| Titel: | J. E. Reinecker's Schärfmaschine für Fräser, Reibahlen u. dgl. |
| Fundstelle: | Band 260, Jahrgang 1886, S. 113 |
| Download: | XML |
J. E. Reinecker's Schärfmaschine für Fräser, Reibahlen u.
dgl.
Mit Abbildungen im Texte und auf Tafel 8.
J. Reinecker's Schärfmaschine für Fräser u. dgl.
Zum Schärfen von Fräsern, Reibahlen u. dgl. von beliebiger Form mit geraden oder gewundenen
Schneidkanten bringt J. E. Reinecker in Chemnitz die nachstehend
abgebildete Schleifmaschine (* D. R. P. Kl. 67 Nr. 34540 vom 13. Juni 1885 und * Nr.
34790 vom 28. November 1884) zur Ausführung, welche sich namentlich gegen ähnliche
Maschinen (vgl. Kreuzberger, 1880 237 * 22) durch die Anwendung einer Tellerscheibe als Schleifwerkzeug kennzeichnet. Indem hierbei die
Benutzung von mit der Umfangsfläche schleifenden Cylindern, bei welchen man Gefahr
läuft, zwei Zähne zugleich anzuschalten und einen stumpfen und hohl geschliffenen
Schneidwinkel zu erhalten, umgangen wird, ist man auch mit Tellerscheiben, welche
mit ihrem Rande wirken, an einen kleinen Durchmesser derselben bei enger Theilung
der Schneidkanten nicht mehr gebunden und läſst sich ein beliebiger
Schneidkantenwinkel erzielen.
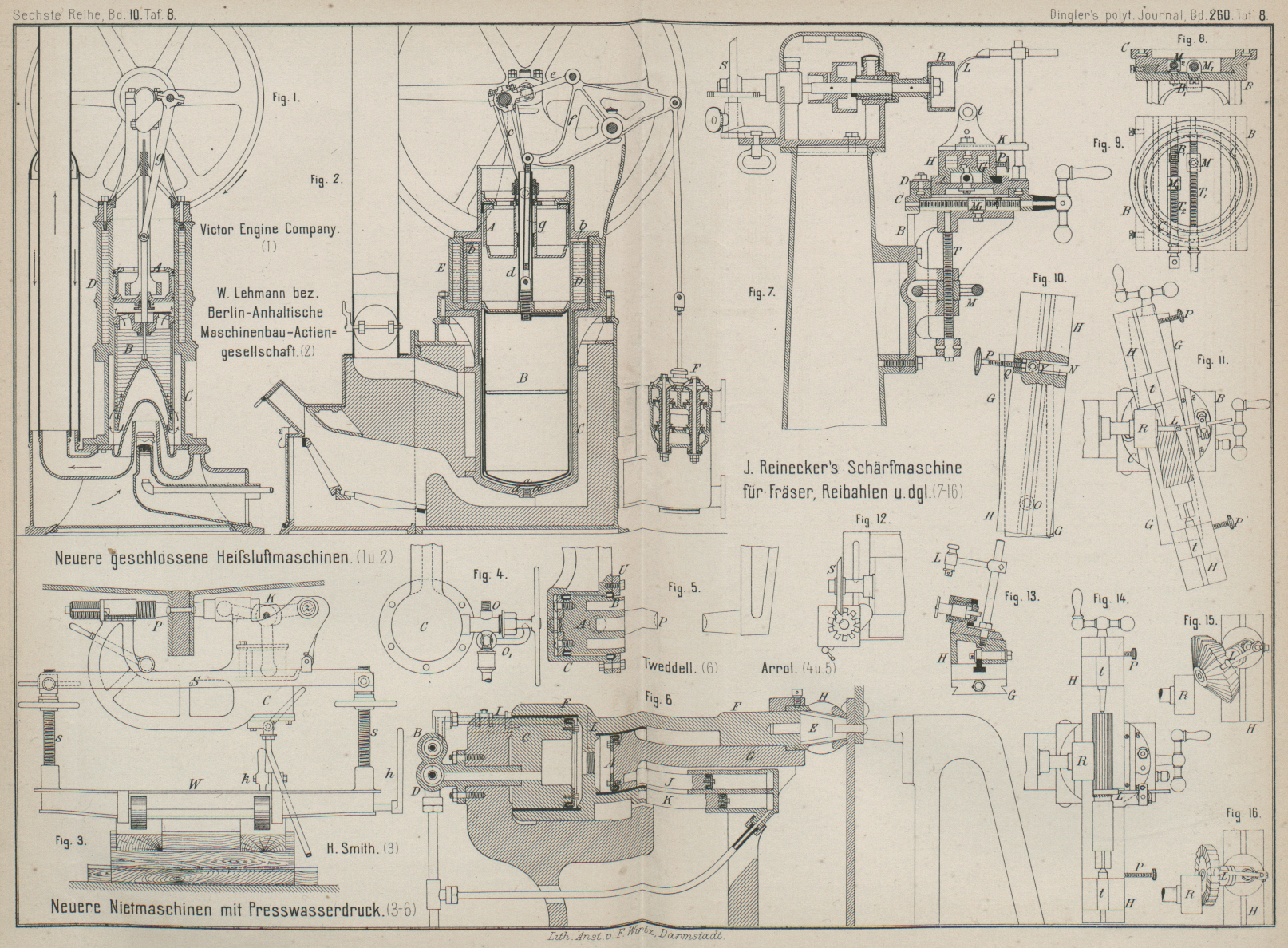
Textabbildung Bd. 260, S. 114 Die Einrichtung der Schärfmaschine ist in Fig. 7 bis 10 und 13 Taf. 8
veranschaulicht und dabei hauptsächlich die Einstellung des das zu schärfende
Werkzeug aufnehmenden Supportes und die Führung des Werkzeuges bemerkenswerth.
Während bei sonstigen ähnlichen Schärfmaschinen das Werkzeug parallel zur Achse des
Schleifcylinders hin und her geführt wird, erfolgt diese Führung hier senkrecht zu
dieser Achse und man ist
somit nicht genöthigt, dieselbe frei lang herausragen zu lassen. Die Tellerscheibe
ist nun ausschlieſslich zur Bearbeitung der nicht profilirten Fläche der
Schneidkanten bestimmt und muſs eine zu schleifende cylindrische Reibahle deshalb
bei geraden Schneidkanten genau senkrecht, bei schraubenförmigen Schneidkanten
schräg., eine kegelförmige Reibahle mit geraden Schneidkanten ebenfalls schräg zur
Tellerscheibe geführt werden; im letzteren Falle wird diese Schrägführung bei
schraubenförmigen Schneidkanten noch vergröſsert. Beim Schleifen von Fräsern werden
dieselben auf einen besonders auf dem Supporte zu befestigenden Träger (Fig. 13)
gesteckt, während Reibahlen o. dgl. zwischen Spitzen gehalten sowie durch den in die
Spur einer Schneidfläche greifenden Halter L bei der
Verschiebung des Supportes geführt und bei schraubenförmigen Schneidkanten dabei
entsprechend gedreht werden.
Die senkrechte Verstellung des Supportes wird durch Drehung der zum Rade
ausgebildeten, zwischen Ansätzen gelagerten Mutter M
auf der im Winkel B festen Spindel T bewirkt. Die wagerechte Verstellung des Schiebers C auf B vermittelt die in
C gelagerte Spindel T1; die auf B
feste Mutter M1 steht
senkrecht zur schleifenden Fläche der Tellerscheibe R;
durch sie erfolgt das Anstellen des zu schärfenden Gegenstandes an die Scheibe R. Da es darauf ankommt, den Gegenstand öfter von der
Scheibe R entfernen und derselben wieder nähern zu
können, ohne die vorher eingenommene äuſserste Stellung zu überschreiten, so ist in
dem Schieber C noch eine zweite Spindel T2 (Fig. 8 und 9) parallel neben der
ersten gelagert, auf welcher sich die durch Gleiten an dem Schieber C gegen Verdrehen gesicherte Mutter M2 verstellen läſst.
Wenn nun der Schieber C gegen die Schleifscheibe R bewegt wird, so macht die Mutter M2 dieselbe Bewegung;
doch wird eine Weiterbewegung von C verhindert, sobald
M2 an den Kopf der
am Winkel B festen Schraube B1 stöſst, und geschieht dies je nach dem
Stande der Mutter M2
auf der Spindel T2 für
irgend eine vorher einzustellende Lage von C zu B. Der Supportuntertheil D
ist auf C drehbar und feststellbar und trägt den oberen
verschiebbaren Theil G, welcher folglich schräg an der
schleifenden Fläche vorbeigeführt werden kann. Mit G
ist der lange, darauf drehbare Theil H verbunden, auf
welchem die beiden Spitzenstöcke t verstellt und an
beliebiger Stelle festgezogen werden können.
Der Theil H steht gegen den Supportobertheil G der Länge nach ungleich; da aber z.B. die Reibahlen
an dem einen Ende auf einen groſsen Theil ihrer Länge ohne Zähne sind, so wird
dadurch, daſs man das Halsende der Reibahle nach dem längeren Ende von H hinlegt, die Arbeitstelle wieder nach der Mitte
gebracht, Die Verbindung zwischen G und H wird dadurch sehr sicher, daſs beide Theile auf ihrer
ganzen Länge auf einander liegen. Die gegenseitige Verdrehung dieser Theile geschieht um den kurzen
Bolzen O in der Mitte von G durch die Schrauben P, welche zugleich die
genaue Einstellung von H zu G hervorbringen; denn quer durch H sind
Nuthen N (Fig. 10) eingearbeitet,
welche durch die in denselben festen Muttern Q mit den
Schrauben P auf der einen Seite verschlossen werden; in
die Nuthen N sind die Muttern Y eingeschoben, so daſs, wenn ihre in einem kurzen Längsschlitze von G liegenden Schrauben angezogen werden, sich H fest an G preſst, wenn
jedoch diese Schrauben etwas gelockert sind, durch Einschrauben der einen und
gleichzeitiges Herausschrauben der anderen von den beiden Schrauben P der Theil H um O gedreht wird.
Um zu bewirken, daſs das zwischen Spitzen eingespannte Werkzeug sich beim Schleifen
nicht in ungewünschter Weise um seine Achse drehe, wird dasselbe durch eine Schnur
mit daran gehängtem Gewichte zu drehen gesucht und dieser Drehbestrebung durch einen
Halter L entgegengewirkt. Je nachdem es nun
erforderlich ist, diesen Halter gegen die Schleifscheibe R oder gegen den zu schleifenden Gegenstand festzustellen, wird derselbe
mit dem Drehstücke H oder dem Schieber G verbunden, zu welchem Zwecke der Winkel B einen besonderen Schraubenbolzen hat und sich auf H noch ein Arm K (Fig. 7)
anbringen läſst.
Die Fig. 11
und 14 bis 16
Taf. 8 veranschaulichen die Anwendung der Maschine auf verschiedene Werkzeuge. Auf
der Rückseite erhält die Schleifscheibenspindel noch eine gewöhnliche kegelförmige
Schleifscheibe S und die Maschine eine Handauflage, um
noch einfachere Schleifarbeiten, wie Fig. 12 darstellt,
ausführen zu können.
Tafeln