| Titel: | Ueber Neuerungen an Walzenständern. |
| Fundstelle: | Band 265, Jahrgang 1887, S. 174 |
| Download: | XML |
Ueber Neuerungen an Walzenständern.
Patentklasse 18. Mit Abbildungen auf Tafel 10.
Ueber Neuerungen an Walzenständern.
Die Herstellung von Façonstahl und Feineisen erfolgt vielfach auf drei über einander
liegenden Walzen, die alle durch die Druckschrauben zusammengehalten werden. Alle
drei Walzen sind gleich kalibrirt. Beim Einführen eines Stabes zwischen die Walzen
wird der entstehende Druck von den Schrauben einestheils und vom Boden des Ständers
anderen theils aufgenommen. Es erfolgt durch die Elasticität des Eisens eine dem
Druck und der Länge des Ständers entsprechende Ausdehnung, die beim gewalzten Stab
durch gröſsere Dicke als dem Kaliber entspricht bemerkbar ist. Sehr ungenau
werden die Stäbe, wenn sowohl zwischen der ersten und zweiten, als auch zwischen der
zweiten und dritten gleichzeitig gewalzt wird, da sich dann die Walzen ungleich
durchbiegen. Daher ist man gezwungen, den Stab erst vollständig aus den Walzen
herauslaufen zu lassen, bevor man ihn in das andere Walzenpaar einsteckt. Dadurch
geht aber viel Zeit verloren und die Stäbe erkalten. Diesen Uebelständen ist bei dem
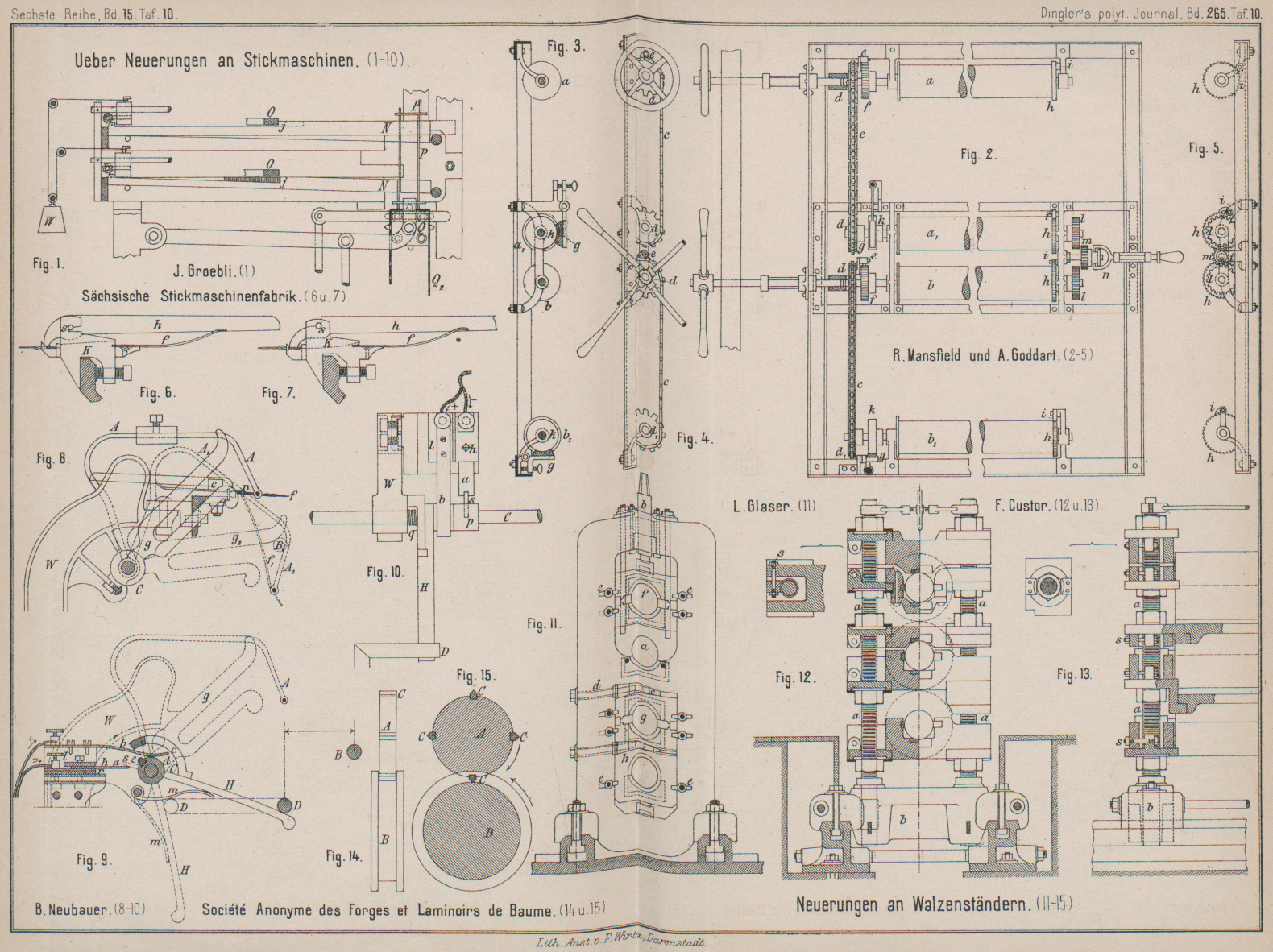
Walzwerke (Fig.
11) von L. Glaser in Berlin (* D. R. P. Nr.
38070 vom 17. März 1886) dadurch abgeholfen, daſs der zwischen den Walzen
entstehende Druck von einer viel geringeren Länge des Walzenständers aufgenommen
wird, die Ausdehnung in Folge der Elasticität ist also geringer. Ferner kann der
Stab, während er sich noch zwischen dem einen Walzenpaare befindet, in das andere
eingeführt werden, ohne daſs irgend wie durch Druck Ungenauigkeiten erzeugt werden.
Es sollen jedoch die Stäbe in den ersten Kalibern bei groſser Stärke in der Regel
ganz durchgewalzt und erst in den Kalibern geschlungen werden, wenn die Stäbe
dünnere Querschnitte erhalten haben. Es ist daher möglich, gröſsere Längen als
bisher und eine fast um das Doppelte gröſsere Menge herzustellen.
Ein Vortheil ist es auch, daſs auf den Walzen auf gleiche Ballenlänge die doppelte
Anzahl Kaliber wie bei den Walzen der Trio-Walzwerke angebracht werden können.
Ferner ist das Einstellen der Walzen leichter und genauer zu bewirken als beim
Trio-Walzwerke.
In einem gemeinschaftlichen Ständerpaare liegen die vier Walzen so über einander,
daſs die zwei untersten, sowie die zwei obersten zum Walzen zusammengestellt sind,
während zwischen der zweiten und dritten ein Zwischenraum ist, Das Lager der Walze
a (Fig. 11) ist im Ständer
eingegossen; die Lager der übrigen Walzen sind besonders eingesetzt, und sind sowohl
auf- und ab- als auch nach den Ballen der Walzen zu verschiebbar.
Die Einstellung des oberen Walzenpaares geschieht durch die Druckschraube b, die des unteren durch Anziehen des Keiles c; dieser Keil wird durch die Schraubet, welche im
Ständer drehbar ist, sich aber nach ihrer Längsrichtung nicht verschieben kann, auf
den entsprechenden Keilflächen hin und her gezogen, wodurch ein Zusammen- bezieh.
Auseinanderrücken der Walzen erfolgt.
Die seitliche Stellung der Einbaustücke geschieht durch Klammern e, die mittels der Schrauben angezogen werden. Beim
Lager der Walze a ist die Lagerschale verstellbar,
indem zwei Schrauben gegen den Bund der Schale drücken. Um ein plötzliches Fallen,
welches eintritt, nachdem der gewalzte Stab die Walzen verläſst, zu verhindern, sind
die unteren Einbaustücke der Walze g durch Schrauben am
Ständer schwebend aufgehängt, dagegen wird das untere Einbaustück der Walze g durch den Keil h
emporgehalten. Um bei einer auſsergewöhnlichen Beanspruchung der Walzen ein Brechen
derselben oder der Ständer zu verhüten, ist für jedes Walzenpaar ein Brechtopf angebracht. Die
Lagerschalen sind derart construirt, daſs ihre Fertigstellung auf der Drehbank
geschehen kann. Gegen Drehung im Einbaustück bezieh. Lager sind dieselben durch den
viereckigen Bund geschützt, der theilweise von einem Rahmen umfaſst wird.
Franz Anton Custor in Köln lieſs sich ein Walzwerk patentiren (* D. R. P. Nr. 37056 vom 18. März 1886), welches die Einstellung der
Walzen nach allen Richtungen gestattet. Das Walzwerk (Fig. 12 und 13) besitzt 2
starke Langschwellen, welche durch Ankerbolzen fest mit einander verbunden sind. In
die auf der oberen Fläche der Schwellen angeordnete Nuth greifen die Köpfe der
Preſsschrauben, welche die Querschwellen b in jeder
beliebigen Entfernung zu einander halten. Auf letzteren sind 2 starke Bolzen a befestigt, welche auf ihrer ganzen Länge mit Gewinde
versehen sind. Die oberen Enden der Bolzen werden durch Längs- und Querstreben mit
Spannmuttern in fester Verbindung mit einander gehalten. Auf den Schraubenbolzen a gleiten bei einem Trio-Walzwerke 5 Lagerböcke, welche
die Lagerschalen für die Walzen tragen. Die Feststellung der Böcke erfolgt durch
starke Muttern, welche, auf Flanschen drehbar, in die Lagerböcke eingreifen. Auf
diese Weise ist das eine Walzenpaar unabhängig von dem anderen. Die achsiale
Einstellung der Böcke wird durch Verschieben der Querschwellen b bewirkt, unter Zuhilfenahme der Schrauben s.
Durch diese Einrichtung hat man allerdings eine Einstellung der Walzenständer für
jede Walzenlänge und der Walzen für jede Ballenstärke erreicht, aber auf Kosten der
Stabilität.
Nach dem Patente (* D. R. P. Nr. 35367 vom 9. September 1885) der Société Anonyme des Forges et Laminoirs de Baume in
Baume (Belgien) werden die fertig gewalzten und noch rothwarmen Rohschienen in einem
Walzwerke zerschnitten. Letzteres (Fig. 14 und 15) besteht
aus 2 Walzen A und B, von
denen die untere B seitliche Flanschen hat, während die
obere zwischen die Flanschen eingreift und auf ihrem Umfange mit Schneiden C versehen ist. Die Entfernung derselben richtet sich
nach der Länge der Schnittstäbe. Die noch warmen Stäbe werden nach dem Zerschneiden
sofort packetirt und in den Schweifsofen gebracht.
Tafeln