| Titel: | J. E. Reinecker's Drehbank zum Hinterdrehen von rotirenden Schneidewerkzeugen. |
| Fundstelle: | Band 250, Jahrgang 1883, S. 443 |
| Download: | XML |
J.
E. Reinecker's Drehbank zum Hinterdrehen von
rotirenden Schneidewerkzeugen.
Mit Abbildungen auf Tafel 31.
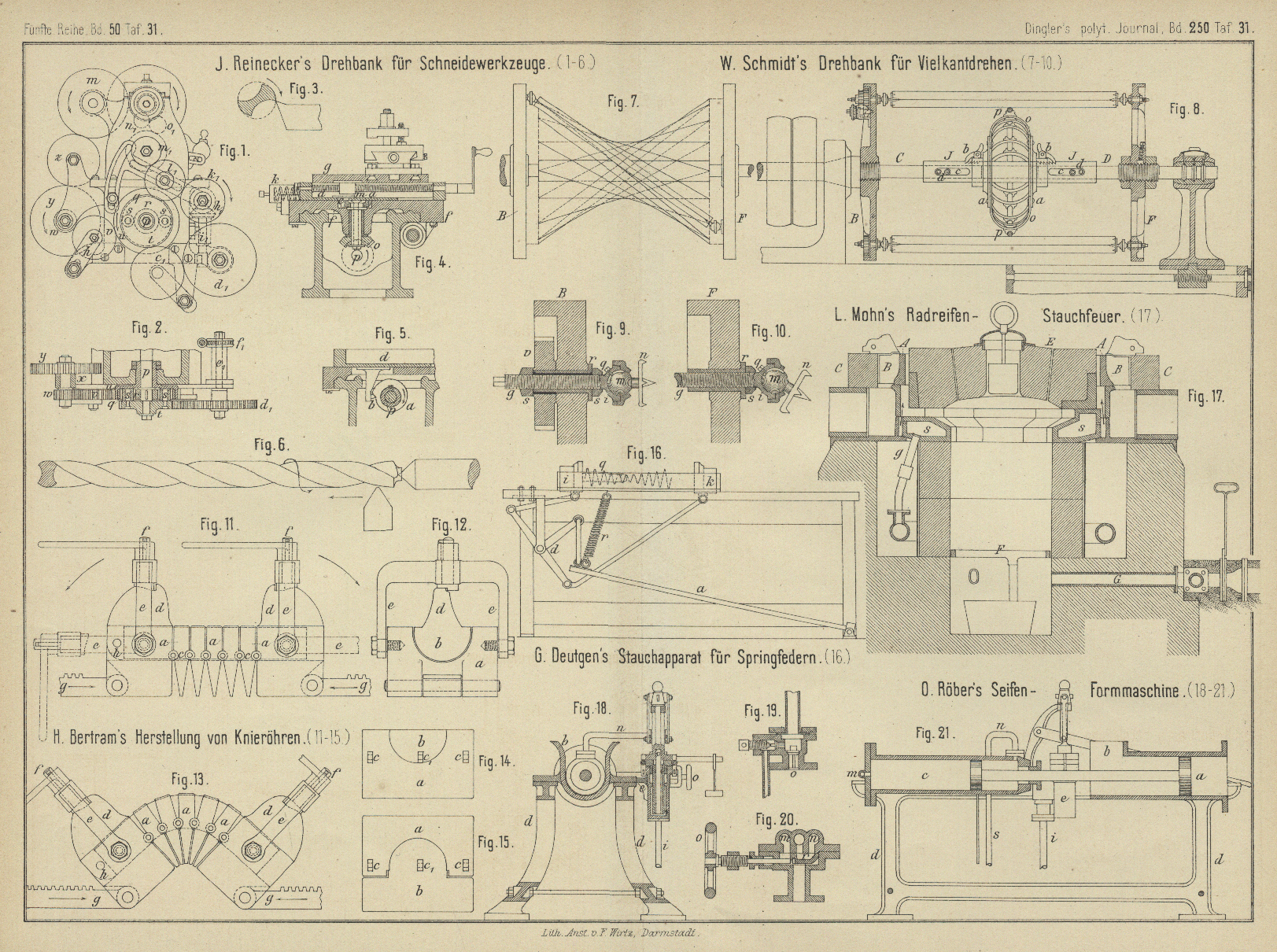
Reinecker's Drehbank für Schneidewerkzeuge.
Das Hinterdrehen von Fräsern, Gewindebohrern, Spiralbohrern u. dgl. mit geraden oder
schraubenförmig gewundenen Nuthen geschieht bei der von J.
E. Reinecker in Chemnitz (* D. R. P. Kl. 49 Nr. 23373 vom 16. November
1882) angegebenen Drehbank in der Weise, daſs der den Drehstahl tragende Support bei
der Umdrehung des Werkstückes um seine Achse auf jedem vorkommenden Vorsprunge
desselben je einmal in einer zur Achse des zu bearbeitenden Werkzeuges senkrechten
Richtung um eine entsprechende Gröſse hin- und hergeschoben wird. Der Vorschub
erfolgt langsam durch eine Excenterscheibe, der Rückschub schnell durch eine
Feder.
In Fig.
4 Taf. 31 ist a die excentrische Scheibe,
welche, durch Kegelräder o von der Achse p aus bethätigt, auf den Zapfen c einwirkt; dieser sitzt an einem Schlitten d, welcher auf dem Hauptschlitten f in einer
Prismaführung gleitet und seinerseits die Führung des Quersupportes g enthält. Den Rückschub besorgen die Federn k; seine Zeitdauer hängt von der Form der abfallenden
Curve an der Excenterscheibe ab. Um dieselbe auf etwa 1/12 der Umdrehung der Scheibe beschränken
zu können, ist letztere entsprechend groſs zu machen. Man kann dann die Nuthen
bezieh. Zahnlücken der zu bearbeitenden Werkzeuge verhältniſsmäſsig sehr eng und
schmal nehmen, also einem Fräser eine verhältniſsmäſsig groſse Anzahl Zähne
geben.
Die Gröſse der Excentricität der Werkzeugzähne ist selbstverständlich von der
Excentricität der Scheibe a auf den entsprechenden
Theil ihrer Umdrehung abhängig und muſs daher für verschiedene Gröſsen die Scheibe
ausgewechselt werden. Um diese Auswechselung leicht bewirken zu können, ist der Zapfen c an eine Platte m
angesetzt, welche von oben auf den Boden des Schlittens d aufgeschraubt ist, also leicht abgenommen werden kann, worauf dann der
Schlitten ohne Weiteres so weit nach rechts hin verschoben wird, daſs die Scheibe
a frei zugänglich ist.
Uebrigens läſst sich, wie aus Fig. 5 Taf.
31 zu ersehen, die Excenterscheibe a auch unmittelbar
auf der Welle p verschiebbar anbringen und wird dann
mit dem Schlitten d ein nach unten gerichteter Arm mit
einem Stahldaumen b verbunden. Die Auswechselung der
Scheibe a ist hier aber umständlicher, da nun jedesmal
das Lager der Welle p sowie auch die am Hauptschlitten
zur Mitführung der Scheibe a anzubringende Gabel
abgenommen werden müſste.
Bezüglich der Bewegungsverhältnisse der Excenterscheibe a bezieh. der Uebertragungswelle p ist folgende Betrachtung vorauszuschicken:
Bei Arbeitstücken mit parallel zur Achse verlaufenden
Cannelirungen, z.B. Werkzeugen mit geraden oder achsialen Nuthen, liegt die Zahn-
oder Schneidkante, an welcher der Supportstichel jedesmal anzusetzen hat (vgl. Fig.
3 Taf. 31), zu der durch die Leitspindel der Drehbank bewirkten
Längsbewegung des Supportes parallel und wird sich diese Kante daher auf ihrer
ganzen Länge jedesmal nach einer vollen Umdrehung des Werkstückes im Augenblicke, wo
der Stichel angreift, in derselben Stellung befinden. Da nun auch die Scheibe a für jeden Hub des Supportes einen Umgang zu machen
hat, so kommt das Umdrehungsverhältniſs zwischen Werkstück und Excenterscheibe in
ganzen Zahlen zum Ausdrucke; während eines Umganges des Werkstückes hat die
Excenterscheibe einfach so viel Umdrehungen zu machen, als jenes im Kreise Zähne
oder Schneiden besitzt.
Anders dagegen liegt die Sache bei Werkzeugen mit gewundenen
Nuthen; hier wird nach jedesmaliger Fortrückung des Supportes die Schneidkante nicht
nach genau einer Umdrehung des Werkzeuges wieder in die Angriffslinie des Stichels
gelangen, sondern je nach der Richtung, in welcher die Krümmung der Nuth läuft
bezieh. nach der Richtung, in welcher der Support fortrückt, ob von rechts nach
links oder umgekehrt, wird dies schon etwas früher oder später erfolgen. Fig.
6 Taf. 31, einen Spiralbohrer vorstellend, macht dies anschaulich. Erfolgt
die Fortrückung des Stichels in der Pfeilrichtung, so wird der Bohrer sich jedesmal
ein wenig mehr als um einen ganzen Umgang drehen müssen, bis die Kante der Nuth
wieder in die Angriffslinie des Stichels kommt, um so viel mehr, als auf einer Länge
des Bohrers gleich der jedesmaligen Fortrückung des Supportes, also der Spandicke,
bei Gewindebohrern auf einer Länge gleich der Steigung des Gewindes, die Nuth
peripherisch um den Bohrerkörper herumgeht; umgekehrt aber um so viel weniger, wenn
die Nuthen statt rechtsgängig linksgängig liefen, oder wenn der Support statt von
rechts nach links von links nach rechts fortrückte.
Da nun die Bewegung des Werkstückes bezieh. der Haupt- oder Betriebsspindel der
Drehbank eine gegebene ist, so muſs die durch die Krümmung der Nuthen bedingte
Differenz in dem Bewegungsverhältnisse zwischen Werkzeug und Excenterscheibe auf die
Bewegung der letzteren übertragen bezieh. ausgeglichen werden, dieselbe also in
gleichem Verhältnisse langsamer oder schneller erfolgen. Diese Ausgleichung wird nun
in sehr vollkommener und einfacher Weise dadurch erzielt, daſs die Bewegung der
Leitspindel mit dem normalen, für Werkzeuge mit geraden Nuthen passenden Betriebe
der Excenterscheibe bezieh. der Hub welle p vereinigt
wird, und zwar geschieht diese Vereinigung mittels eines Differentialräderwerkes,
bekanntlich ein Getriebe, durch welches sich zwei gegebene Einzelbewegungen zu ihrer Resultirenden
vereinigen lassen.
Dieses Differentialgetriebe setzt sich zusammen aus einem die
Hubwelle p (vgl. Fig. 1 und
2 Taf. 31) concentrisch fassenden und im Maschinengestelle gelagerten
Zahnkranze mit innerer und äuſserer Verzahnung q
bezieh. u, dem auf der Welle p festgekeilten Zahnrade r und den beiden in
r und q eingreifenden
Planetenrädern s. Letztere sind drehbar auf Bolzen, die
von einem auf der Welle drehbaren Achsenkranze t
getragen und im Kreise herumgeführt werden.
Auf den Zahnkranz wird die normale Bewegung für Werkzeuge mit
geraden Nuthen übertragen und zwar mittels der Zahnräder w und v, von denen letzteres in die äuſsere
Verzahnung u des Zahnkranzes eingreift, von der kurzen
Welle x aus, welche ihrerseits mittels der Räder y und z von dem Rade m der Vorgelegewelle des Spindelkastens Bewegung
erhält. Das Rad w dient als Wechselrad und kann dem
entsprechend das Rad v in der sogen. Schere h passend verstellt werden. Auch kann behufs weiterer
Wechselung an Stelle des einfachen Rades v eine
übersetzende Räderverbindung angewendet werden.
Auf das Achsenkreuz wird die Ausgleichungs- oder
Differentialbewegung übertragen und ist dasselbe deshalb zu einem Zahnrade
ausgebildet, welches mittels der Räder c1 und d1 von einer kurzen horizontalen Welle e1 betrieben wird, die
ihrerseits mittels eines Schneckenradtriebes f1 und eines Kegelradtriebes h1, durch Vermittelung einer kurzen
vertikalen Welle i1 von
der Leitspindel aus Bewegung erhält. Je nachdem die Umdrehungsrichtung des
Achsenkreuzes der des Zahnkranzes qu gleich oder
entgegengesetzt ist, wird durch je einen Umgang desselben die Bewegung des Rades r, also der Hub welle, um 1+\frac{
\mbox{Zähnezahl des Zahnkörpers}}{\mbox{Zähnezahl des rades}\ r}
vermindert oder vermehrt werden, das Differentialgetriebe also negativ oder positiv
wirken.
Um beliebig das eine oder andere einstellen zu können, sind zum
Betriebe der Schneckenwelle i1 auf der Leitspindel zwei Kegelräder angebracht, durch deren Umrückung
die Umdrehungsrichtung von i1 leicht geändert werden kann. Das Rad d1 ist zum Auswechseln unter Verstellung des Rades
c1 und kann auch
behufs weiterer Wechselung statt des letzteren einfachen Rades eine Uebersetzung
angewendet werden. Die Wechselung braucht lediglich der verschiedenen Steigung der
Nuthen der Werkzeuge sowie der verschiedenen Anzahl der Nuthen zu entsprechen; die
verschiedene Geschwindigkeit der Fortrückung des Supportes (bei verschiedener
Spanstärke bezieh. beim Schneiden von Gewindebohrern) sowie auch die verschiedene
Richtung der Bewegung des Supportes wird von selbst ausgeglichen, da die
Differentialbewegung von der Leitspindel entnommen wird.
Bei Werkzeugen mit geraden Nuthen wird der Differentialbetrieb
bezieh. das Achsenkreuz selbstverständlich auſser Wirksamkeit gesetzt, einfach durch
Ausrückung des Kegelrades auf der Leitspindel zum Betriebe der Schneckenwelle. Das
Achsenkreuz steht dann still, da der Schneckenbetrieb eine Rückwirkung nicht
gestattet, und die Planetenräder dienen dann nur als einfache Zwischenräder.
Da der Betrieb des Zahnkreuzes nicht von der Antriebspindel
selbst, sondern von dem durch die Stufenriemenscheibe betriebenen Vorgelegerade
abgeleitet wird, so kann das Excentrischdrehen überhaupt nur stattfinden, wenn auch
mit dem Vorgelege der Antriebspindel gearbeitet wird. Dies genügt aber auch, da bei
dem Excentrischdrehen, zumal bei Werkstücken aus Stahl, das Vorgelege eingeschaltet
werden muſs.
Die specielle Berechnung des Betriebes von Zahnkranz und
Achsenkreuz bezieh. der Wechselräder ist eine einfache Sache und bedarf nach dem
Dargelegten keiner näheren Ausführung. Doch mag dieselbe aber an einem Beispiele
näher veranschaulicht werden.
Die Kegelräder von der Welle p nach
der Excenterwelle seien gleichzahnig bezieh. die Excenterscheibe sitze gleich auf
p; je ein Umgang von p
gebe also einen Hub des Supportschlittens; das Rad m,
von welchem die Bewegung des Zahnkranzes abgeleitet wird, gehe, wie es bei einem
zweckmäſsigen Verhältnisse des Vorgeleges der Hauptspindel sein kann, 3mal so schnell
wie die Hauptspindel, der Zahnkranz q aber habe 2mal so
viel Zähne wie das Rad r auf der Welle; ein Umgang
desselben bewirke also, unter Stillstand des Achsenkreuzes, 2 Umgänge der Welle.
Dann muſs die Uebersetzung zwischen dem Rade m und dem
Zahnkranze gleich sein der Anzahl der Nuthen des Werkzeuges, dividirt durch 3 × 2.
Besitzen nun noch die Räder m und y gleich viel Zähne, so ist dieses
Uebersetzungsverhältniſs gleich dem Quotienten der Zähnezahlen von w und u und kann dem
entsprechend leicht abgeändert werden.
Es seien nun ferner die Nuthen des Werkzeuges gewunden und es
betrage die Steigung derselben, d. i. die Länge des Werkzeuges, auf welcher die
Nuthen einmal herumgehen, 10cm, die der
Leitspindel aber 1cm, dann muſs die durch das
Achsenkreuz zu bewirkende Bewegung der Welle p erst
während 10 : 1 Umgängen der Leitspindel so viel betragen, als während eines Umganges
der Antriebspindel (des Werkstückes) durch den Zahnkranz bei feststehendem
Achsenkreuze hervorgebracht wird, die Uebersetzung zwischen Leitspindel und
Achsenkreuz, da ein Umgang des letzteren 1+\frac{2}{1}=3 Umgänge
der Welle p gibt, also gleich sein muſs der Zahl der
Nuthen des Werkstückes, dividirt durch (10 : 1) × 3, bei einem Werkzeuge mit zwei
Nuthen also: 2: [(10 : 1) × 3] =1/15, bezieh.
15fach zum Langsamen.
Die Organe des Differentialräderwerkes könnten selbstverständlich
auch umgetauscht und auf das Achsenkreuz die normale Bewegung und auf den Zahnkranz
die Differentialbewegung übertragen werden; auch könnte eines dieser beiden Organe
auf der Welle befestigt werden, daher die resultirende Bewegung erhalten, während
dem lose aufgeschobenen Rade r eine der
Seitenbewegungen übertragen werden könnte. Ebenso auch Heise sich das Getriebe statt
in Stirnrädern in Kegelrädern ausführen. Das Achsenkreuz mit den Planetenrädern
würde dann am besten auf der Welle befestigt, die Normal- und Differentialbewegung
also auf die beiden lose aufgeschobenen Seitenräder übertragen; doch ginge es auch
an, das Achsenkreuz lose aufzuschieben und mit der Normal- oder Differentialbewegung
zu versehen und die resultirende Bewegung auf eines der Seitenräder zu
übertragen.
Die in Fig. 1
ersichtlichen Räder k1, l1 und m1 dienen zum Betriebe
der Leitspindel von einer kurzen Welle aus, welche im Inneren des Spindelkastens
mittels der Umkehrräder n1, o1 von der
Haupt- oder Antriebspindel betrieben wird.
Tafeln