| Titel: | Ueber Neuerungen im Hüttenwesen. |
| Fundstelle: | Band 250, Jahrgang 1883, S. 123 |
| Download: | XML |
Ueber Neuerungen im Hüttenwesen.
(Fortsetzung des Berichtes S. 79 d.
Bd.)
Patentklasse 40. Mit Abbildungen auf Tafel 10.
Ueber Neuerungen im Hüttenwesen.
Ueber die Herstellung von Antimon und Zink.
Die Antimonhüttenprozesse werden von R. Helmhacker in der Berg- und
Hüttenmännischen Zeitung, 1883 S. 191 eingehend besprochen.
Senarmontit, Sb2O3,
findet sich in verhüttbaren Mengen nur in der Provinz Constantine in Algier- fast
sämmtliches Antimon wird aus Antimonit, Sb2S3, hergestellt.
Zu der auf vielen Werken ausgeführten Saigerung des Antimonites zu gesaigertem
Spieſsglanz oder sogen. Antimonium crudum sind nur
reiche Erze geeignet, da die ärmeren zu viel Antimon haltige Saigerrückstände
hinterlassen, welche bis jetzt erst in einer Hütte (Mileschau bei Prag) verarbeitet
werden. (Vgl. C. A. Hering 1878 230 253.)
Zur Herstellung von Antimonmetall in Tiegeln wird
Spieſsglanz mit Natriumcarbonat geschmolzen; es bildet sich Antimonmetall und ein
Sulfosalz, welches beim Zersetzen mit Säuren Antimonpentasulfid, sogen. Goldschwefel
liefert. Nach einem anderen Verfahren wird Schwefelantimon geröstet, das erhaltene
Sb2O4 mit rohem
Schwefelantimon gemengt und erhitzt, wobei die Zersetzung nach folgender Gleichung
vor sich gehen soll: 3Sb2O4 + 2Sb2S3
= 10 Sb + 6SO2.C. A. Hering bemerkt dazu in der Berg- und Hüttenmännischen Zeitung, S. 394,
diese Reactionsgleichung entspreche der Praxis keineswegs. Wenn nicht
reducirende oder zerlegende Substanzen vorhanden sind, erfolge bei dem
Zusammenschmelzen von Sb2O4 mit Sb2S3 kein metallisches Antimon,
sondern es bilde sich das bei reinen Substanzen schön rothe Antimonglas,
welches eine werthvolle Handelswaare ist. Nach dem ältesten
Verfahren schmilzt man rohes Schwefelantimon mit Eisenspänen zusammen. Diese
Verhüttungen im Tiegel erfordern viel Brennstoff und gröſsere Anlagen; sie gelingen
aber leichter als die folgenden Verfahren.
Bei der Darstellung des Antimonmetalles in Flammöfen ist
besonders die Herstellung einer dichten Herdsohle wichtig, da das dünnflüssige
Metall durch alle Ritze hindurchsickert. Wo man keine künstliche dauerhafte
Herdsohle herzustellen vermag, müssen kostspielige natürliche Granit- oder andere
Gesteinsquader, welche muldenförmig ausgehöhlt sind und aus einem Stücke bestehen,
das Herdtiefste ersetzen. Die natürlichen Herdquader dürfen aber nicht dem frischen
Gestein entnommen sein, sondern müssen den mürberen halbverwitterten Abarten
angehören, da die festen Steine durch die Hitze meist bersten.
Man bringt nun das ungeröstete Erz mit der erforderlichen Menge von Eisenspänen
zusammen in den Ofen, wo dasselbe leicht schmilzt und zerlegt wird. Es kann jedoch
nicht alles Antimon aus dem Erze gewonnen werden, da ein Theil desselben sich
verflüchtigt, ein anderer Theil des Schwefelantimons von dem gebildeten
Schwefeleisen gebunden wird. Beim Verhütten des Antimonites durch Zusammenschmelzen
mit Soda schäumt die Mischung und greift den Ofen sehr stark an. Nach dem dritten
Verfahren werden die Antimonite geröstet, so daſs kleine Klumpen entstehen von
leicht schmelzbarem Trisulfid, Sb2S3, und den Oxyden, Sb2O3 und Sb2O4, welche mit Kohlenlösche,
Eisenabfällen und Soda oder nur mit Kohle und Soda gemengt in den Flammofen
kommen. Dieses
Verfahren erfordert schon eine gröſsere Uebung und Aufmerksamkeit der Arbeiter. Wenn
man die Reduction des gerösteten Antimonites mittels Soda und Kohle vornimmt, so
wechselt der Zusatz von Kohle von 8 bis 13 Proc., der Zusatz von Soda von 9 bis 11
Proc. Man vermeidet überhaupt, wo es möglich ist, den Zusatz von Eisen, da die
Schlacken schwieriger schmelzbar sind und das Metallbad nicht ganz decken. Auſserdem
aber wird ein stark Eisen haltiger Regulus erhalten, dessen Raffinirung
zeitraubender und kostspieliger ist. (Vgl. Röſsner 1862
166 449.)
Zur Röstung und Reduction des Erzes in demselben Flammofen eignen sich besonders die
Oefen mit geneigter Herdsohle, deren muldenförmige Vertiefung an der einen
Längenseite des Ofens sich befindet. In diesem Falle saigert aus dem eingetragenen
Erze zuerst immer das so äuſserst leicht schmelzbare Schwefelantimon, Sb2S3, aus, mag man
die Hitze noch so gelinde machen. Erst später, nachdem Antimonoxyde entstehen und
sich mit dem Schwefelantimon mischen, wodurch sich Klümpchen bilden, hört die
Saigerung des Erzes auf. Das in der Mulde angesammelte geschmolzene Erz wird
abgestochen oder ausgeschöpft und zu Antimonium crudum
erkalten gelassen. Nach erfolgter Abröstung setzt man Kohle und Soda (oder auch
Eisen) zu, wodurch der Röstprozeſs in das Stadium des Reductionsprozesses tritt und
die Mulde mit Rohantimon sich füllt.
Der groſse Brennstoffaufwand und Verdampfungsverlust beim Flammofenprozeſs läſst die
Reduction in Schachtöfen als vortheilhafter erscheinen.
Versuche in einem Halbhochofen mit einer Beschickung aus Kokes, Saigerrückständen
und Puddelschlacke ergaben ungenügende Resultate. Versuche, oxydische
Antimonproducte im Schachtofen zu Gute zu bringen, welche Helmhacker beschreibt, führten zwar auch nicht zu einem befriedigenden
Ziele; sie lassen jedoch die Durchführbarkeit des Prozesses wahrscheinlich
erscheinen. Die Versuche scheiterten namentlich daran, daſs etwa 12 Proc. Asche
enthaltende Kokes und staubförmiges Oxyd unter Zusatz von Raffinirschlacken
verwendet wurden. Es wurde daher das staubförmige Oxyd mit 10 Proc. Natriumsulfat
und etwas Wasser zu Steinen geformt und je 100k
derselben mit 33k Holzkohle in den mit Holzkohle
angewärmten Schachtofen aufgegichtet. Die Gichten gingen regelmäſsig nieder. Im
Schachtofenraume zeigte sich in der Richtung der Windeinströmung eine ziemlich
lebhafte Glut und ein so zahlreiches Niedertropfen von regulinischem Antimon in
kleinen Kügelchen, daſs der Niederfall desselben mit einem schwachen Regen
verglichen werden könnte. Durch 6 Stunden etwa war die Glut durch das Düsenguckloch
sichtbar, bis sich immer mehr schwarze oder schwärzliche Schlackenkugeln (zu
Natriumsulfid reducirtes Glaubersalz) vor der Form anhäuften und ein Niedersinken
des Brennstoffes verhinderten. Die Glut nahm allmählich ab, bis es vor der Form
dunkel wurde. Nichts desto weniger brannte die Kohle im Ofen doch, wenn auch im
Schach träume über der Form, so daſs trotz Versetzung des unteren Raumes des
Schachtofens die Reduction zu Antimon und die Schmelzung des reducirten Metalles
keinerlei Störung erlitt. Man stach während der Zeit, als vor der Form noch Glut
sichtbar war, in je 2stündigen Pausen etwa 150 bis 200k Rohmetall ab. Der Abstich aus dem Tiegel geschah leicht und floſs das
Metall ruhig in die Mulden in der Hüttensohle ab, wo es mit dunkelgrauer rauher
Oberfläche erstarrte. Neben dem Metalle oder nach demselben floſs jedoch wiederum
gar keine Schlacke ab. Als nun der Beschickung noch Soda zugesetzt wurde, muſste der
Versuch nach einigen Stunden unterbrochen werden, weil sich der Ofen verstopfte. Die
Ursache des Miſslingens dieses letzten Versuches liegt darin, daſs es nicht gelang,
eine der leichten Schmelzbarkeit und Reducirbarkeit des Antimons entsprechende
leicht schmelzbare Schlacke zu finden; sonst erscheint die Aufgabe, das Antimon auch
in Krummöfen darzustellen, gelöst.
Je nach der Beschaffenheit der verhütteten Erze und der Darstellungsart des
Rohantimons ist seine Zusammensetzung verschieden:
I
II
III
IV
Antimon
94,5
84
97,2
95
Eisen
3
10
2,5
4
Schwefel
2
5
0,2
0,75
Arsen
0,25
1
0,1
0,25
Gold
Spur
–
–
–
Das in Flammöfen erzeugte Rohantimon (I und II) enthält, wenn
unter Zusatz von Eisenabfällen erzeugt, viel Eisen. Das Arsen und die Spuren Gold
stammen meist aus beigemengten Pyriten und Arsenopyriten. Rohantimon, welches in
Krummöfen aus oxydischen Erzen erblasen wurde (III und IV), enthält weniger
Verunreinigungen.
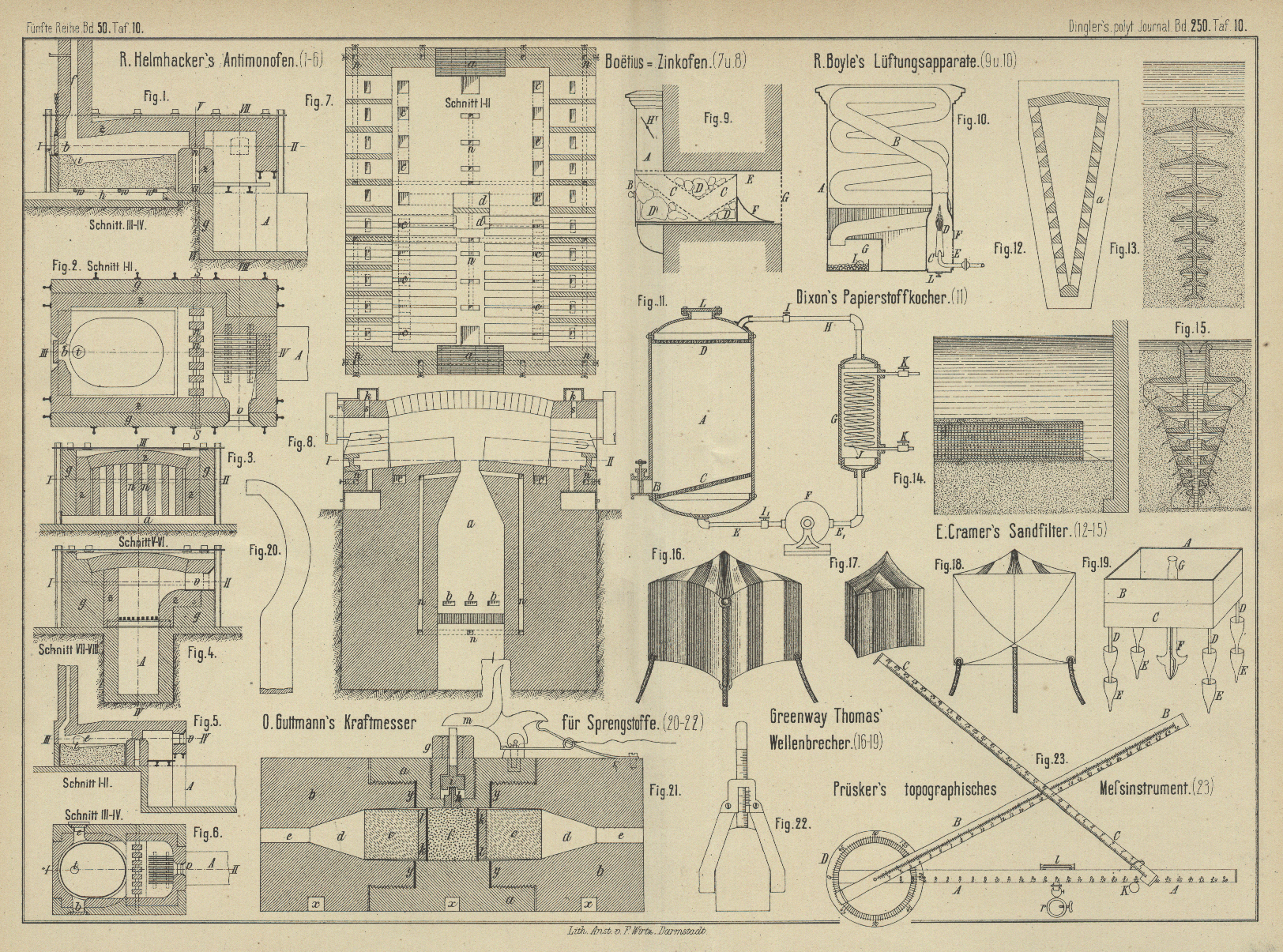
Einen praktisch bewährten RaffinirofenVon C. A. Hering, wie derselbe a. a. O. S. 394
hervorhebt. zeigen Fig. 1 bis
4 Taf. 10 in 1/80 n. Gr. Der Ofen besteht aus dem Kerngemäuer z aus feuerfesten Steinen und aus dem Rauhgemäuer g von gewöhnlichen Ziegeln; das Ganze wird durch alte
Eisenbahnschienen in bekannter Weise zusammengehalten. Der mit dem Aschenkanale A verbundene Feuerraum kann auch mit Treppenrost
versehen werden. Der mit Schieber S versehene Kanal a führt den in der Feuerbrücke mündenden Kanälen n Luft zu, damit die Verbrennung eine vollständigere
sei. Die Feuerungsöffnung v befindet sich an der Seite
oder wie in Fig. 5 und
6 vorn. Die Arbeitsthür b wird passend durch
eine aus feuerfesten Steinen bestehende, von einem Eisenreifen umfaſste Thür
geschlossen. Ist diese Thür in der Richtung der Ofenachse dem Feuerraume gegenüber
angebracht, so ist zwar der Ofengang ein tadelloser, wie dies thatsächlich bei dem
in Fig. 1 bis 4
dargestellten Ofen stattfand; allein da durch die Arbeitsthür sowohl die Schlacken
abgezogen werden, als auch der Regulus ausgeschöpft wird, so bekommt der
Hüttenarbeiter, welcher in Antimonhütten ohnehin viel zu leiden hat, auſser der
gröſseren Hitze noch zuweilen etwas Rauch in das Gesicht, weil die Thüröffnung in
der Richtung des Zuges der Ofengase liegt. Diese Rücksicht auf den Arbeiter war die
Veranlassung, daſs die Arbeitsthür seitlich gelegt wurde, obgleich hierdurch der
tadellose Ofengang etwas erschwert wird. Noch zweckmäſsiger ist es, zwei
Arbeitsthüren anzubringen. Die eine Oeffnung b (Fig.
6) dient zum Eintragen des Rohantimons und zum Ausschöpfen des raffinirten
Metalles, die andere e zum Abziehen der Schlacke. Bei
einer Arbeitsöffnung hat der Arbeiter bei der Operation des Gieſsens des Metalles
nicht nur von der Hitze, welche aus der Thüröffnung ausstrahlt, sondern auch noch
von der Wärme der auf der Hüttensohle unter der Thür angehäuften Schlacken zu
leiden. Auſserdem ist es weniger reinlich, aus derselben Oeffnung Schlacken zu
ziehen und Metall zu schöpfen.
Als Herdstein ist auch hier nur ein durch anfangende Verwitterung angegriffener
Granit tauglich, welcher hinreichend fest, aber doch auch genug porös sein soll, um
der ungleichen Ausdehnung durch Wärme zu trotzen. Man kann jedoch nie sicher
voraussehen, wie lange ein scheinbar guter Granitquader im Ofen aushält; einige
reiſsen schon bei der ersten Hitze, andere dauern bis 1 Jahr aus, ehe sie Risse
erhalten, durch welche das Metall ausflieſst. Auſserdem greift die auf dem
Metallbade schwimmende Decke von flüssiger Soda die Bestandtheile unter Bildung von
Natriumsilicaten und Natriumaluminaten an. Die ausgemeiſselte Mulde erhält an ihrer
tiefsten Stelle noch einen Tümpel t, um das Ausschöpfen
zu erleichtern. Der Quader selbst steht frei im Ofen und stöſst nur hinten an die
Wand an, wo sich die Arbeitsöffnung b befindet. Unten
ruht er auf drei eisernen Walzen w, welche auf drei im
Mauerwerk eingelassenen alten Eisenbahnschienen h
liegen.
Die Kostspieligkeit dieses Granitherdes war die Veranlassung, den Herd aus Chamotte
herzustellen. Zu diesem Zwecke wird zwischen den 4 Mauern des Ofens ein Herd
gestampft, welcher im unteren Theile aus einem Gemenge von Chamottestaub mit
Kokespulver, im oberen muldenförmig vertieften Theile aus reinem Chamottemehle
besteht. Dieser Herd ist nicht kostspielig; denn auſser dem, daſs das Material
desselben wenig Werth besitzt, entfallen in der Ofensohle noch die Eisenwalzen und
Eisenbahnschienen, welche dem Granitherde als Unterlage dienten. Der Chamotteherd
aber hat sich nicht bewährt, da, wie es in der Natur der Sache liegt, das gestampfte
Herdmaterial, die Chamotte der Mulde, viel eher von der glühend flüssigen Soda
angegriffen wird als das dichtere Gesteinmaterial des Granitherdes. Der tiefere, vom
Feuer nicht direkt getroffene Herd wird aber locker und füllt sich mit einsickerndem
Metalle, welches überdies noch durch die Fugen des Ofengemäuers dringt und häufig in
den Aschenkanal unter den Rost tröpfelt. Der Herd wird also bald ausgefressen und
muſs demnach öfter erneuert werden, was trotz dessen billigerer Herstellung neue
Kosten der abermaligen Herdzustellung erfordert, so daſs man schlieſslich doch wo
möglich zu dem kostspieligen Granitherde zurückgreift. Wo jedoch ein Granitherd
nicht zu erhalten ist, muſs man sich mit einem gestampften Herde, welcher aus einem
Gemenge von Chamottemehl mit Thon besteht, behelfen. Um den Verlusten an Metall,
welches in der Regel durch den gelockerten Herd in das Mauerwerk und durch letzteres
in den Aschenkanal durchsickert, zu begegnen, stampft man den Herd in einen
genieteten Blechcylinder von ellipsoidischer Basis (vgl. Fig. 5 und
6), wodurch das in den Herd einsickernde Metall wenigstens in diesem
zurückgehalten wird und seinen Weg nicht durch das Mauerwerk linden kann.
Die Zustellung des Herdes im Raffinirofen ist noch ein verbesserungsfähiger Theil, da
es bisher noch nicht gelungen ist, ein für glühende flüssige Soda völlig oder doch
ziemlich widerstandsfähiges und billiges Material zu finden. Man hat zwar als
Herdmaterial geschnittenen dichten Talk (Speckstein, Steatit) und Magnesitchamotte
verwendet; allein beides hat sich nicht bewährt. Steatit blättert sich in der Hitze
auf und Magnesitchamotte ist zu wenig fest.
Ist das zum Raffiniren bestimmte Rohantimon sehr unrein, so wird es zunächst mit Soda
und Antimonglas behandelt, weniger verunreinigtes nur mit Antimonglas. Letzteres,
auch Vitrum antimonii genannt, ist ein
zusammengeschmolzenes Gemenge von Antimonsulfid und Antimonoxyd und bildet eine
glasartige, diamantglänzende, dunkelgrau bis schwarzbraun gefärbte Masse, welche
fast ebenso leicht schmilzt, aber beständiger ist als die beiden Bestandtheile. Da
das in den mit der Esse f verbundenen Flugstaubkanälen
sich absetzende Antimontrioxyd meist mit Ruſs und Aschetheilchen verunreinigt ist,
so verwendet man das an den heiſsesten Stellen der Esse und Flugstaubkanäle in
dicken, weiſsen krystallinischen Krusten sich absetzende Tetroxyd, Sb2O4, welches nun mit
gesaigertem Spieſsglanze zusammengeschmolzen wird (vgl. 1869 191 225).
Man trägt nun 600 bis 700k Rohantimon in den nur
kirschrothwarmen Ofen ein. Anfangs raucht es etwas durch Bildung von
leichtflüchtigem Trioxyde; dabei entweicht auch ein Theil des etwa als
Verunreinigung beigemengten Arsens, dessen Oxyd, As2O3, flüchtiger ist als das Sb2O3. Sobald das
Metall nach ½ bis 1 Stunde eingeschmolzen erscheint und die Herdmulde als Metallbad
mit etwas unreiner und fortwährend Dämpfe von Sb2O3 ausstoſsender Oberfläche ausfüllt,
setzt man je nach dem Reinheitsgrade des Rohmetalles 3 bis 7 Proc. Soda zu. Zuweilen
mengt man der Soda noch Kokesstaub oder Holzkohlenlösche bei. Die eingeschmolzene
Soda deckt nun das Metallbad, welches weniger raucht und nur stellenweise Flämmchen
aus sich bildenden Blasen aufsteigen läſst. Die Hitze wird bis zur Rothglut
gesteigert, da sonst die Soda nicht einschmelzen würde. Unter der Decke von
geschmolzener Soda bleibt das Metall je nach Bedarf, was eben die Uebung lehrt, 1 bis 3 Stunden, bis
die anfangs dünnflüssige reine Soda eine ziemlich dickflüssige Sodaschlacke bildet,
aus welcher die Bläschen nur träge aufsteigen. Die Sodaschlacke wird nun mit einem
flachen, auf langem Eisenstiele befestigten Eisen derart abgezogen, daſs man die
Schlackendecke langsam und vorsichtig gegen die Arbeitsöffnung zieht und hier
abflieſsen läſst. Die letzten Reste der Raffinirschlacke müssen vorsichtig abgezogen
werden, so daſs die Metalloberfläche schlackenrein erscheint.
Das so durch Bildung von Sulfarseniat, Sulfantimoniat und Schwefeleisen gereinigte
Metall, oder, falls eine solche Behandlung mit Soda nicht erforderlich war, das
eingeschmolzene Rohantimon wird nun zur Entfernung des Eisens und letzten Restes
Schwefel mit Antimonglas behandelt. Zu diesem Zwecke bringt man auf die reine
Metallfläche für je 100k Metall 3k gesaigertes Schwefelantimon und 1k,5 Antimonoxyd, Sb2O4, welche schnell zusammenschmelzen,
worauf man noch 4k,5 kohlensaures Kalium oder
Kalium-Natriumcarbonat hinzusetzt. Die geschmolzene Mischung deckt das Metall völlig
und schützt es vor Oxydation. Nach höchstens ¼ Stunde ist die Reinigung des Metalles
beendet und schreitet man daher zur Ausschöpfung. Diese Operation, so einfach sie zu
sein scheint, erfordert in der Ausführung eine bedeutende Uebung; von dem Gelingen
derselben hängt es ab, ob der ausgeschöpfte Regulus als Verkaufswaare verwendet
werden kann oder abermals umgeschmolzen werden muſs. Vor der Ausschöpfthür befindet
sich eine horizontale Steinplatte in der Höhe der Thüröffnung als Tisch, auf welchem
die guſseisernen Formen, welche dem eingegossenen Regulus entweder die Barren- oder
Brodlaibform (Kugelabschnittform) geben sollen, stehen. Weiter hängt knapp vor der
Thüröffnung eine am Dachgebälke befestigte Eisenkette, welche durch einen in die
oberen Glieder einzusteckenden Haken schlingenartig je nach Bedarf verlängert oder
verkürzt werden kann. In die Kettenschlinge wird der guſseiserne, an einem langen
Rundeisenstiel angenietete, halbkugelförmig vertiefte Löffel, welcher etwa 15 bis
20k Regulus faſst, gesteckt. Der Löffel kann
als Hebel, welcher seinen Stützpunkt in der Kettenschlinge hat, von unten nach oben,
dann aber auch durch Schieben der Kette von vorn nach hinten bewegt werden. Um das
flüssige Antimon aus dem Raffinirofen zu schöpfen, taucht der Gieſser den Löffel
derart schief in das Metallbad ein, daſs er nebst dem Metalle noch eine etwa 1 bis
3cm dicke schützende Antimonglasdecke mit
einfüllt. Beim Herausschieben des Löffels bis zu den Guſsformen und Wenden
desselben, um ausgieſsen zu können, muſs so vorsichtig eingegossen werden, daſs
vorerst ein wenig Glas in die Form gelangt, damit das Metall nicht direkt die
Eisenwandungen berührt, sondern von einer wenn auch dünnen Lage des Glases umhüllt
ist. Sobald der erste Einguſs geschehen, muſs das Ausgieſsen so erfolgen, daſs mit
dem flüssigen Regulus
zugleich Antimonglas abflieſst und die Metalloberfläche mindestens 5mm hoch bedeckt.
Ist das Metall hinreichend gereinigt, enthält es namentlich höchstens Spuren von
Eisen und war der Regulus beim Ausgieſsen in die Formen immer von Antimonglas
bedeckt, so bildet sich auf der oberen Regulusfläche der sogen. Stern, indem sich das Metall früher abkühlt als die
Glasdecke und nun beim Erstarren radial verlaufende, kielartig erhöhte Linien
bildet. Kleinere Güsse, deren Stern leichter gelingt, haben einen groſsen Stern,
dessen Mitte mit der Oberflächenmitte des Metallkönigs zusammenfällt; gröſsere
Guſsstücke haben viele, sich gegenseitig hemmende Sterne. Auch die Seitenflächen des
Regulus, welche durch die wenn auch dünne Antimonglashülle von den Wandungen der
Form getrennt waren, besitzen gestrickt dendritische Zeichnungen, welche das
Bestreben verrathen, sich sternförmig zu gruppiren.
Dieser so beschaffene Regulus, welcher auf der ganz glatten zinnweiſsen, glänzend
spiegelnden Oberfläche die erhöhten, gestrickt dendritischen, radial gruppirten
Kiele besitzt, heiſst Regulus antimonii stellatus und
ist Handelswaare. Der Stern dient als Zeichen der Reinheit, da nur Eisen freies
Metall mit dem Sterne erstarrt. Allein die Abwesenheit des Sternes an der
Metalloberfläche ist nicht als Zeichen der Unreinheit des Regulus aufzufassen, da
selbst das allerreinste raffinirte Metall dann keinen Stern gibt, wenn es beim
Gieſsen vom Antimonglas nicht völlig bedeckt war, oder wenn es in der schützenden
Glasdecke Lücken gab, oder wenn die Erstarrung der Decke vor dem Festwerden des
Metalles erfolgte. Ein reiner Regulus, welcher im Bruche die schönsten
krystallinischen Spaltflächen zeigt und bei der Analyse die Probenreinheit besteht,
ist aber ohne Stern nicht als Handelswaare abzusetzen; im Handel entscheidet nicht
die Analyse, sondern der Stern über die Reinheit des Antimons. Entsteht beim
richtigen Ausgieſsen des Regulus unter der Antimonglasdecke kein oder nur ein
unbedeutender Stern, so ist die Reinigung noch nicht beendet und muſs wiederholt
werden.
Nach dem Erkalten des Metalles in den Formen zerfällt das spröde Antimonglas durch
leichte Hammerschläge und der Metallblock fällt beim Umkehren der Form heraus. Die
an den Seitenwänden haftenden dünnen Decken werden mit Hämmern vorsichtig
abgesprengt und erforderlichen Falles noch mit Drahtbürsten gereinigt. Das Metall
ist dann zinnweiſs, glänzend und läuft an der Luft nicht im geringsten an. Durch
Schlag zerfällt es leicht und zeigt groſse spiegelnde Spaltungsflächen nach einem
dem Würfel ziemlich ähnlichen Rhomboëder. Der Stern gelingt nur unter dem
Antimonglase; wenn sich aber neben demselben noch weiſse nuſsgroſse Augen von im
Glase nicht zergangenem Alkalicarbonate zeigen, was immer der Fall ist, sobald die
letzten Regulusreste aus dem Muldentiefsten geschöpft und gegossen werden, so bildet
sich unter dem erstarrten Alkalicarbonate kein Stern, wenn dieses zufällig
unmittelbar auf der
Metalloberfläche aufruht. Auch unter geschmolzenem Kalium-Natriumcarbonate bildet
Antimon keinen Stern, sondern nur eine rauhe unansehnliche Fläche. Die
Raffinirschlacke kann meist noch einmal verwendet werden. Sie enthält dann
Schwefelnatrium, Schwefelantimon, Antimonoxyde, Eisenoxydul, Schwefeleisen,
Thonerde, Kieselsäure u. dgl. Der Antimongehalt entspricht 20 bis 60 Proc. Metall;
die Schlacke wird bis jetzt aber nicht weiter verwerthet.
Der aus Antimontrioxyd bestehende Flugstaub ist meist durch mitgeführten Ruſs oder
Aschenstaub grau gefärbt; zuweilen verstopft das nichtflüchtige Tetroxyd die Züge,
so daſs es während der Arbeit herausgekratzt werden muſs. Um die Bildung desselben
möglichst zu beschränken, mäſsigt man durch Schieberregulirung den Luftzug so weit,
daſs der Ofen fast aus den Arbeitsthüren raucht. Das Antimonoxyd wird aus den
Flugstaubkammern möglichst selten entleert, weil die Arbeiter dabei von Kopfschmerz
und Erbrechen befallen werden. Die Arbeiter am Raffinirofen haben 8stündige
Schichten und müssen mindestens jede Woche abgewechselt werden; denn während der
Arbeitswoche zeigen sich bei zu Ausschlägen geneigten Personen schon eiternde
Pusteln an den Schenkeln oder der Brust oder auch am Halse. Die Geschwüre verlieren
sich indessen bei Veränderung der Arbeit bald.
Der Raffinirofen, wie er in der Zeichnung dargestellt ist, verbrennt in 24 Stunden
600k mittelguter Steinkohlen, wobei 2 bis 3
Hitzen mit 600 bis 700k Metall je nach der
Reinheit des zu raffinirenden Rohantimons gemacht werden. Mit Hinzurechnung des
Materialienverbrauches – nämlich von Soda, Potasche, Antimonglas – und mit
Berücksichtigung des Verlustes von 20 bis 30 Proc. durch Flugstaub und Verschlackung
kostet das Raffiniren von 100k Rohregulus 4 bis 5
M.
Nach einem Berichte von K F. Föhr in der Berg- und Hüttenmännischen Zeitung, 1883 S. 4 u. 13
über die oberschlesischen Zinkhütten wird bei
Neuanlagen jetzt vielfach der Boëtius-Ofen (Fig.
7 und 8 Taf. 10)
vorgezogen. Jeder Ofen hat 2 Generatoren a, so daſs die
Feuergase eines jeden Generators je den halben Ofen bestreichen und dann in der
Mitte desselben durch einen gemeinsamen Hauptkanal d
nach unten abziehen, bezieh. in die zwischen den Muffeln angebrachten Füchse c fallen und durch den die letzteren verbindenden Kanal
in den erwähnten Hauptkanal d abziehen. Die
erforderliche Verbrennungsluft strömt sowohl durch Züge b direkt über dem Gasschachte, ähnlich wie bei dem Systeme Bicheroux, in den Ofen, theils wird sie durch in den
Ofenwänden ausgesparte Kanäle n eingeführt. Die Luft
tritt zum Theil mit den Feuergasen dort zusammen, wo sie in den Verbrennungsraum des
Ofens eintreten, d.h. in dem obersten Räume des Gasgenerators. Der gröſsere Theil
der Verbrennungsluft wird aber durch die Ofenwände selbst in ausgesparten Kanälen
n so eingeführt, daſs diese Luft den im
Verbrennungsschachte erst halb verbrannten Feuergasen entgegentritt und sie so allmählich
vollständig verbrennt. Die äuſseren Oeffnungen der einzelnen Luftzutrittskanäle sind
mit Regulirschrauben versehen, um die Hitze im Ofen ganz beliebig regeln zu können.
Auf diese Weise wird eine ungemein gleichmäſsige Hitze im Inneren des Ofens erzielt.
Dadurch werden die Muffeln besser geschont, so daſs das Boëtius'sche System gewöhnlichen Oefen gegenüber nicht nur an Kohlen,
sondern auch indirekt an Thon Ersparniſs bringt. Vor den Siemens'schen Oefen hat dieses System den Vortheil billiger Anlage und
Erhaltung bei fast derselben Brennstoffersparniſs.
Um die den Arbeiter beim Ausräumen so sehr belästigenden Dämpfe abzuführen, wird das
Gewölbe der Vorkapellen mit einem Abzugsschlitze s
versehen, welcher in einen auf dem Ofenfirste hinlaufenden Kanäle k mündet, der in eine kleine Esse führt. In
Hohenlohe-Hütte werden z.B. alle Oefen auf diese Weise umgebaut, lediglich zum
Schütze der Arbeiter. In Silesia-Hütte bei Lipine wurden die Zinköfen auf ihrer
Langseite mit Schutzdächern von starkem Kesselblech versehen. Dieselben konnten beim
Ausräumen herabgeschlagen werden, so daſs die schädlichen Dämpfe genöthigt waren,
hinter ihnen aufzusteigen. Sie wurden dann ebenfalls durch einen an dem Ofenfirste
hinlaufenden Kanal abgesaugt. Der Kanal mündete in eine kleine, unmittelbar auf dem
Ofen angebrachte Esse von Kesselblech; letztere ragte nur wenig zum Dache der
Zinkhütte hinaus. Jedoch soll sich diese Einrichtung nicht bewährt haben, da bei
widrigem Winde die Dämpfe nicht abgesaugt, sondern sogar unter dem Schutzdache
hervor gegen den Arbeiter getrieben wurden.
Auf einigen Hütten versucht man glasirte Destillationsgefäſse zu verwenden; im
Uebrigen sind die Muffeln dieselben geblieben. Eine Muffel kostet im Durchschnitte 4
bis 5 M., eine Vorlage 12 bis 15 Pf. Die durchschnittliche Haltbarkeit der Muffeln
betrug auf Antonien-Hütte 32,3 Tage. Die 3theiligen Vorlagen von Dagner (1880 236 * 486)
haben sich auf der Pauls- und Wilhelminen-Hütte, sowie auf der Hohenlohe-Hütte
bewährt. Die Hauptvorlage wird wie gewöhnlich jede Schicht entleert, das sich in der
zweiten Vorlage absetzende flüssige Zink läuft zum gröſseren Theile in die unterste
Vorlage. Der zurückgebliebene Rest wird nur alle 2 bis 3 Tage abgestochen. In der
obersten Vorlage findet sich gewöhnlich ein Gemisch von Zinkoxyd und Zinkstaub, wie
in den Vorstecktuten (Allongen). Da jedoch in der zweiten Vorlage hauptsächlich
metallisches Zink gebildet wird, so ist das Ausbringen an Zinkmetall bei den Dagner'schen Vorlagen höher als bei der gewöhnlichen
Vorlage, jedoch auf Kosten des Ausbringens an Zinkstaub. Bei der 3theiligen Vorlage
ist übrigens die Gefahr der Bildung von Zinkoxyd gröſser, weil die Luft leichter
eindringen kann. Ferner wirkt diese Vorlage sammt der aufrecht stehenden
Vorstecktute (vgl. Fig. 8) als
kleine Esse und begünstigt so auch in der Muffel das Verbrennen von Kohle. (Vgl. Stelzner 1881 242 53.) So
erhält man durch die Dagner'sche Vorlage unter Umständen zwar
mehr Zinkoxyd, aber nicht mehr Zinkmetall. Dies wird in erhöhtem Maſse bei älteren
Vorlagen, welche leicht Risse bekommen, der Fall sein. Dieses negative Resultat hat
z.B. die Fortsetzung der Versuche auf Antonien-Hütte ergeben. Dort verringerte sich
das anfängliche Mehrausbringen der Vorlagen dergestalt, daſs man schlieſslich zu
einem kleinen Ueberschusse der gewöhnlichen Vorlagen kam. Ein Vortheil dieser
Vorlage liegt darin, daſs die Vorstecktuten beim Auskellen des Zinkes nicht
abgenommen zu werden brauchen.
Empfohlen werden die cylindrischen, senkrechten Vorstecktuten der Hohenlohe-Hütte, da
sich der Staub aus dem senkrecht aufsteigenden Gasstrome vollkommener absetzt als
aus wagrechten. Sind dieselben mit der Dagner'schen
Vorlage verbunden, so tritt überhaupt keine Zinkflamme auf, die Gase treten oben
durch eine kegelförmige Dille aus und zwar auf der zum Ofen gekehrten Seite. Dadurch
und durch die Höhe des Austrittes belästigen die abziehenden Gase den Arbeiter gar
nicht, so daſs es fast überflüssig scheint, diese Dille durch ein Blechrohr zu
ersetzen, welches in den schon oben erwähnten, auf dem Ofenfirste angebrachten
Längskanal mündet. Die Brust der Vorstecktute ist mit einer Ventilklappe versehen;
der Boden läſst sich – um den Zinkstaub nach Bedarf entleeren zu können, ohne die
Tute abnehmen zu müssen – nach unten aufklappen. Der Einfachheit halber werden
sämmtliche Vorstecktuten an eine längs des Ofens hinlaufende Stange gehängt.
Tafeln