die Supporte C und D gegen das auf dem
Tisch A eingespannte Werkstück b vorgeschoben werden. Wird der Handhebel F
losgelassen, so führt dessen Belastungsgewicht die Supporte in ihre Endstellung
zurück.
Um Arbeitstücke von verschiedener Gröſse, sowie Bohrlöcher und Fräslücken von
verschiedener Tiefe bearbeiten zu können, ist der Abstand der Supporte C und D gegen das
Holzstück veränderlich gemacht. Eine auf den Stangen k
verschiebbare, am Kopf der Hebel h bezieh. i befestigte, geschlitzte Hülse l wird zu diesem Zwecke durch eine Schraube m
auf der Stange k entsprechend festgeklemmt.
Zum Einfräsen von Zahnlücken in die untere Seite des Arbeitstückes wird ein 4.
Support erforderlich, dessen Arbeitspindelachse unter dem Werkstück hinweggeführt
wird.
Eine für Kraftbetrieb bestimmte Abänderung dieser Construction zeigt keine
wesentlichen Unterschiede von der beschriebenen. Der Vorschub des Werkstückes
erfolgt hier selbstthätig durch eine mittels Curvenscheibe bewegte Stange, welche
den Arbeitsupport dadurch im geeigneten Augenblicke vorschiebt, daſs eine
Sperrklinke in die mit dem Support fest verbundene Zahnstange eingreift und diesen
vorrückt. In eine neben der ersten liegende Zahnstange mit entgegengesetzt
gerichteter Zahnstellung greift dann eine zweite Klinke ein, so daſs mittels dieser
beiden Klinken die Leiste während der nun folgenden Bearbeitung festgelegt ist. Die
Vorschiebung der ersten Sperrklinke erfolgt in einem Falle durch eine schiefe Fläche,
welche an einer von der Arbeitswelle hin und her geschobenen Antriebstange sitzt, im
anderen Falle durch Winkelhebel.
Mg.
Tafeln