| Titel: | Herstellung von Kokes mit Nebenproducten. |
| Fundstelle: | Band 253, Jahrgang 1884, S. 372 |
| Download: | XML |
Herstellung von Kokes mit
Nebenproducten.
(Patentklasse 10. Fortsetzung des Berichtes Bd.
252 S. 283.)
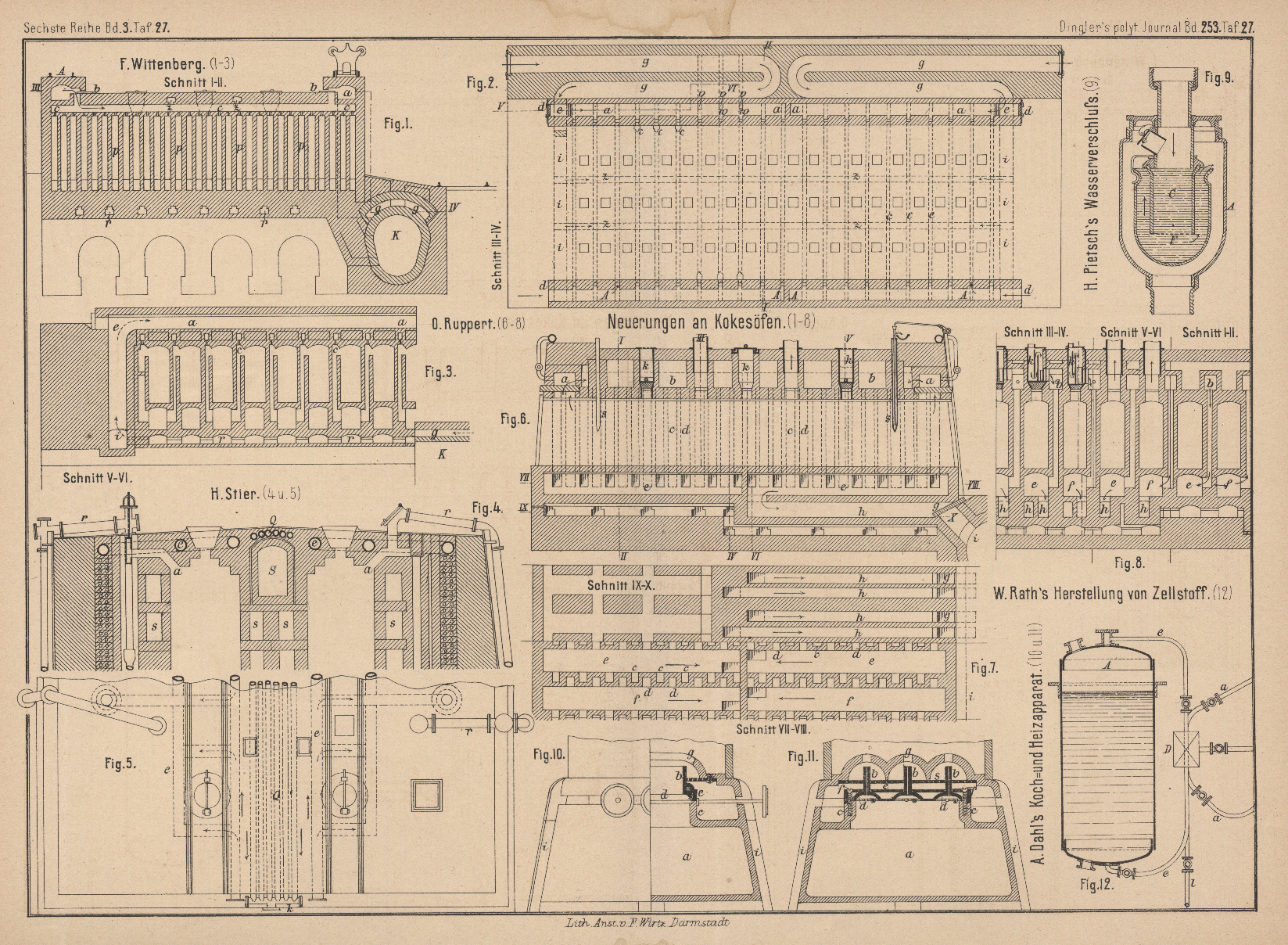
Mit Abbildungen auf Tafel 27.
Herstellung von Kokes mit Nebenprodukten.
Nach H. Stier in Zwickau (* D. R. P. Nr. 26897 vom 30.
September 1883, Zusatz zu Nr. 24717) werden in oder auf der Decke des Kokesofens zwei Röhrensysteme
angebracht, um die ausstrahlende Wärme zum Vorwärmen der Verbrennungsluft und
Ueberhitzen von Wasserdampf zu verwerthen. Die aus den Generatoren kommenden
Heizgase werden mit der durch Röhren e (Fig. 4 und
5 Taf. 27) eingetriebenen Luft gemischt, gelangen in die Feuerzüge s, umstreichen die Kokesschächte und treten
schlieſslich in den Abzugskanal für die Feuergase. S.
Die im Inneren der Kokeskammern sich entwickelnden Destillationsproducte entweichen
bei a durch die oben an eine Rohrleitung r sich anschlieſsende Oeffnung in die zur Gewinnung
derselben erforderlichen Vorlagen. Der in Röhren Q
überhitzte Wasserdampf sammelt sich in dem Kasten k (Fig. 5).
Zur Erzielung einer gröſseren Theerausbeute soll Erdöl u. dgl. auf die glühenden
Kokes gelassen werden. Unverkokbare Stein- und Braunkohle, Torf, bituminöser
Schiefer und sonstige Kohlenstoff haltige Körper werden in der Weise nutzbar
gemacht, daſs dieselben, in die glühenden Kokeskammern gebracht, zunächst ihre
flüchtigen Stoffe (Theerdämpfe, Ammoniak und Leuchtgase), dann nicht leuchtende,
aber brennende Gase, welche zur Beheizung der eigenen oder anderer Kammern oder noch
anderweit benutzt werden, abgeben. Ist die Temperatur hinreichend hoch, so wird
Wasserdampf eingeführt, um Wassergas zu erzeugen, dann
wieder Luft u.s.f.
F. Wittenberg in Duisburg (* D. R. P. Nr. 26132 vom 4.
März 1883) legt innerhalb der die Ofendecke seitlich begrenzenden, zum Tragen der
fahrbaren Kabelwinden dienenden Rampe einen Luftkanal a
(Fig. 1 bis 3 Taf. 27)
an, welcher über jeder Ofenwand eine durch Schieber b
verschlieſsbare Oeffnung besitzt. Durch eine solche Oeffnung gelangt die Luft in
Zuführungskanäle c, aus welchen dieselbe von den
Kokesgasen abgezogen und zu deren Verbrennung innerhalb der lothrechten Kanäle p benutzt wird.
Da bei Verkokung gasreicher Kohlen ein starkes Vorwärmen der Luft nicht immer
erforderlich ist, so bezieht in diesem Falle der Kanal a seine Luft entweder aus den quer über den Gasabzugskanal laufenden
Kanälen v und w, oder aber
durch die an seinen Kopfenden angeordneten verschlieſsbaren Mündungen d. Vorgewärmte Luft tritt in den Kanal a ein, wenn man die Mündungen d verschlieſst und die darunter liegenden Zugänge e öffnet, welchen die Luft aus dem über dem Gasabführungskanale k angeordneten Kanäle g
durch i und e zugeführt
wird.
An der anderen Seite des Ofens liegt ein gleicher Luftkanal A, welcher entweder von d kalte Luft erhält,
oder aus dem Kanal Systeme g und i bezieh. aus Heifswindkanälen r mit vorgewärmter Luft versehen wird. Sind noch fernere Luftkanäle z erforderlich, so werden diese zwischen die Kanäle a und A gelegt.
Da nach O. Ruppert in Gelsenkirchen (* D. R. P. Nr. 26
307 vom 17. Januar 1883) in den lothrechten Kanälen der Coppée'schen Oefen in Folge des sehr groſsen Querschnittes derselben und der
ungleichen Entfernungen der Kanalmündungen vom Gasabzugskanale eine ziemlich
ungleichmäſsige Vertheilung der Gase stattfindet, so werden die Kanäle in 2 bis 6
einzelne, für sich regulirbare Zugsysteme zerlegt und demgemäſs auch 2 bis 6
Gasabzugsöffnungen a (Fig. 6 bis
8 Taf. 27) in der Decke der Oefen angeordnet, oder zwei Nachbar Systeme
durch eine Abzugsöffnung gespeist, so daſs man dann mit einer, zwei oder mehreren
Abzugsöffnungen ausreicht und dazu auch die Kohlenfüllöffnungen k der Oefen benutzen kann. Von hier vertheilen sich die
Gase aus den wagerechten, über den Gewölben der Oefen liegenden Kanälen b in die einzelnen lothrechten Windkanäle c und d, nachdem die Gase
durch einen in der Füllöffnung k angebrachten
Luftwärmer oder in der bisher üblichen gewöhnlichen Weise mit Verbrennungsluft
gespeist worden sind. In diese Kanäle wird bei der Verwerthung der Nebenproducte
auch das von diesen gereinigte Gas in beliebiger Weise geleitet. Die Wandkanäle c und d münden abwechselnd
in die neben der Ofenwand liegenden zwei Sohlkanäle e
und f und können dadurch die Gase einen beliebig langen
Weg um verschiedene Oefen machen, indem sie, durch verschiedene Wände auf- und
absteigend, um und unter entferntere Oefen geführt werden. Jedes System ist nun für
sich abgetheilt und hat seinen besonderen, nach dem Hauptgasabzugskanale i führenden Fuchs h, so
daſs es hierdurch und durch den in jedem Fuchse h
liegenden Absperrschieber g möglich ist, den Durchgang
der Gase in jedem Systeme beliebig zu regeln und den Abzug der Gase aus beliebigen
Sohlkanälen zu gestatten.
Um bei der Verwerthung der Nebenproducte den an den Thüren befindlichen Theil der
Kohlenfüllung besser zu verkoken, schiebt man in dieselbe von oben eine Scheidewand
s (Fig. 6)
ziemlich tief ein. Dieselbe kann entweder aus feuerfestem Stein, oder besser hohl
aus Eisen sein und durch im Inneren kreisendes Wasser ziemlich abgekühlt werden. Die
Gase aus dem abgeschlossenen Kopftheile des Ofens werden direkt in die Wandkanäle
geleitet und verbrannt, während die in dem anderen Theile des Ofens sich
entwickelnden Gase abgeführt werden; bei weiter vorgeschrittener Garung der
Ofenköpfe kann der Scheider s entfernt werden.
Cl. Winkler bespricht im Jahrbuch für das Berg- und Hüttenwesen im Königreich Sachsen auf das J.
1884 (gef. eingesendeter Sonderabdruck) die Ammoniakgewinnung aus den Gasen der Kokesöfen. Danach erscheint es
fraglich, ob es gelingen werde, die allgemeine Durchführung der Gewinnung von
Ammoniak aus Kokesofengasen so zu erreichen, wie man es bisher versucht hat, indem
man ohne wesentliche Veränderung des Verkokungsverfahrens die Ammoniakgewinnung ohne
weiteres anzuschlieſsen suchte.
Nach Winkler ist gerade hier ein systematisches Vorgehen
auf dem Wege des
Versuches in nicht zu kleinem Maſsstabe mehr denn irgendwo am Platze. Vor Allem
sollte man die Verkokung und die Verarbeitung der flüchtigen Producte einmal als
zwei ganz verschiedene Prozesse behandeln, dieselben getrennt halten und einzeln
gründlichst studiren. Dies würde aber nur möglich sein durch Errichtung einer
Versuchsstation, welche von einem erfahrenen Verkokungstechniker geleitet und der
ein mit der Leuchtgasfabrikation vertrauter, mit allen Hilfsmitteln ausgerüsteter
Chemiker beigegeben werden müſste. Es würde vollkommen genügen, mit einem einzigen
Versuchsofen üblicher Gröſse zu arbeiten; aber die Erhitzung desselben dürfte
zunächst nicht durch die beim Verkokungsprozesse entstehenden Gase, sondern sie
müſste mit Hilfe einer besonderen Generatorfeuerung herbeigeführt werden. Dann würde
es möglich sein, ziffermäſsig festzustellen, welchen Wärmeaufwand die Verkokung
selbst erfordert, unter welchen Umständen man die besten, dichtesten Kokes erhält,
wie das höchste Ausbringen zu erreichen sei. Man könnte fernerhin ermitteln, welche
Beschaffenheit die flüchtigen Destillationsproducte haben, welche Ausbeute von Theer
und Ammoniak sie liefern, welche Einrichtungen für ihre Abkühlung erforderlich sind,
welche Flüssigkeitsmengen man mit der ihnen innewohnenden Wärme zu verdampfen
vermag, welchen Heizwerth sie nach erfolgter Abkühlung besitzen, in wie weit und mit
welchem Erfolge man sie also für die Erhitzung weiterer Kokesöfen verwenden könnte.
Auch über die Erhöhung des Ammoniakausbringens durch alkalische oder chlorirende
Zuschläge zur Kohle lieſsen sich Erfahrungen sammeln.
Bekanntlich gelingt es nie, den. gesammten Stickstoff der Steinkohle bei der
trockenen Destillation in Ammoniak überzuführen. So fand W.
Foster bei der Destillation einer Steinkohle mit 1,73 Proc. Stickstoff
14,51 Proc. des Gesammtstickstoffes als Ammoniak, 1,56 Proc. als Cyan, 35,26 Proc.
im Gase und 48,66 Proc. in den Kokes. Winkler
untersuchte die verarbeiteten Kohlen und die gewonnenen Kokes der Kokesanlage in
Deuben. Die eingesetzte Beschickung von 50hl oder
4061k,5 Steinkohle hatte folgende
Zusammensetzung:
Kohlenstoff
58,44
Wasserstoff
3,75
Sauerstoff
5,99
Stickstoff
1,08
Schwefel
1,92
Asche
10,05
Wasser
18,77
–––––
100,00
und lieferte:
15,0hl
oder
719,5k
guter Kokes
33,0
„
1359,5
Cinder
2,3
„
144,0
Kokesasche
––––––––––––––––––
50,3hl
oder
2223,0k
Im Verhältnisse dieser Gewichte wurde die Durchschnittsprobe
zusammengesetzt, welche bestand aus:
Kohlenstoff
72,88
Wasserstoff
0,48
Sauerstoff
2,31
Stickstoff
0,56
Schwefel
2,56
Asche
18,36
Wasser
2,85
––––––
100,00.
Demnach lieferten 100 Th. obiger Steinkohle bei der
Verkokung
53,2 Th. Kokes
46,8 Th. flüchtige Producte
mit
entsprechend
mit
entsprechend
Kohlenstoff
39,91 Th.
68,3 Proc.
Kohlenstoff
18,53 Th.
31,7 Proc.
Wasserstoff
0,26
6,9
Wasserstoff
3,49
93,1
Sauerstoff
1,27
21,2
Sauerstoff
4,72
78,8
Stickstoff
0,31
28,7
Stickstoff
0,77
71,3
Schwefel
1,40
72,9
Schwefel
0,52
27,1
Asche
10,05
100,0
Asche
–
0,0
Wasser
–
0,0
Wasser
18,77
100,0
–––––––
–––––––
53,20 Th.
46,80 Th.
Wie viel von dem bei diesem Versuche in die flüchtigen
Producte übergegangenen Stickstoffe darin in Gestalt von Ammoniak enthalten war,
lieſs sich nicht ermitteln. Winkler nimmt aber an, daſs
jährlich 18000000l Steinkohlen verkokt werden,
woraus man 58600t Ammoniak gewinnen könnte, d.h.
etwa so viel Stickstoff, als der Landwirthschaft in Gestalt von südamerikanischem
Salpeter zugeführt wird.
Tafeln