| Titel: | Gust. Skrziwan's bez. Joh. E. Mehrtens' Mutternfräsmaschine. |
| Fundstelle: | Band 260, Jahrgang 1886, S. 253 |
| Download: | XML |
Gust. Skrziwan's bez. Joh. E. Mehrtens'
Mutternfräsmaschine.
Patentklasse 49. Mit Abbildungen auf Tafel 17.
Skrziwan's bez. Mehrtens' Mutternfräsmaschine.
Damit mittels Stirnfräser alle Seitenflächen von Muttern und Bolzenköpfen gleichzeitig vollständig fertig gefräst werden können,
müssen die Kreisflächen, in welchen die schneidenden Kanten der Fräser liegen, einen
etwas gröſseren Durchmesser besitzen, als die gröſste Breite der zu bearbeitenden
Seitenflächen ist. Die an einander liegenden Fräser müssen dann, damit sie sich beim
Arbeiten nicht gegenseitig im Wege stehen, für die an einander stoſsenden Flächen in
verschiedenen Höhen liegen, wie dies bei der von Gust. Skrziwan in
Berlin (* D.
R. P. Nr. 26095 vom 11. August 1883) angegebenen Fräsmaschine der Fall
ist. Von den 6 Frässpindeln dieser Maschine liegen drei in einer wagerechten Ebene
und die zwischen diesen angebrachten 3 Frässpindeln in einer höheren Ebene, welche
etwa ⅔ der gröſsten zu fräsenden Flächenbreite von der ersteren absteht. Die 6
Frässpindeln stehen durch Hyperbelräder oder diesen angenäherte Kegelräder
unmittelbar mit einander in Verbindung, so daſs beim Antriebe von nur einer Spindel
auch alle übrigen umgedreht werden. In Folge der verschieden hoch gelegenen
Stirnfräser muſs natürlich eine Schraubenmutter, von welcher Seitenflächen in der Maschine
vollständig bearbeitet werden sollen, einen gröſseren Weg zurücklegen, als ihre Höhe
beträgt.
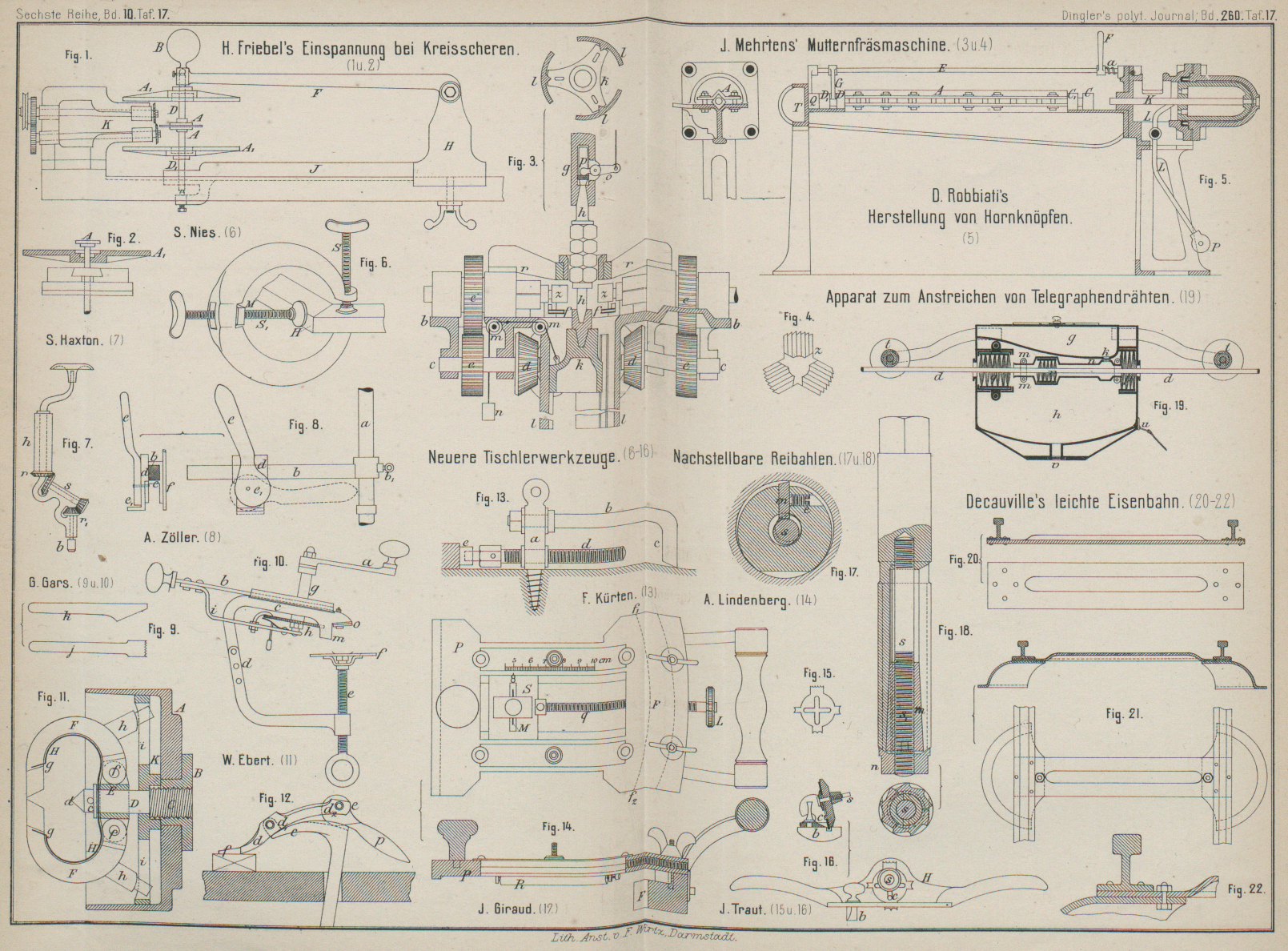
Hiergegen hat Joh. E. Mehrtens in Berlin (* D. R. P. Nr.
34492 vom 6. März 1885) eine Mutternfräsmaschine angegeben, bei welcher,
wie aus Fig. 3
Taf. 17 zu entnehmen ist, die 6 Stirnfräser z in einer Ebene radial gelagert sind, während die Fräser
selbst die in Fig.
4 Taf. 17 dargestellte Form ihrer arbeitenden Flächen besitzen und derart
in der Maschine in Drehung versetzt werden, daſs sie zahnradartig in einander
greifen und deshalb, ohne sich zu berühren, an einander vorbei gehen. Alle
schneidenden Kanten der Fräser sind nicht radial, sondern zu einander parallel
angeordnet, um glatte Flächen herstellen zu können; dies ist mit radial gerichteten
Schneidkanten nicht möglich, weil dieselben nicht das Bestreben zeigen, die
abgetrennten Späne nach auſsen, d.h. aus dem Fräser heraus, zu drängen, so daſs sich
bei solchen Fräsern die Späne sehr oft zwischen den Zähnen festsetzen und dann die
schon gefräste Fläche wieder beschädigen. Die Fräserspindeln werden durch die unter
dem Tische b (Fig. 3) der Maschine
liegenden Achsen c mittels 6 in einander greifender
Kegelräder d und 6 Stirnräderpaaren e gleichzeitig umgedreht und zwar so, daſs zwei auf
einander folgende Frässpindeln entgegengesetzten Drehungssinn besitzen. Die Mutter
hat zu ihrer vollständigen Bearbeitung nur einen Weg zurück zu legen, welcher gleich
ihrer Höhe ist, und es werden durch das wechselseitige Arbeiten der Fräser nach
rechts und links die auf den Dorn h geschraubten
Muttern weder auf Los-, noch auf Festschrauben beansprucht. In Klemmfutter, welche
genau in der Halbirungslinie des Winkels angeordnet sind, den je zwei auf einander
folgende Frässpindeln mit einander bilden, werden Schaber f eingesetzt, um den beim Fräsen der Muttern an den Längskanten
entstehenden Grat weg zu nehmen.
Die Spindel g dient zum Abwärtsführen der zu
bearbeitenden Muttern oder auch sechskantigen Bolzen; dieselbe ist in einem
überhängenden Gestellarme gelagert und wird ähnlich wie bei einer Bohrmaschine
selbstthätig auf- und abbewegt. In die Spindel g ist
der mit zwei kegelförmigen Enden versehene Gewindedorn h, auf welchen die zu fräsenden Muttern festgeschraubt werden, eingesetzt.
Das untere Ende dieses Dornes schiebt sich beim Beginne des Fräsens in das Futter
des Schlittens k ein, welcher in den drei Gleitbahnen
l geführt wird. An dem Schlitten k sind drei kleine Oesen angebracht, an welche je eine
Schnur oder Kette festgebunden ist; von letzteren ist jede über zwei Rollen m gelegt und mit einem Gewichte n belastet. Diese Gewichte streben den Schlitten k stets hoch zu heben; dieselben sind jedoch so bemessen, daſs nach
erfolgtem Durchgange des Dornes h mit den Muttern durch
die Fräser das Ganze unter Nachhilfe des Arbeiters langsam nach unten sinkt. Der
Dorn h wird aus der Spindel g selbstthätig durch den kleinen Hebel o ausgelöst,
welcher durch eine Kette mit der Ausrückkuppelung der Hauptantriebswelle passend
verbunden ist; der Hebel o drückt dabei auf den mit
beweglichen Backen versehenen Schieber p. Das
Führungskreuz r soll jedes Zittern des Dornes h verhüten und die zu fräsenden Flächen stets in
richtiger Lage den Werkzeugen der Maschine entgegenführen. (Vgl. v. Babo 1885 255 * 503
bezieh. Baum's Support für Mutternhobelmaschinen 1883
249 * 246.)
Tafeln