| Titel: | H. Bertram's Maschine zur Herstellung von Knieröhren. |
| Fundstelle: | Band 250, Jahrgang 1883, S. 449 |
| Download: | XML |
H. Bertram's Maschine zur Herstellung von
Knieröhren.
Mit Abbildungen auf Tafel 31.
Bertram's Herstellung von Knieröhren.
Während bei den auf den bisherigen Maschinen hergestellten Knieröhren die Nähte oder
Verbindungsstellen der das Rohr bildenden beiden Blechstücke entweder allein am
oberen oder unteren Bogen, oder an beiden zugleich sich befinden (vgl. 1874 211 * 258), werden dieselben bei dem
Herstellungsverfahren von H. Bertram in Burscheid (* D.
R. P. Kl. 49 Nr. 21133 vom 18. Januar 1882) an beiden Seiten des Bogens gelegt. Die
Herstellung der Rohrstücke geschieht durch Biegung eines Stückes Blech von
entsprechender Länge und Breite in die Form einer halbkreisförmigen Rinne; dieses
Stück wird dann zur Bildung des eigentlichen Knies in einen besonderen Apparat
gebracht.
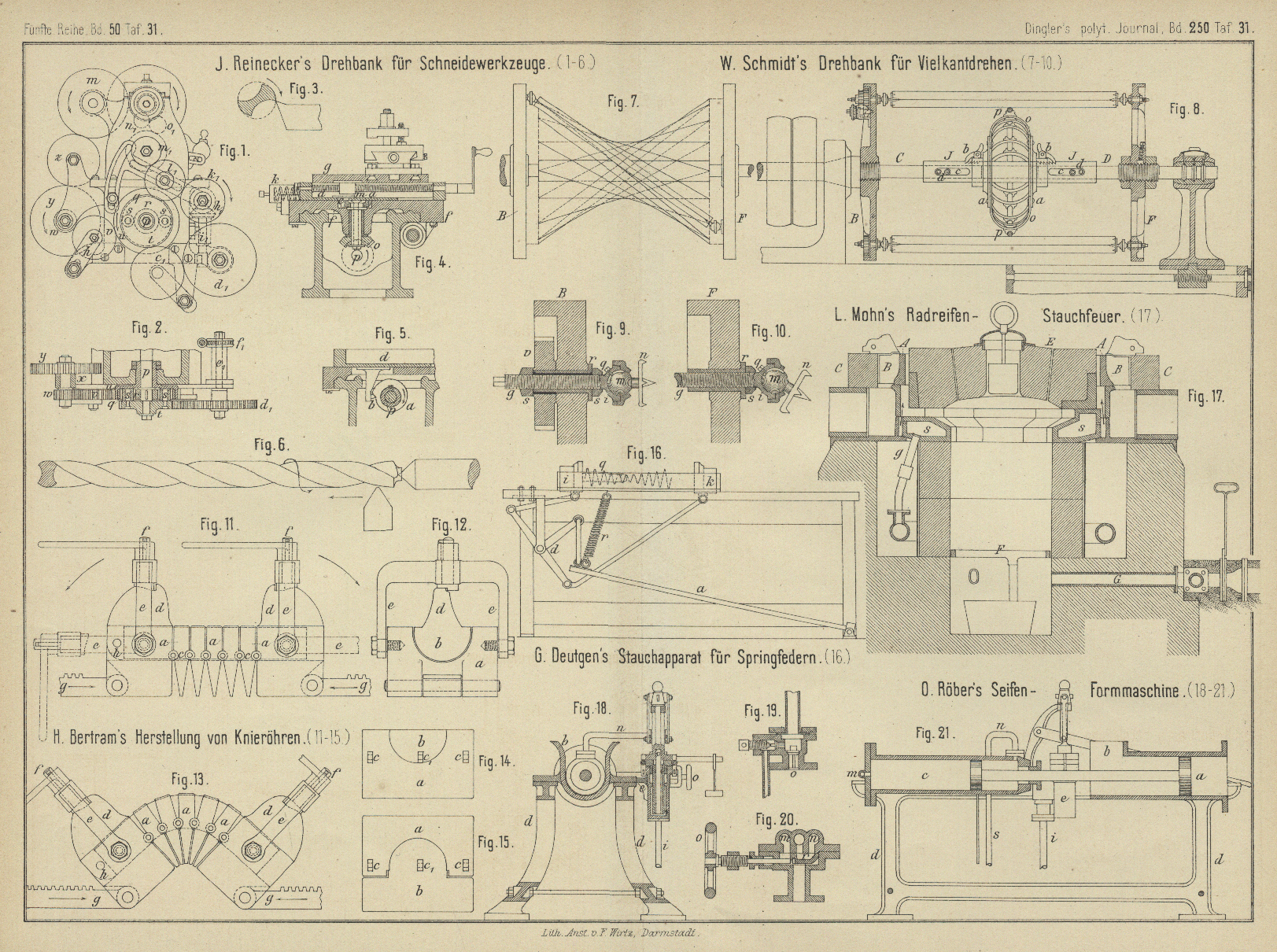
Zum Umbiegen des unteren Knies wird der in Fig. 11 bis
15 Taf. 31 dargestellte Apparat vorgeschlagen, welcher in der Hauptsache
aus einer Anzahl Matrizen a und Patrizen b besteht, welche durch angegossene Lappen c bezieh. c1 und durchgesteckte Bolzen mit einander gelenkig
verbunden sind. Da die Patrizen und Matrizen sehr eng zusammenstehen, so muſs für
die Lappen c der einen Matrize und Patrize in der
darauf folgenden eine entsprechende Aussparung geschaffen werden. Die beiden
äuſseren Patrizen besitzen je einen Steg d, welcher an
seinem oberen Ende zu einer Schraubenfläche ausgearbeitet ist. Die beiden äuſseren
Matrizen haben je einen um Zapfen drehbaren Bügel e,
durch dessen Auge ein Bolzen f hindurchgeht, welcher
unten einen Ansatz mit einer der Schraubenfläche d
entsprechenden Krümmung besitzt. Durch Drehung des Bolzens f wird durch die Wirkung der beiden Schraubenflächen ein Festklemmen des
eingelegten Blechstückes in den Backen erfolgen. Werden nun die mit den Endpatrizen
verbundenen Zahnstangen g in der Pfeilrichtung bewegt,
so gelangen die Patrizen und Matrizen in Folge ihrer gelenkigen Verbindung
allmählich aus der Lage Fig. 11 in
jene Fig. 13, während welchen Vorganges das eingespannte Blechstück die
vorgeschriebene Form angenommen haben wird.
Damit das Material der unteren Seite des Rohrtheiles, welches beim Biegen zum Knie
zusammengedrückt wird, einen Ausweg finde, sind die Kanten der halbkreisförmigen
Ausbauchungen der Matrizen zu beiden Seiten etwas abgerundet. Die sich hierdurch
sowie durch Ungleichmäſsigkeiten im Bleche bildenden Unebenheiten werden mittels besonderer
der Rohrform genau entsprechender Matrizen und Patrizen durch Druck beseitigt.
Will man nun das fertig gebogene Rohrstück aus dem Apparate herausnehmen, so werden
zuerst durch Zurückdrehen der Handgriffe die Bolzen f
von den Schraubenflächen der beiden Endpatrizen entfernt und dann der Bügel e durch Zurückdrehen in Richtung der Pfeile in die in
Fig. 11 punktirt gezeichnete Lage gebracht. Hierauf hebt man die mit
einander verbundenen Patrizen aus den Matrizen heraus und bringt sie in vertikale
Stellung, was dadurch ermöglicht ist, daſs sich die letzte linke Patrize um einen
Bolzen h in der linken Endmatrize dreht. Bewegt man nun
die Zahnstangen g entgegengesetzt der vorigen Richtung,
so wird der Apparat seine frühere Stellung Fig. 11
wieder einnehmen und die gebogene Knierohrhälfte sich von selbst aus den Matrizen
herausbegeben.
Um die obere Knierohrhälfte mit dem Apparate herstellen zu können, hat man nur,
entgegengesetzt dem in Fig. 11 bis
14 dargestellten Apparate, die Matrize oben und die Patrize unten
anzuordnen, wie dies in Fig. 15
angegeben ist, und behufs Erreichung des correspondirenden Bogens die Anzahl der
Patrizen und Matrizen zu wählen bezieh. die Conicität derselben entsprechend zu
ändern.
Die beiden Rohrhälften können anstatt zu einem Viertelkreise auch bis zu einem
Halbkreise gebogen werden; um dies zu ermöglichen, ist die Zahl der Matrizen und
Patrizen in entsprechender Weise zu vermehren oder dem unteren Theile der
vorhandenen Matrizen bezieh. Patrizen eine gröſsere Conicität zu geben.
Die beiden Rohrhälften werden endlich zur Herstellung des Knierohres durch Löthen,
Nieten oder Zusammenbördeln vereinigt.
Tafeln