| Titel: | Neuerungen in der Herstellung von Thonwaaren. |
| Fundstelle: | Band 255, Jahrgang 1885, S. 504 |
| Download: | XML |
Neuerungen in der Herstellung von
Thonwaaren.
(Patentklasse 80. Fortsetzung des Berichtes Bd.
252 S. 230.)
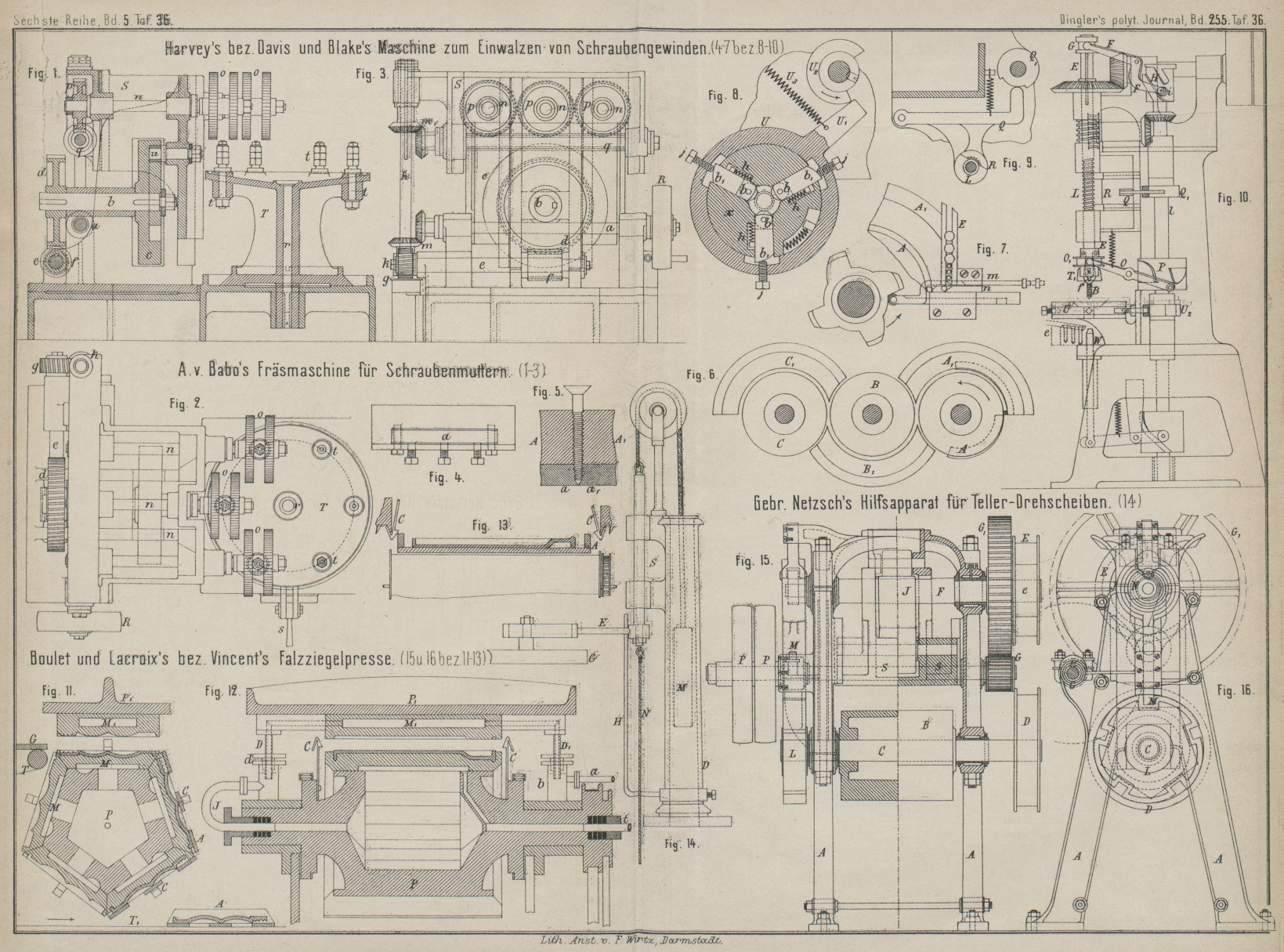
Mit Abbildungen im Texte und auf Tafel 36.
Neuerungen in der Herstellung von Thonwaaren.
Die Falzziegelfresse von Gebrüder Schmerber (vgl. 1874 211 * 7) hat
durch Boulet, Lacroix und Comp. in Paris verschiedene
Verbesserungen erfahren, welche näher in den Annales
industrielles, 1884 Bd. 2 * S. 214 besprochen sind.
Im unteren Theile der beiden Böcke A der Maschine (Fig. 15 und
16 Taf.
36) ist ein 5seitiges Prisma B, welches mit den
Unterformen zu versehen ist, um die Welle C drehbar
gelagert. Die Drehung des Prisma wird, wie bei Schmerber durch einen über die Rollen D und
E gelegten Riemen hervorgebracht, welcher durch den
Buckel e der Rolle E
angespannt wird, sobald die Drehung des Prismas eintreten soll. Ein Sperrrad L begrenzt die Drehung, indem ein Riegel M in Kerben desselben einfällt. Nach dem Emporziehen
des Riegels M, welches der auf der Welle F befestigte Daumen N
bewirkt, ist das Prisma der Einwirkung des erwähnten Treibriemens überlassen; bald
aber fällt der Riegel wieder auf das Sperrrad L, so
daſs dessen Drehung sofort gehemmt wird, wenn eine Kerbe desselben unter den Riegel
M zu stehen kommt. Die Sperrung wird dadurch
gesichert, daſs die Hinterwand jeder Kerbe über die Vorderwand hervorragt, also ein
Ueberspringen der Kerbe seitens des Riegels, wie dies bei der Schmerber'schen Maschine möglich war, hier nicht
vorkommen kann.
Der Schlitten S, unter welchen die Oberform geschraubt
wird, erfährt die erforderliche genau senkrechte Führung einerseits durch
Gleitbahnen der beiden Böcke A, andererseits in dem
gebohrten Bogenstücke, welches die Böcke oben mit einander verbindet. Unten und oben
ist der Schlitten S mit je einer Rolle versehen,
zwischen denen der auf der Welle F befestigte Daumen
J sich befindet; der Mitteltheil des Schlittens S ist angemessen durchbrochen, so daſs sowohl der
Daumen J, als auch die Welle F genügenden Raum finden. Wie bei jeder Drehung der Welle F bezieh. des Daumens J
ein einmaliges Niederdrücken und darauf folgendes Emporsteigen des Schlittens S und der an demselben hängenden Form hervorgebracht
wird, ist ohne weiteres zu sehen. Die Antriebswelle H
mit den beiden Riemenrollen P und dem Zahnrädchen G, welch letzteres vermöge des Rades G1 die Welle F dreht, ist niedrig gelegt, während Schmerber derselben einen Platz hoch oben im Gestelle
anwies.
Die Formen sind aus Gyps gegossen und von eisernen Kasten in geeigneter Weise
umschlossen.
Bei 2 Mann Bedienung, 55 bis 60 Drehungen der Riemenscheiben P und 1 Pferdestärke Arbeitsaufwand sollen stündlich 500 Falzziegel
geformt werden.
In Betreff der Falzziegelpresse von L. Damaze in St. Julien (* D. R. P. Nr. 29254 vom 24.
April 1884) ist es dem Referenten nicht möglich geworden, im Vergleiche mit den
bekannten derartigen Einrichtungen irgend welche Vortheile zu finden. Damaze verwendet ein Vierkant statt eines Fünfkantes
zum Tragen der Unterformen, wodurch das Auflegen der Thonblätter und das Abnehmen
der gepreſsten Ziegel erschwert wird, und benutzt im Uebrigen unvollkommenere
Bewegungsmechanismen u. dgl.
P. Vincent in Privas, Frankreich (* D. R. P. Nr. 29 514
vom 29. Mai 1884) legt bei seiner Falzziegelpresse den
Antrieb und die Daumenwelle zum Niederdrücken bezieh. Emporheben der oberen Form
unter das die Unterformen tragende Prisma, dreht letzteres mittels eines Riemens,
dessen Antriebsscheibe wie bei Schmerber bezieh. Boulet vermöge eines Buckels im geeigneten Augenblicke
die Riemenspannung besorgt, und erreicht die richtige Ruhelage des Prismas durch
einen Riegel. Bemerkenswerth ist, daſs Vincent das
Auflegen der Thonplatten und Ablegen der fertigen Ziegel durch folgende Mittel
fördern will: In Fig. 11 und 12 Taf. 36 ist P das Fünfkant, auf welches die Unterformen M dampfdicht befestigt sind; über demselben hängt die
Oberform M1 an der
senkrecht verschiebbaren Platte P1. Es soll nun die zu pressende Thonplatte G mittels des endlosen Tuches T auf die derzeit oben liegende Unterform geschoben werden, was aber mit
der vorliegenden Einrichtung wohl kaum gelingen wird. Nach stattgefundener Pressung
soll ein Rahmen A, welcher von den Haken C festgehalten wird, auf den Siegel gelegt werden,
welcher denselben in seiner Lage festhält, bis die Haken C von den Knaggen V (Fig. 13) zurückgezogen
werden. Der Nahmen A mit dem Ziegel fällt sodann auf
das endlose Tuch T1,
welches beide fortschafft.
Behufs leichteren Lösens des Ziegels von den Formen werden letztere mittels Dampfes
geheizt. Die Röhre a (Fig. 12) leitet den Dampf
in den mit Stopfbüchse versehenen Topf b und die in der
Stopfbüchse verschiebbare Röhre D1 zu dem Hohlräume der Form M1. Von hier aus durchströmt der Dampf die in d verschiebbare Röhre D,
ferner J und gelangt so in das Innere des Fünfkantes
P, dessen Wandungen derart durchbrochen sind, daſs
der Dampf die Unterformen M unmittelbar zu berühren
vermag. Die Röhre t leitet das Niederschlagswasser
ab.
Wenn auch manches Hübsche in der Anordnung gefunden wird, so können doch schwere
Bedenken gegen die Art der Durchbildung nicht unterdrückt werden; patentirt ist
natürlich nur das Festhalten und rechtzeitige Loslassen der gepreſsten Ziegel
mittels des Rahmens A und der Haken C.
F. A. Magowan in Trenton, N. J., und R. M. Basselt in Birmingham, Conn. (* D. R. P. Nr.
28527 vom 19. December 1883) wollen das Ablösen aus Thon gepreſster Teller u.s.w.
durch Erwärmen der Formen erleichtern, legen aber
zwischen die Flächen der eigentlichen Form und das Arbeitstück dünne Platten aus Blech, Gummi o. dgl. Beispielsweise
soll in die Unterform für einen Teller ein dünnwandiger Blechteller gesetzt werden,
dessen obere Fläche der verlangten Unterfläche des zu pressenden Tellers genau
entspricht, auch mit der Fabrikmarke o. dgl. versehen ist, zwischen Thon und
Oberform aber eine dünne Gummiplatte gelegt werden. Nach vollzogener Pressung löst
sich das Gummiblatt leicht ab; der Thonteller wird mittels des Blechtellers
ausgehoben und von diesem nach weiterem Trocknen abgehoben.
Textabbildung Bd. 255, S. 506
Zum rascheren genauen Auflegen der Thonblätter auf
Tellerformen u. dgl. empfehlen Gebrüder
Netzsch in Selb, Bayern (* D. R. P. Nr. 28651 vom 5. Februar 1884)
folgendes anscheinend zweckmäſsige Verfahren: Die für das betreffende Gefäſs
erforderliche Thonmenge wird auf eine völlig ebene, mit einem Leder bedeckte
Töpferscheibe gelegt. Der umgebogene Rand der Lederscheibe a ist zwischen zwei Metallringe b geklemmt,
welche genau auf die vorerwähnte Töpferscheibe passen, der Lederscheibe so ihren
Halt gebend. Es wird der Thon nun in gebräuchlicher Weise mittels einer Lehre
gleichmäſsig ausgebreitet und mit Hilfe eines Drahtes der die Lederscheibe
überragende Thonrand abgeschnitten. Der Arbeiter hebt hierauf den Ring mit der
Lederscheibe und dem Thonblatte ab, um einen anderen Ring mit Lederscheibe auf seine
Töpferscheibe zu legen und ein neues Thonblatt in Arbeit zu nehmen.
Ein anderer Arbeiter, welcher die weitere Ausbildung des Tellers o. dgl. zu besorgen
hat, hat neben seiner Töpferscheibe den Ständer D (Fig. 14 Taf.
36), welcher folgendermaſsen eingerichtet ist: Eine Stange S, welche unten den Arm E mit der diesem
gegenüber verstellbaren Scheibe G trägt, wird von zwei
dem Ständer angegossenen Lagern senkrecht geführt; ein im Ständer sich bewegendes
Gegengewicht M ist derart bemessen, daſs die Stange S so lange in höchster Lage sich befindet, bis dieselbe
mit Hilfe der Schnur N, welche unten an einen Fuſshebel
sich anschlieſst, nach unten gezogen wird. Auf die Scheibe G paſst nun der Ring der oben näher besprochenen Lederscheibe; sie wird
gegenüber dem Arme
E so eingestellt, daſs man durch Drehen um die
Stange S ihre Mitte genau über die Fertig-Töpferseheibe
bringen kann. Die Stange H wird gleichzeitig so
eingestellt, daſs der Arm E dieselbe in dem Augenblicke
berührt, in welchem die Scheibe G mitten über die
Fertig-Töpferscheibe gelangt.
Nach stattgehabter Einstellung braucht man nur den die vorbereitete Thonplatte
tragenden Ring auf die Scheibe G und mit dieser über
die Fertig-Töpferseheibe zu schieben, G bis zu
letzterer – während sie ruht – nieder zu senken und hierauf unter Zurücklassung des
Ringes mit Lederscheibe wieder emporsteigen zu lassen, um das Thonblatt richtig auf die Töpferscheibe zu bringen. Nachdem sodann
die letztere in Betrieb gesetzt ist, wird die Lederscheibe mittels Spatel abgelöst,
das Thonblatt völlig niedergedrückt und hierauf die Ausbildung in gebräuchlicher Art
vorgenommen.
Das beschriebene Uebertragungsverfahren dürfte namentlich insofern sich vortheilhaft
erweisen, als es die Möglichkeit gewährt, besondere Arbeiter ausschlieſslich für die
Vorbereitung und andere nur für die Fertigstellung der Thonwaaren zu benutzen. Beide
Gruppen werden hierdurch leistungsfähiger.
W. L. Gregg in Philadelphia (* D. R. P. Nr. 29693 vom
20. Mai 1884) will mittels einer Maschine, welche mit wagrechter, ruckweise sich
drehender Formplatte nicht allein die richtige Menge des für jeden Ziegel erforderlichen Thones genau abmessen, sondern
auch zwei einander gegenüber liegende Flächen jedes Ziegels mit färbendem Thone oder einem Glasflusse
überziehen. Aus der verworren abgefaſsten Beschreibung der Patentschrift möge das
Wesentliche im folgenden wiedergegeben werden.
Die Formplatte ist mit 4 Formen versehen, deren verschiebbare Böden in bekannter
Weise mittels Rollen und Leitschienen getragen werden. An drei je 90° von einander
entfernten Orten befinden sich über der Formplatte mit dem Gestelle der Maschine
fest verbundene Druckplatten.
Das Einfüllen des feuchten Thones erfolgt mit Hilfe eines Trichters bezieh. eines in
diesem niedersinkenden Stöſsels; es soll hierbei auf eine kleine Ueberfüllung der
Form gesehen werden. Nachdem die gefüllte Form unter die erste Druckplatte, welche 4
Löcher enthält, angelangt ist, wird ihr Kolben durch eine Hubscheibe so kräftig nach
oben gedrückt, daſs, unter Benutzung der erwähnten Löcher, nicht allein die
eingeschlossene Luft., sondern auch der überflüssige Thon entweicht. Unter der
zweiten Preſsplatte wird dann, unter Benutzung einer auf den Kolben wirkenden
Hubscheibe, die Fertigpressung vollzogen. Nachdem die Form zwischen der zweiten und
dritten Preſsplatte angelangt ist, schiebt sich ein mit durchlöchertem Boden
versehener, mit dem färbenden Thone o. dgl. versehener Kasten über dieselbe, wobei
die Oberfläche des Ziegels genügend dick und gleichartig mit Farbe oder Glasfluſs überzogen
werden soll, was man angesichts der vorgeschlagenen Einrichtung bezweifeln darf.
Nunmehr wird unter der dritten Preſsplatte das Aufgestreute befestigt. Jenseits der
dritten Preſsplatte wird der Ziegel ausgehoben und hinweggenommen, aber auch ein
zweiter, mit durchlöchertem Boden versehener Kasten über die jetzt in höchster Lage
befindliche Kolbenfläche geschoben, um Farbe oder Glasfluſs für die untere Fläche
des folgenden Ziegels auszubreiten.
Die Verkörperung des hier kurz wiedergegebenen Gedankenganges läſst recht viel zu
wünschen übrig, so viel, daſs mindestens eine gründliche Durcharbeitung des Ganzen
seitens eines erfahrenen Constructeurs erforderlich ist, um die Maschine brauchbar
zu machen.
Tafeln