| Titel: | Ueber Neuerungen im Eisenhüttenwesen. |
| Fundstelle: | Band 258, Jahrgang 1885, S. 396 |
| Download: | XML |
Ueber Neuerungen im Eisenhüttenwesen.
(Patentklasse 18. Fortsetzung des Berichtes Bd.
257 S. 325.)
Mit Abbildungen im Texte sowie auf Tafel 26 und 30.
Ueber Neuerungen im Eisenhüttenwesen.
In der Revue universelle, 1885 Bd. 17 * S. 568 ist ein
gröſserer bemerkenswerther Aufsatz von P. Trasenster in
Lüttich über das Eisenhüttenwesen in den Vereinigten Staaten
Nordamerikas veröffentlicht.F. W. Lürmann hat diesen Bericht eben in einem
Sonderabdrucke aus Stahl und Eisen (bei August Bagel in Düsseldorf) mit 2 Tafeln
Abbildungen herausgegeben. Ueber die Herstellung des Roheisens sind darin folgende Einzelheiten mitgetheilt.
Das Ausbringen der Hochöfen betrug im J. 1830 170000t; es stieg dann bis auf 1700000 im J. 1871 und 2600000 im J. 1872 und
1873; im J. 1876 fiel die Leistung bis auf 1900000t und erreichte 1882 seine gröſste Höhe mit 4700000t, um 1884 wieder auf 4160000t zu fallen, wobei 415000t auf Holzkohlen- und 3745000 auf
Steinkohlen-Hochöfen entfallen.
Die Gröſsenverhältnisse der Hochöfen zeigen keine so auffallenden Unterschiede wie in
Deutschland. In der Tabelle S. 397 sind die Maſse von 20 Hochöfen angegeben.
Am verbreitetsten sind die Hochöfen mit gekühltem Gestelle. Dasselbe wird bis zur
Höhe der senkrechten Wände von einem etwa 10cm
dicken Guſseisenringe umgeben, in welchen eine Kühlschlange eingegossen ist. Platt
liegende flache Ringe mit solchen Kühlschlangen liegen im Kohlensacke. In
South-Chicago umgibt man das Gestell mit einem einfachen Mantel aus Kesselblech,
läſst aber zwischen diesem und dem Mauerwerke einen Zwischenraum von etlichen
Centimeter, um denselben mit Wasser zu füllen, wenn sich das Gestell erhitzt. Nach
einer anderen Einrichtung liegen im Kohlensacke 4 offene Ringbehälter über einander,
so daſs das Wasser kaskadenförmig von einem Behälter zum
Name der Hütte
Ofenzahl
Höhe
Durchmesser
Rastwinkel
Inhalt
Kohlen-sack
Gestell
Gicht
Kokes-Hochöfen
m
m
m
m
Grad
cbm
Lucy, Pittsburg (Pa.)
2
26,50
6,10
3,35
4,88
76
–
Edgar Thomson (Pa.)
4
24,40
6,20
3,20
5,10
76,5
500
South-Chicago (III.)
4
22,875
6,10
3,35
4,78
75
445
Cleveland (0)
1
22,875
6,10
3,50
5,02
80
475
Isabella, Pittsburg
2
22,875
5,85
3,35
4,72
79
400
Pueblo, Colorado
1
22,875
5,50
2,75
5,02
79
370
Cambria, Johnstown
4
22,875
4,88
2,60
4,88
–
320
Riverside, Wheeling (W. Va.)
1
22,875
4,88
2,75
–
–
–
Edgar Thomson (A)
1
19,82
4,12
2,60
3,30
82
180
Anthracit-Hochöfen
Hartman
22,875
5,50
3,25
5,18
80
390
Durham (Pa)
22,875
5,95
2,45
4,88
77
–
Scranton (Pa)
20,15
6,25
3,15
–
78
370
Harrisbury (Pa)
2
21,35
5,50
3,05
4,57
–
350
Bethlehem (Pa)
2
21,35
5,35
2,75
–
74
290
Crown-Point (N. Y.)
1
21,35
5,50
2,45
–
–
–
Cedar-Point (N. Y.)
1
21,35
4,88
2,60
4,27
81
315
Warwick (Pa)
1
16,75
4,88
2,25
3,00
72
160
Holzkohlen-Hochöfen
Pioneer (Mich.)
1
17,00
2,90
1,35
1,65
–
–
Martel (Mich.)
1
16,15
3,20
1,80
2,20
73
80
Midland (Miss.)
1
15,25
3,05
1,65
1,65
81
65
anderen flieſst (vgl. J. Jacobi
1870 198 * 132), während der Dampf ungehindert abziehen
kann. Stellenweise findet sich auch die Wendt'sche
Kühlung (vgl. 1884 254 * 483).
Die geschlossenen Gichten sind am gebräuchlichsten. Die Anthracit-Hochöfen haben
manchmal einen doppelten senkbaren Trichter, so daſs Erz und Brennmaterial getrennt
von einander aufgegeben werden können. Die Dicke der Trichter ist 5cm. Ein eigenthümlicher Gichtverschluſs fand sich
bei den Hochöfen von Lucy. Die einzelnen Posten werden mittels eines Wagens, welcher
auf geneigter Schienenbahn läuft und sich an der Gicht überschlägt, auf einen
einfachen kleineren Trichter geschüttet, welcher sich selbstthätig öffnet und die
Beschickung auf einen gröſseren unterhalb liegenden Trichter fallen läſst; dieser
senkt sich erst, wenn er 3 Posten, einen aus Erz, den anderen aus Kokes und den
dritten aus Erz und Zuschlag aufgenommen hat. In die gute Wirkung des
Gichtverschlusses werden Zweifel gesetzt.
Die 7 oder 8 Formen sind ähnlich dem Lürmann'schen
Systeme eingerichtet. In das allseitig durch eine guſseiserne Ausfütterung mit
eingegossener Kühlschlange gekühlte Formgewölbe wird die hohle, mit Wasserkühlung
versehene Düse aus Kupfer oder Bronze geschlossen eingesetzt. Man hat bewegliche
Düsen, welche es gestatten, den Windstrahl innerhalb gewisser Grenzen stechend auf das Eisen einwirken zu lassen.
Gegen Ende des J. 1883 zählte man 215 Whitwell'sche und
39 Cowper'sche Winderhitzungsapparate auf 70 und 13
Hochöfen. Die Höhe der Apparate beträgt bis zu 18 und 24m, der Durchmesser ist 5m,4 bis 6m,6. Jeder Hochofen hat gewöhnlich 3 Apparate.
Die Gebläsemaschinen gehören gewöhnlich dem senkrechten Typus an (vgl. auch S. 190 d.
Bd.) der Gebläsecylinder liegt oben, der Dampfcylinder unten zwischen den
Maschinenständern. Die Maschinen besitzen zwei seitliche Schwungräder. Die
Gebläsemaschine von Mackintosh und Hemphill, welche bei Kokes-Hochöfen sehr verbreitet
ist, hat folgende Maſse:
Durchmesser
des
Gebläsecylinders
2m,135
„
„
Dampfcylinders
0m,915
Kolbengeschwindigkeit
1m,22 bis 1m,37
Länge der Kolbenstange
3m,60
Ganze Höhe über dem Boden
7m
Umdrehungen in der Minute
25 bis 35.
Die 2 Schwungräder wiegen je 10t und haben einen Durchmesser von 4m,25.
Die Schlacke wird in kleinen Kippwagen abgefahren und in Blöcken auf die Halde
gebracht, oder sie wird in 9 bis 10t fassende
Behälter abgestochen, welche auf zwei 4 räderigen Wagengestellen laufen und innen
mit feuerfestem Material ausgefüttert- sind. Diese Schlackenwagen werden auf die
Halde gefahren und hier durch Abstechen entleert, was ganz gut gehen soll.
Nach H. Schulze-Berge in Rochester, Pa.
(Nordamerikanisches Patent Nr. 296225 vom 1. April 1884) werden die eigentlichen Formen innerhalb des wassergekühlten Raumes an der
Mündung (Formenauge) mit einem Schieber versehen, welcher es gestattet, den
Querschnitt des Formenauges während des Betriebes des Hochofens ohne Abstellung des
Windes beliebig zu vergröſsern oder zu verengen. Es kennen also mittels dieser
Einrichtung bei gleichen eingeblasenen Windmengen mehr oder weniger dicke
Windstrahlen mit entsprechender Geschwindigkeitsveränderung in den Ofen eingeführt
werden. Schulze-Berge verspricht sich von dieser –
mindestens umständlichen – Anordnung eine erhebliche Ersparung an Brennmaterial. Die
Form erhält behufs Unterbringung des Schiebers einen ovalen Querschnitt, so daſs das
Formenauge nur einen Theil der Vorderwand einnimmt. Auf der Hinterwand gleitet
luftdicht ein Schieber, welcher das Windrohr (Düse) gabelförmig umfaſst; an diesem
Schieber ist auf der anderen Seite mittels eines Wasserkühlrohres ein hohler
Schieber befestigt, welcher bei dem Herunterbewegen das Formenauge theilweise oder
ganz verschlieſsen kann. Statt eines Schiebers mit gerader Führung kann auch ein
Drehschieber angewendet werden.
Ueber die Herstellung des Ferromangans berichtet A. Pourcel im Génie Civil,
1885 Bd. 7 * 8. 3. Mit dem Namen Ferromangan bezeichnet man eine Legirung von Eisen
und Mangan, welche mehr als 25 Proc. von letzterem Metalle enthält. Bei dieser
Zusammensetzung verliert das Eisen seine magnetischen Eigenschaften. Ferromangan mit 70 bis
80 Proc. Mangan wurde zuerst von Prieger in Bonn im J.
1865 in Tiegeln hergestellt (vgl. 1865 177 303). Schon
früher, im J. 1863, verschmolz M. W. Henderson in
Glasgow Spiegeleisen mit 20 bis 25 Proc. Mangan im Siemens'schen Regenerativofen (vgl. F. Kohn
1870 198 205. 1871 200 280).
Eigentliche Bedeutung gewann das Ferromangan erst als dasselbe zur Desoxydation des
Bessemermetalles benutzt wurde.
Bei der Herstellung in Graphittiegeln kommen auf 10k pulverisirtes Manganoxyd 2k,1 Holzkohlenstaub und 1k Spiegeleisen mit 9 bis 10 Proc. Mangan. Die
Mischung wird mit einer 5 bis 8mm dicken Schicht
Holzkohlengrus bedeckt und dann der Tiegel aufgelegt. Eine Hitze dauert 9 bis 10
Stunden und braucht 250k Kokes auf 2 Tiegel,
welche in einem gewöhnlichen Zugofen stehen. Ist die Hitze beinahe beendet, so
taucht der Schmelzer einen Eisenstab in die flüssige Masse und beurtheilt an der
anhaftenden Schlacke, ob der Tiegel ausgehoben und in die Guſseisenform ausgegossen
werden kann. Jeder Tiegel gibt 4 bis 5k Metall mit
70 bis 80 Proc. Mangan, der Preis für 1t betrug
hiernach 1600 M.
Die englischen Regenerativ-Flammöfen zur Herstellung des
Ferromangans haben einen Graphitboden, hergestellt aus Ziegeln, welche aus einer
Mischung von Graphit mit Theer bestehen; dieselben werden mit der Hand geformt und
dann gebrannt. Das fein pulverisirte Manganerz wird mit frisch gelöschtem Kalk und
Kohlenklein gemischt; dann werden Feil- oder Drehspäne hinzugefügt, die Mischung
wird mit Wasser angefeuchtet und umgeschaufelt. Dieselbe enthält 46 bis 54 Proc.
Mangan und ergibt 280 bis 300k Ferromangan mit
ungefähr 80 Proc. Mangan. Die Eintragung der Massen in den Ofen ist eine schwierige
Arbeit, weil der Zug die schnell ausgetrockneten pulverförmigen Massen mitzureiſsen
strebt. Die Hitze dauert wenigstens 15, öfter aber bis zu 20 Stunden. Dies ist der
Henderson'sche Prozeſs, wie er in Terre-Noire
ausgeführt wird. Der Preis des so hergestellten Ferromangans war 1120 M. für 1t.
Das im Hochofen erblasene Ferromangan (vgl. Ward 1877 226 53. Pourcel 1878 227 272. Ledebur 1881 242 121) kam um
40 M. billiger; die Herstellung desselben war aber im Anfange mit erheblichen
Schwierigkeiten verknüpft. Nur langsam stieg man von einem Mangangehalte von 25
Proc. auf 42 Proc. und mehr. Vor Allem muſste man den Niedergang der Gichten fast
auf die Hälfte verlangsamen, die Kokesgichten aber verdoppeln. Pourcel beschreibt a. a. O. eingehend den Gang eines
Hochofens von Forey in Montluçon-Fourchambault, welcher
auf Ferromangan der verschiedensten Zusammensetzung arbeitet. Der Ofen hat einen
Fassungsraum von 93cbm, das Gestell 3cbm,44. Die 3 Düsen haben einen Durchmesser von
80mm. Die Temperatur des Windes ist mindestens
600°. Die ersten Abstiche ergaben nach einander graues Roheisen, Spiegeleisen mit 21
Proc. Mangan, Ferromangan mit 42 Proc. und endlich, wie beabsichtigt, mit 50 Proc.
Mangan. Die Gichtgase waren sehr reich und dunkel, aber fast unverbrennlich, so daſs die
Windapparate durch andere Gichtgase geheizt werden muſsten. Die Schlacke war an der
Oberfläche glasig, dunkelgrün und von steinigem Bruch. Der Mangangehalt des weiter
abgestochenen Ferromangans stieg dann allmählich bis zu 64,8 Proc., wobei die
Schlacke heller, weniger steinig und flüssiger wurde. Da aber der Vorrath an
Manganerzen erschöpft war, so kehrte man wieder zur Herstellung von
Bessemer-Roheisen zurück. Man hatte in 24 Stunden 11 bis 12l Ferromangan hergestellt mit einem Aufwände von
1700 bis 1900k Kokes auf 1l Metall. Die Gichtgase bestanden beim Erblasen
von Ferromangan mit 60 Proc. Mangan aus 5,50 Th. Kohlenoxyd und 30 Th. Kohlensäure;
letztere verminderte sich beim Uebergange zum Bessemer-Roheisen auf 8 bis 10 Th.,
während ersteres auf 27 bis 29 Th. stieg. Das Manganerz enthielt viel Wasser und
Kohlensäure, auch Feldspath und schwefelsauren Baryt. Das verwendete toskanische Erz
enthielt 10,50 Th. Eisen und 33,50 Th. Mangan. 1300k Erz enthielten also 137k Eisen und
434k Mangan. Für Ferromangan mit 60 Proc.
Mangan muſsten also 1300k Erz: 137k Eisen, 262k
Mangan und 24k Kohlenstoff und Silicium geben;
dies macht zusammen 423k Metall. Darauf kamen
850k Kokes mit 15 Proc. Asche. Die Anwendung
von Graphit zur Herstellung des Bodens und des Gestelles wurde zuerst in Tamaris
versucht und stellte sich bei der Herstellung sehr reichen Ferromangans als
nothwendig heraus. In Gestellen, bei denen der Boden aus Graphitsteinen bestand und
die Wandung mit einer gestampften Ausfütterung versehen war, stellte man anstandslos
Metall mit 82 Proc. Mangan her. Bei Metall mit 74 Proc. Mangan hatte die Schlacke
folgende Zusammensetzung:
SiO2
18,20 Proc.
CaO
37,50
BaO
9,25
Al2O3
4,55
MnO
30,50
In 24 Stunden betrug das Ausbringen 14t Metall. Der Kokesverbrauch war auf 2600k gestiegen.
Im J. 1876 fing man auch in Terre-Noire mit der Herstellung von Ferromangan an,
erzielte aber erst nach vielfachen Versuchen Metall mit 77 und 84,5 Proc. Mangan und
zwar 12t in 24 Stunden. Der Kokesverbrauch stieg
bis. 2700k auf 1t Metall und fiel nie unter 2400k. Die
Erze enthielten im Mittel 37 Proc. Mangan. Die Schlacke bei Metall mit 75 Proc.
Mangan bestand aus:
SiO2
26,65 Proc.
CaO
37,60
MgO
2,20
Al2O3
7,10
BaO
8,55
FeO
1,40
MnO
14,97
Schwefel
1,70
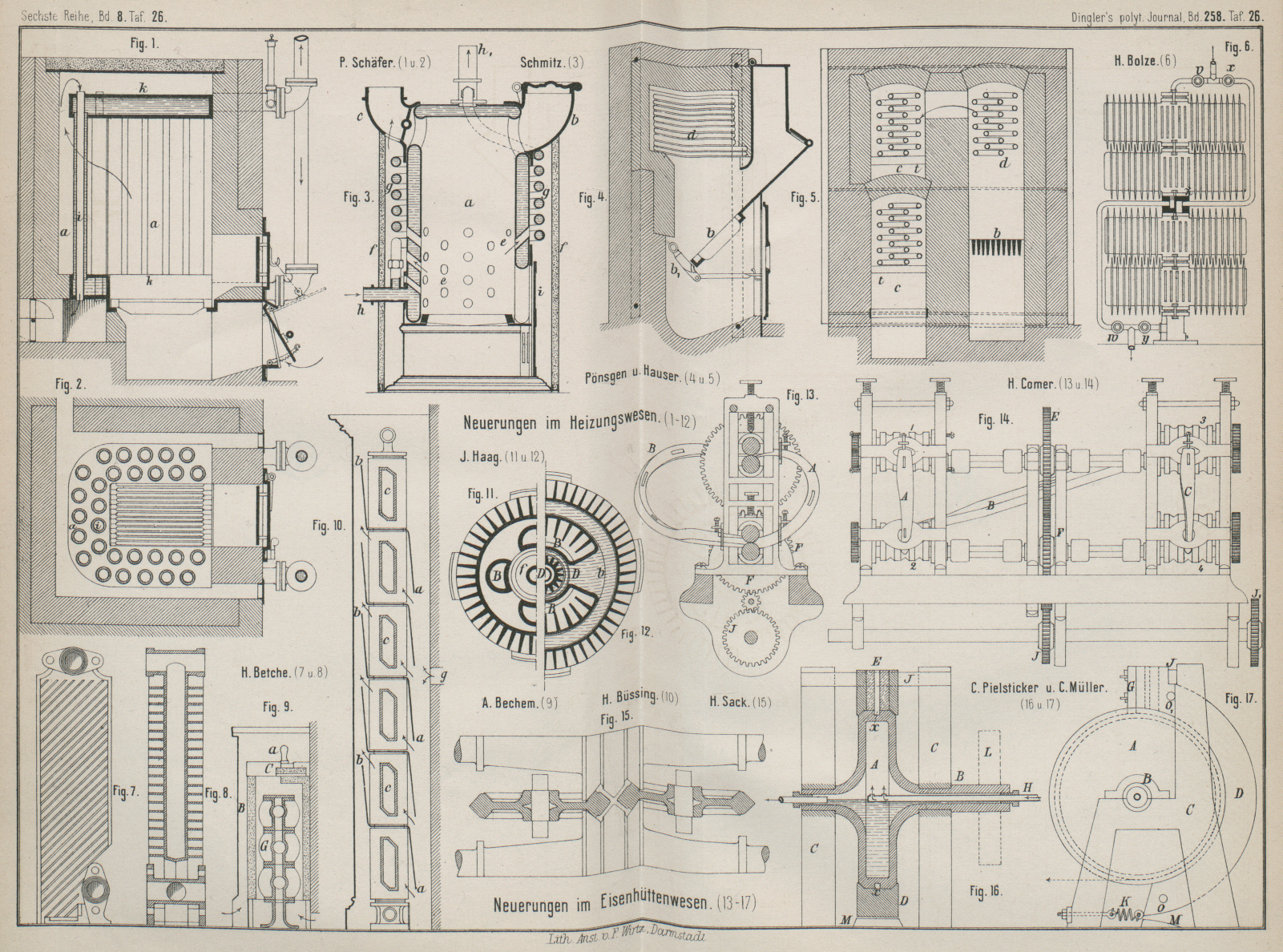
Für Walzeisen von kreuzförmigem Querschnitte hat Hugo
Sack in Duisburg (* D. R. P. Kl. 49 Nr. 28327 vom 12. December 1883) das in
Fig. 15
Taf. 26 skizzirte Walzwerk angegeben. Das Kaliber wird
aus 2 Hauptwalzen und 2 Scheiben gebildet. Erstere liegen wagerecht und werden
angetrieben; letztere haben eine senkrecht stehende Drehachse und werden von den
Hauptwalzen durch Reibung mitgenommen. Die Hauptwalzen haben zwei V-förmige
Eindrehungen, zwischen welche hinein die entsprechend gestalteten Kränze der
Scheiben greifen. Man kann also durch Verschieben aller 4 Walzen gegen den
Kalibermittelpunkt hin die Dicke der Walzeisenschenkel verringern. Der Durchmesser
der Scheiben ist gröſser, als jener der Hauptwalzen, so daſs erstere das Erfassen
des Walzeisens zu übernehmen hätten (was aber nicht geht), wenn nicht die
Kaliberöffnung zwischen den Scheiben so groſs gewählt würde, als dieselbe beim
vorhergehenden Kaliber beträgt. Nach ¼ Drehung läſst sich also das Walzeisen bis an
die Hauptwalzen heranschieben, wird von diesen dann erfaſst und mitgenommen. Ein
besonderes Andrücken der Scheiben gegen die Hauptwalzen ist aus diesem Grunde
überflüssig, so daſs dieselben während des Leerganges des Walzwerkes stillstehen.
Die Pakete werden achtkantig vorgeschmiedet und dann in einem Blockwalzwerke zu
einem rohen Kreuz vorbereitet und endlich wie beschrieben fertig gewalzt. Die
Fertigstellung geschieht in 12 bis 16 Stichen. Das Kreuzprofil eignet sich ganz
vorzüglich zu Säulen, überhaupt Trägern, welche auf
ihre achsiale Druckfestigkeit in Anspruch genommen werden.
Um beim Walzen von Eisenbahnschienen oder Verarbeitung
von Enden u. dgl. die Schienen in ihrer Höhe zu verringern, wendet Hugo
Dickmann in Dortmund (* D. R. P. Nr. 30769 vom 9. Juli 1884), wie in Textfigur 1 veranschaulicht, diagonale Stauchkaliber an, welche so construirt sind, daſs sowohl die
Ober-, als auch die Unterwalze je an einer Seite Matrize und an der anderen Seite
Patrize bilden.
Fig. 1., Bd. 258, S. 401 Dadurch soll es ermöglicht werden, daſs zu gleicher Zeit die beiden
Matrizen nach zwei entgegengesetzten Richtungen mittels ihrer seitlichen Ränder wirken und so beim
Einbringen des Walzgutes eine Stauchung bezieh. eine Verringerung des Querschnittes
in seitlicher bezieh. diagonaler Richtung hervorbringen. Auſser dieser Wirkung kann
im geschlossenen diagonalen Kaliber zu derselben Zeit mit der seitlichen
Verringerung auch in senkrechter Richtung zur Walzenachse nach Belieben Druck
ausgeübt werden, somit die Verringerung des Profils nach zwei Richtungen hin
stattfinden. (Vgl. E. Daelen's Stauchhammer 1884 251 * 488.)
Ueber das Walzen von Eisen- und Stahldraht in den Vereinigten
Staaten Nordamerikas macht Jules G. Freson in
der Revue universelle, 1885 Bd. 17 * S. 619 u.a.
folgende Mittheilungen.
Besondere Aufmerksamkeit erregte das in Fig. 13 und 14 Taf. 26
veranschaulichte Drahtwalzwerk von H. B. Comer. Dasselbe besteht aus wagerechten
Walzenpaaren, welche über und neben einander liegen. Die Walzen werden mittels
Zahnräder bewegt, welche dem nächstfolgenden Walzenpaare eine gröſsere
Umfangsgeschwindigkeit ertheilen als den vorhergehenden, ohne daſs der Durchmesser
der Walzen ein gröſserer wird. Nur gewisse Walzen haben einen gröſseren Durchmesser,
so daſs die Geschwindigkeitszunahme mit Rücksicht auf das vorhergehende Walzenpaar
ohne eine Veränderung der Zahnräder bewirkt wird. Die auf einander folgenden
Walzenpaare werden durch Führungen A, B und C mit einander verbunden, welche dem Drahte eine
gewisse Verdrehung um seine Längsachse ertheilen und denselben von einem Kaliber zum
zweiten in anderer Höhe liegenden Walzenpaare führen. Die Knüppel gehen nach
einander durch die Walzen 1 bis 4.
Gewöhnlich besteht eine Drahtwalzenstraſse aus 8 Ständern mit je 2 Paar Walzen und
aus einem Paare Fertigwalzen. Von dem Triebrade J
werden die Räder E und F
bewegt, von welchen E einen um ein Viertel gröſseren
Umfang besitzt als F, so daſs die den Walzen 2 gegebene Geschwindigkeit entsprechend gröſser ist als
bei den Walzen 1. Die Walzen 3 sind um die Hälfte dicker als die Walzen 1;
ihre Umfangsgeschwindigkeit ist deshalb um die Hälfte gröſser als die von 1 und um ein Viertel höher als die von 2. Der Durchmesser von 4
ist gleich dem von 3 und, da dieses Paar von F bewegt wird, so ist seine Geschwindigkeit um ein
Viertel schneller. Die Umdrehungsgeschwindigkeit wächst also von den Walzen 1 bis 4. Ebenso sind die
folgenden 4 Walzenpaare eingerichtet, nur wird denselben durch das gröſsere Rad J1 eine entsprechend
gröſsere Geschwindigkeit ertheilt; im Uebrigen drehen sich aber die Walzen in dem
gleichen Verhältnisse wie 1 bis 4. In dem darauf folgenden Walzwerke wird das Walzenpaar 5 um ein Viertel schneller gedreht als das letzte Paar
4. Die Walzenpaare 9
bis 12 des nächsten Walzwerkes haben dasselbe
Geschwindigkeitsverhältniſs wie die der Walzenpaare 1
bis 4 und die Paare 13 bis
16 dasselbe wie 5 bis
8. Natürlich richtet sich das Wachsen der
Geschwindigkeit der
Walzendrehung ganz nach der Verlängerung des Drahtes beim Auswalzen. Die Führungen
leiten den Draht von 1 bis 8; zwischen den Walzenpaaren 8 und 9 muſs der Draht von Hand umgesteckt werden, dann aber
geht er wieder selbstthätig durch die Walzen 9 bis 16.
Nach dem Systeme Bedson geht der Knüppel durch 16 in
einer Reihe hinter einander stehenden Walzen in einer geraden Linie durch, so daſs
das Eisen aus der letzten als Draht herauskommt. Ein Umstecken ist hier also nicht
nöthig. Zwischen den einzelnen Walzen liegen gerade Führungen, welche den Draht um
einen gewissen Winkel verdreht der nächstfolgenden Walze zuführen. Die
Geschwindigkeiten, mit welchen sich die Walzen umdrehen, müssen natürlich wachsen,
je dünner der Draht wird. Auf den Walzen sind 2 Kaliber neben einander liegend
angeordnet, so daſs immer zwei Drähte gleichzeitig ausgewalzt werden können.
C. M. Pielsticker in London und Fr. C. G. Müller in Brandenburg (* D. R. P. Kl. 31 Nr. 32127 vom 12.
December 1884, Zusatz zu Nr. 29548, vgl. 1885 255 * 323)
haben ihr Verfahren zur unmittelbaren Auswalzung von
flüssigem, durch eine Formöffnung ausströmenden und dabei erstarrenden Eisen weiter ausgebildet.
Nach der neuen Einrichtung dreht sich eine hohle Rolle A
(Fig. 16
und 17 Taf.
26) um eine wagerechte Achse B, welche in den Ständern
C gelagert ist. Der Durchmesser der Hohlrolle A ist 1m, ihre Breite
150mm. In den Rollenmantel ist eine Nuth x eingedreht, deren Querschnitt dem des herzustellenden
Walzeisens entspricht. Eine Hälfte des Rollenmantels wird von einem Halbringe D umschlossen, welcher sich auf A dicht schlieſsend auflegt. Die Ränder des Ringes D greifen über die von A, so daſs ein
seitliches Ausweichen von A gegen D unmöglich ist. An seinem oberen Ende hat der Halbring
einen Kasten G, in welchen der mit dem Einguſsloche
versehene Chamottestein E eingesetzt wird, so daſs der
Einguſs mit der Nuth x in Verbindung seht. Der untere
Rand der vorderen Wandung von G paſst auf die Rolle A und schlieſst durch eine vorragende Zunge die Nuth
x genau ab.
Zur Kühlung ist die Rolle A und ihre
Achse hohl und durch den einen Zapfen geht die Röhre H,
welche von der Mitte aus nach oben kalte Wasserstrahlen gegen die Wandung der Rolle
A wirft. Das Wasser füllt dann die untere Hälfte
aus, um schlieſslich durch den zweiten Zapfen abzuflieſsen. Auch der Halbring D ist hohl und wird durch einen unteren Rohransatz O Kühlwasser ein- und aus einem oberen Ansätze O1 wieder
abgeleitet.
Die Hohlrolle A kann mit den Zapfen
in einem Stücke aus Guſseisen oder Stahl gegossen werden, ebenso der hohle Halbring
D. Indessen ist wegen ihres 5 mal gröſseren
Wärmeleitungsvermögens Bronze für die Umfangswand der Rolle vorzuziehen. Die
Feststellung des Halbringes D bewirkt der oben lose
eingelegte Riegel J und die Zugfeder K. Durch diese Art der Befestigung ist nicht allein das
sichere Anschlieſsen des Halbringes, sondern auch die zur Vermeidung von Spannungen
nöthige Beweglichkeit gewährleistet. Auſserdem ist es ermöglicht, bei vorkommenden
Störungen den Halbring nach Fortnahme des Riegels J
nach hinten zurückzulegen, wobei sich das untere Ende von D auf der schrägen Fläche des Sattels M
abwälzt. Durch ein Zahnrad L kann die Rolle in Drehung versetzt
werden. Zur Verminderung der Reibung zwischen Rolle und Halbring dient gewöhnliche
Schmiere; auch kann am Halbringe noch zur Entlastung eine Feder oder eine sonstige
nach oben gerichtete Kraft angebracht werden.
Ueber dem Guſsloche wird ein Trichter befestigt, in welchen das
geschmolzene Metall aus einer Sammelpfanne oder mittels einer Rinne o. dgl.
eingelassen wird. Beim Beginne des Arbeitsvorganges verstopft man den unteren
Ausgang der Nuth x mit einem Thonstöpsel, gieſst oben
das geschmolzene Metall ein, wartet einige Secunden, läſst; darauf die Rolle A langsam kreisen und führt nun den unten austretenden
Metallfaden in tangentialer Richtung unmittelbar in ein Fertigwalzwerk. Vor dem
Walzwerke wird zweckmäſsig noch ein Rollenpaar zum Abscheren etwaiger Guſsbärte
angebracht.
Der Erstarrungsprozeſs soll wesentlich nur von der Rolle A ausgehen, um das Haftenbleiben von Theilen der
Erstarrungskruste an dem Ringe D zu verhindern; deshalb
empfiehlt es sich, den Halbring D in seinem oberen
Theile mit einer Furche von der Breite der Rollennuth zu versehen und mit einem
geeigneten, schlecht leitenden, feuerfesten Materiale auszukleiden. Dadurch soll
erreicht werden, daſs sich an der Ringfläche keine Erstarrungsschale bildet und das
Metall lediglich in der Nuth erstarrt.
Bei der Verbindung des Apparates mit einem Walzwerke muſs
selbstverständlich die Drehung der Rolle A in einem
ganz bestimmten Verhältnisse zu derjenigen der Walzen stehen. Falls die Festigkeit
des Metallfadens ausreicht, kann die Drehung der Rolle einfach durch den Zug der
Walzen bewirkt werden. Steht aber ein Abreiſsen des Fadens zu befürchten, so erhält
das Vorgelege, welches die Rolle A drehen soll, eine
Reibungskuppelung, welche so eingestellt wird, daſs sie nahezu, aber nicht ganz im
Stande ist, die Rolle A zu bewegen, worauf dann die
Zugkraft der Walzen nur den Rest des Widerstandes zu überwinden hat.
Nach einer Mittheilung von J. Bagant in Wien hat Bauckmann ein österreichisch-ungarisches Patent auf
einen Puddelofen mit 2 hinter einander liegenden Herden
erhalten, wovon der eine als Einschmelzherd, der andere als Arbeitsherd dient. Diese
beiden Herde stehen aber nicht fest, sondern ruhen mittels Räder auf einer
Kreisschiene, so daſs sie sich auf dieser um einen Mittelzapfen zwischen Feuerung
und Fuchs drehen können. Beide Herde sind durch einen Wall von einander getrennt.
Bezeichnen wir den der Feuerung zunächst gelegenen Herd mit I, den am Fuchs
liegenden mit II, so wird in I der Satz fertig gepuddelt, weil derselbe hier am
meisten Hitze erhält. Der Herd II dient unterdessen unter Benutzung der Abgase als
Einschmelzherd. Sind die Luppen in I fertig, so werden sie herausgenommen und es
wird nun der ganze Herd um 180° gedreht, so daſs nun der Herd II vor die Feuerung zu
stehen kommt. Der in II eingeschmolzene Satz wird dann fertig gepuddelt, während in
I frisches Roheisen eingetragen wird. Mit diesem Ofen sollen in 12 Stunden 13 bis 14
Sätze gepuddelt worden sein, während in dem gewöhnlichen Puddelofen nur 8 Sätze
fertig gestellt werden konnten; auſserdem soll Brennmaterial (40 Proc.) erspart
werden.
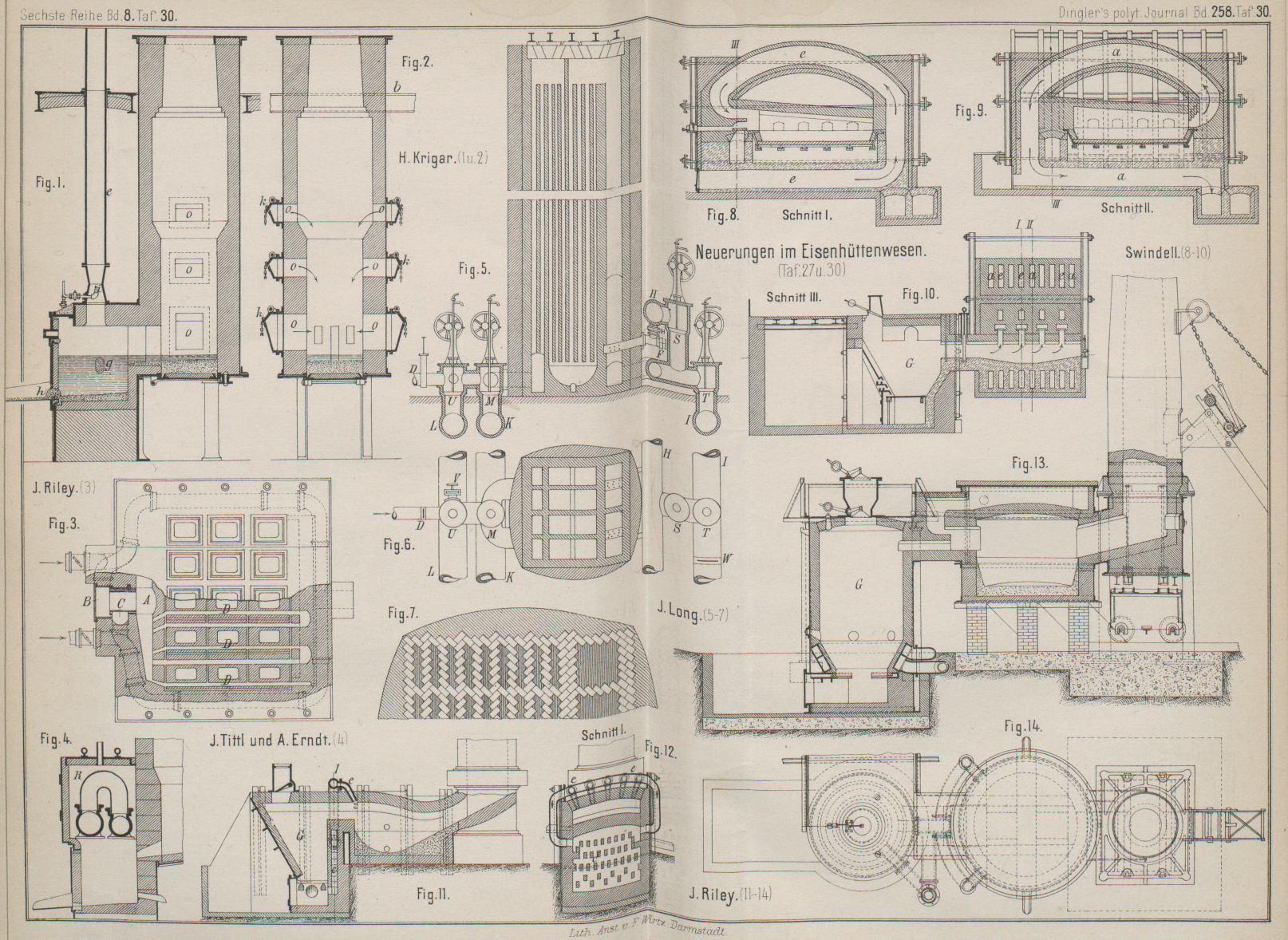
Ueber Schmelzöfen mit Wassergasbetrieb berichtet F. W. Lürmann in der Zeitschrift deutscher Ingenieure, 1885 * S. 592 nach einem Vortrage von
N. Lilienberg aus New-York in der Versammlung des
American Institute of Mining Engineers im Februar
1885 (vgl. auch Engineering and Mining Journal, 1885
Bd. 39 S. 139.* 370).
Die über der Hüttensohle aufgestellten, mit einander in Verbindung stehenden
Schachtgeneratoren a (Textfig. 2 bis 78 auf S. 406) haben die gewöhnliche Aufgebevorrichtung; die
feuerfeste Ausmauerung ist oben und unten zusammengezogen und im oberen Theile sind
Gasabzugsöffnungen angeordnet, welche in einen gemeinschaftlichen Gaskanal münden.
Der untere Theil ruht auf guſseisernen Platten, welche die Kasten b bilden und von Trägern c
unterstützt sind. Durch diese und die Hängeeisen d wird
der ganze untere Theil des Generators in der Schwebe gehalten; der Aschenfall ist
ganz frei und kann bequem durch 4 Thüren gereinigt werden. Die Kasten b haben rund herum Düsen, die durch das Windrohr e mit einander verbunden sind, in welchem 2 Klappen f unter 90° gegen einander versetzt durch ein Hebelwerk
einstellbar sind. Die innere und obere vordere Kante der Kästen b ist durch Wasser gekühlt. Aus dem unteren Theile des
Generators führen 3 Auslässe g, auſsen durch das Rohr
h verbunden, das Wassergas in den zweiräumigen
Erhitzer für Gas und Luft, welcher zwischen den Generatoren und dem Ofen angeordnet
ist. Die Auslässe g sind abwechselnd durch Schieber i absperrbar, welche durch die Stange k mit einander verbunden sind. Alle Klappen und
Schieber für Luft und Luftgas (im Gegensatze zum „Wassergas“), sowie für
Wasserdampf und Wassergas werden durch das Hebelwerk m,
l gleichzeitig so umgestellt, wie der Betrieb es erfordert. Die Kanäle in
dem oberen Theile des Generators sind mit einem Kasten n verbunden, in welchem sich der Schieber o
mit Hilfe der Hebel p und der Welle q bewegt. Der Dampf tritt aus dem Rohre r in den Kasten n seine
Menge wird durch ein Ventil geregelt, ebenso wie die des Windes. Unter dem Schieber
o befindet sich der Kanal s, welcher durch das Rohr t mit der Kammer
u für Luftgas in Verbindung steht. Fig. 2 und 3 stellen den
Ofen im Betriebszustande dar, in welchem in den Generator links von unten Luft, in
den Generator rechts von oben Dampf eingeleitet wird. Das in dem Generator links
gebildete Luftgas, bestehend aus Kohlensäure, Kohlenoxyd und Stickstoff, tritt oben
aus, geht durch o nach s
und durch t nach u. Das
Wassergas aus dem Generator rechts, bestehend aus Wasserstoff, Kohlenoxyd und einer
Spur von Stickstoff, wird durch g und h in den zweiräumigen Erhitzer geführt. Durch Umstellen
des Hebelwerkes werden alle Schieber, Klappen oder Ventile in den verschiedenen
Rohrleitungen gleichzeitig so umgesteuert, daſs der Wind in den Generator rechts und
der Dampf in den durch die Verbrennung erhitzten Generator links tritt.
Der in dieser Weise geführte Betrieb liefert also einen gleichmäſsigen Strom von
Luftgas in das Rohr t und von Wassergas in das Rohr h. Durch Zuführung von Luft in die Kammer u verbrennt man hier das Kohlenoxyd der Luftgase und
läſst die dadurch erzeugte Wärme der Verbrennungsproducte durch die Züge v der linken Hälfte des Erhitzers an das Wasseragas und
die Luft abgeben. Der Erhitzer (Fig. 3 und 7)
Fig. 2–7., Bd. 258, S. 406 ist aus 76mm dicken, 380mm
hohen Steinen hergestellt, welche mit zwei flachen Steinlagen abgedeckte Kanäle von
230mm Breite bilden. Dadurch, daſs die Luft
nur auf der einen und das Wassergas nur auf der anderen Seite durch den Erhitzer
geleitet wird, soll deren Vermischung, also die Möglichkeit einer Explosion
vermieden sein. Die Abhitze gelangt aus den Kanälen v
in den Schornsteinkanal w, während Wassergas und Luft,
getrennt durch die Mauer x (vgl. Schnitt nach C-D
Fig. 6),
durch den Erhitzer zum Ofen geführt werden.
Der Ofen Fig.
4 und 5 hat 4 Kanäle 1 für Wassergas, Luft und
Abhitze, welche durch die Mauern 2 getrennt sind; Gas
und Luft treten oben über dem Gewölbe her und in der Mitte zusammen in den Ofen. Die
Abhitze zieht durch die inneren Kanäle des Ofens in den Kanal, welcher auf der
rechten Seite des Erhitzers liegt, darauf durch die Züge 5 des Erhitzers durch dessen rechte Hälfte, ihre Wärme an die Luft und das
Wassergas abgebend, und endlich durch den Kanal 6 zum
Schornsteine. Das Wassergas und die Luft treffen also immer heiſsere Theile des
Erhitzers, je näher sie dem Ofen kommen. Etwaige Erneuerungen der Kanäle des
Erhitzers sollen durch Entfernung von der Sand- und Steindecke derselben ebenso
leicht und billig auszuführen sein wie die Erneuerungen der Siemens'schen Regeneratoren, d.h. der einräumigen Erhitzer. Der Raum
zwischen den Generatoren und dem Ofen, also über dem Erhitzer, soll für die
Schmelzmaterialien dienen. Der Ofenboden ruht auf einem Wagen, ist also leicht
auszuwechseln. Während der Schmelze ist derselbe durch die Träger 8 fest unter die Seitenwände und von dem Geleise
abgehoben. Durch Wegnahme einiger Keile kann der Boden wieder niedergelassen werden
und ist so auch die Anwendung eines von den saueren Seitenmauern getrennten basischen Bodens ermöglicht.
Versuche in Essen sollen ergeben haben, daſs kaltes Wassergas, mit nur etwas
erwärmter Luft verbrannt, genügende Hitze gebe, um weiche Kesselbleche zu schmelzen.
Die Verbrennung von reinem Wassergase mit hoch erhitzter Luft soll deshalb höhere
Temperaturen geben, als in einem Regenerativofen zu erreichen seien. Lürmann ist dagegen der Ansicht, daſs die Lilienberg'sche Anordnung wohl die wagerechten, nicht
aber die senkrechten Fugen anderer Winderhitzer vermieden habe und daſs, wenn kaltes
Wassergas, mit nur etwas erwärmter Luft verbrannt, genügende Hitze gebe, dann auch
die älteren zweiräumigen Winderhitzer anderer Constructeure genügen müſsten.