| Titel: | Verfahren zur Herstellung der Zugbügel für die Schraubenkuppelungen der Eisenbahnfahrzeuge. |
| Fundstelle: | Band 250, Jahrgang 1883, S. 501 |
| Download: | XML |
Verfahren zur Herstellung der Zugbügel für die
Schraubenkuppelungen der Eisenbahnfahrzeuge.
Mit Abbildungen auf Tafel 35.
Herstellung von Kuppelungszugbügel.
Die Société des Fonderies et Forges de L'horme in Lyon
(* D. R. P. Kl. 49 Nr. 23389 vom 15. December 1882) gibt ein Verfahren zur
Herstellung der Zug- und Stoſsbügel für die Schraubenkuppelungen der
Eisenbahnfahrzeuge an, welches hauptsächlich den Zweck verfolgt, eine möglichst
vollkommene Schweiſsung der cylindrischen Hülse und des rechtwinkligen Armes der
Bügel zu erzielen.
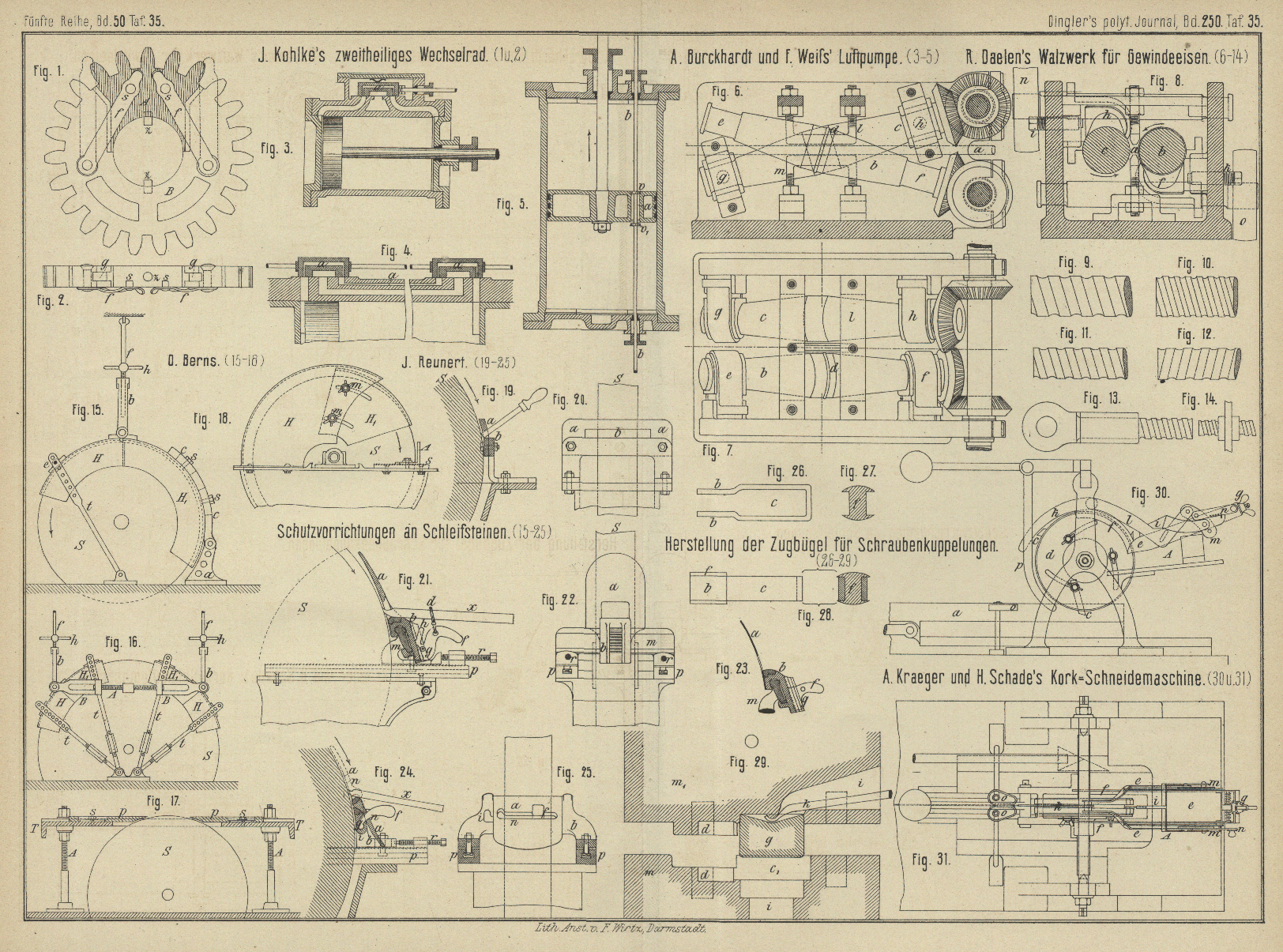
Die Vorbereitung der Bügel erfolgt in folgender Weise: Man biegt Flacheisen in einer
Maschine über einen Dorn nach Fig. 26
Taf. 35 zu einem Bügel c zusammen. Hierauf wird das in
eigenartiger Form gewalzte Eisen f (Fig. 27)
zwischen die Arme b des Bügels c eingeführt, so daſs der in Fig. 28
dargestellte Körper entsteht.
Das Zusammenschweiſsen des doppelt-T-förmigen Eisens f
mit dem Bügel c geschieht bei Schweiſshitze in einem
Guſseisengesenke (Fig. 29)
und vollzieht sich die Schweiſsung unter Zuhilfenahme einer hydraulischen Presse von ungefähr
100000 bis 150000k Druck oder durch Anwendung
eines Dampfhammers von geeigneter Schwere. Der Untertheil m des hier benutzten Gesenkes hat eine rechtwinklige Aushöhlung c1 von einer Tiefe,
welche der Höhe des herzustellenden Bügels c
entspricht. Diese Aushöhlung geht seitwärts in den hohlen Halbcylinder d über, in welchem die Hülse Platz findet; schlieſslich
ist der Gesenkuntertheil in seiner ganzen Stärke von einem länglichen Kanäle i durchzogen, welcher ein Entfernen der gepreſsten
Stücke erleichtert. Das obere Gesenk m1 vervollständigt durch seine äuſseren Ansätze die
Form des Auges und ist mit einem einfach eingesetzten Stempel g ausgestattet, welcher das Innere des Bügels während
der Pressung formt und richtet. In diesem Obertheile m1 des Gesenkes ist eine Längsöffnung i vorhanden, um behufs leichten Auswechselns des
Stempels g einen Hebel k
einführen zu können.
Tafeln