| Titel: | Neuere Fräsmaschinen. |
| Fundstelle: | Band 268, Jahrgang 1888, S. 103 |
| Download: | XML |
Neuere Fräsmaschinen.
(Fortsetzung des Berichtes Bd. 265 S.
481.)
Mit Abbildungen im Texte und auf Tafel 8 und 9.
Neuere Fräsmaschinen.
Bouhey's Fräsmaschine für
Fräsererzeugung. Um bei der Erzeugung stark profilirter Fräserscheiben das
Ueberführen der Leitrolle längs der Lehrschiene zu erleichtern, wird die Länge
derselben bei gleichbleibenden Höhen Verhältnissen im Vergleich zum Werkstücke
vergröſsert. Nach einer Angabe in der Zeitschrift des
Vereines deutscher Ingenieure, 1887 Bd. 31 S. 1142, ist dieses Verfahren
schon früher bei Fräsmaschinen der Maschinenfabrik
Deutschland in Dortmund angewendet worden.Ueber Fräser-Fräsmaschinen vgl. Kendall und Gent
1884 252 * 314, Bonnaz 1886 261 * 286, Saget daselbst * 290, P. Huré 1887 264 * 150, Heilmann 1887 265 *
254, Smith und Coventry 1887 265 * 484, Bouhey
1887 265 * 486, Oerlikon 1887 266 * 72.
Nach der Revue générale des machines outils, 1887 Bd. 1
* S. 2, ist die in Fig. 2 bis 7 Taf. 8 dargestellte
Fräsmaschine von Bouhey nach dem vorerwähnten Grundsatz
durchgeführt.
Der am Ständer I stellbare Schlitten G ist Träger des gesammten Fräserantriebes. Die
rechtsseitige Fortsetzung C dieses Schlittens (Fig. 2) gewährt
der um die Achse von D schwingenden Lagerung der
Fräserwelle B Führung zum Zwecke der Höhenverschiebung
und Stützlager dem Handhebel F, an welchen die
Fräserlagerung angehängt ist. Weil aber dieser Handhebel F über die Lehrschiene E in wagerechter
Richtung geführt wird und dabei sich überheben muſs, so ist sein Stützlager
kreuzgelenkig an die Welle des Belastungshebels U
angesetzt, welcher in diesem Falle nach rechts umgelegt zu denken ist, wodurch
derselbe, entlastend auf die Fräserlagerung wirkt.
Da nun die Lageraufhängung beiläufig in der Mitte zwischen Stützlager und Lehrschiene
am Hebel F angeordnet ist, so folgt, daſs sowohl die
Längen als auch Höhenabmessungen der Lehre doppelt so groſs sein werden, als jene
der Querschnittsgestalt des Fräserwerkstückes.
Zur Erzeugung längerer Werkstücke wird eine Lehrschiene P an einem Seitenschlitten O des
Aufspanntisches K angeschraubt. Darauf stützt sich
mittels einer Rolle S die Fräserlagerung B unmittelbar auf, indem der nach links umgelegte
Belastungshebel U (wie in Fig. 5 gezeichnet) eine
ununterbrochene Berührung mit der Lehre P sichert.
Nun wird durch entsprechende Räderumsetzung Q und R dem Seitenschlitten O
eine gröſsere Geschwindigkeit ertheilt, als dem Aufspanntisch
K, woraus sich die entsprechende Vergröſserung der
Lehrschienenlänge im Verhaltniſs zum Werkstück von selbst ergibt.
Der Aufspanntisch K mit dem Spindelstock M und Reitstock N läuft im
Drehstück L, dessen Unterlage H sich schlittenartig auf der Bettwange J
verschiebt. Der Betrieb der Steuerung wird vom Deckenvorgelege unmittelbar nach X abgeleitet und durch Wange und Drehstück nach dem
Aufspanntisch und dessen Spindelstock geführt.
Fig. 6 und
7 stellen
eine Zusatzvorrichtung für stehende und schräge Fräseranordnung vor. Die Verstellung
des Trägerschlittens G beträgt 100mm, jene des Fräserlagers C 50mm, während der Aufspanntisch 550mm Längsverschiebung und der Drehstückschlitten
200mm Querverstellung erhält. Die minutliche
Tischbewegung beträgt 20, 35 und 63mm. Bei 375
minutlichen Umdrehungen der Vorgelegewelle macht die Fräserspindel 75, 140, 250
bezieh. 468 Umdrehungen.
H. Wohlenberg's Räderfräsmaschine. Diese Maschine ist zum vollständig selbstthätigen
Fräsen von Radzähnen bestimmt, indem die Eintheilung nicht mittels
Schneckentheilrades, sondern durch vertauschbare Musterstirnräder erfolgt und nach
jeder Schnittvollendung das Fräserwerkzeug in der gebildeten Zahnlücke
zurückgeführt, hiernach daſs Werkstück um eine Zahntheilung vorgedreht und der
Fräser zu einem neuen Schnitt vorgeführt wird. Dieser Vorgang wird selbstthätig bis
zur Vollendung des Zahnrades wiederholt.Vgl. Räderfräsmaschinen: Bement 1878 230 * 126, Piat 1879
232 * 490, Albro
1883 250 * 59, Eberhardt 1887 204 * 366, Sloan und Chaze 1887 264 * 545, Cunliff und Croom 1887 265 487.
Nach der Zeitschrift des Vereines deutscher Ingenieure,
1887 Bd. 31 S. 1143, bezieh. nach Revue générale, 1887
Bd. 1 * S. 90, wird das Werkstück auf einen Dorn zwischen einem Reitstock U (Fig. 8 und 9 Taf. 8) und der
Theilvorrichtung F mittels der Büchse E eingespannt, der Fräserbock B angeschoben, der Kreuzschlitten C und mit
diesem B, mittels einer Kurbelschleife S in Schwingungen gebracht, deren Hubgröſse der Breite
des zu fräsenden Rades entsprechend zu regeln ist. Die Riemenscheibe K des Deckenvorgeleges ist, der Bockverstellung wegen,
breit und die Antriebsrolle A mit hohen Bordrändern
versehen, um das Mitnehmen des Riemens zu erleichtern. Die Stufenscheiben L, N für die Schaltung sind jedoch von dem Betrieb der
Fräserspindel abhängig gemacht, so daſs L auf der
Deckenwelle lose läuft und von M betrieben wird.
Hierdurch ist der Betrieb gegen jedes mögliche Versehen des Arbeiters gesichert.
Durch Vermittelung zweier Schneckenrad trieb werke wird die Kurbelscheibe in
langsamer Gangart gleichförmig gedreht, der Schlitten C
aber vermöge der Schleifkurbelwirkung im Leergang rasch zurückgeführt. Mit der
Kurbelwelle Z kreist aber noch die Daumenscheibe J, welche einen lothrecht geführten Riegel H nach jeder Umdrehung etwas hebt und dadurch ein Sperrrad F1 verdreht. Um aber
den Betrag dieser Verdrehung für jede Zahntheilung gleichgroſs zu gestalten, dient
das mit F1 verbundene
Theilrad G, in welches der mit dem Gewichte P belastete Sperrhebel O
einsetzt, während derselbe durch einen Doppelhebel R
zeitweilig aus dem Zahneingriff ausgehoben wird.
Textabbildung Bd. 268, S. 105Wenn nun alle diese Theile in ihrer Wechselwirkung so eingestellt sind,
daſs nach beendetem Rücklauf des Fräsers eine Anschlagknagge i am Schlitten C den Hebel R niederdrückt und damit den Hebel O an der Gewichtsseite hebt, dadurch die Auslösung des
Sperrhebels O bewirkt, während dessen die Drehung des
Theilrades G durch das Sperrrad F1 vor sich geht, kann der vorerwähnte
selbstthätige Betrieb in einfacher Weise erhalten werden. Selbstverständlich muſs
das Theilrad G gleiche Zähnezahl wie das Werkstück
besitzen, während die Zahntheilung beider verschieden sein kann.
Hetherington's Zahnräder-Fräsmaschine. Bei dieser Maschine wird nach Industries vom 22. Juli 1887 * S. 79 die Fräserspindel
unmittelbar zwischen zwei Lagerarmen der Standsäule gelagert und durch Vermittelung
eines Rädersatzes nur mit einer Drehgeschwindigkeit von der Hauptwelle
bethätigt.
Die zu schneidenden Zahnräder sind auf einen stehenden Bolzen gespannt, welcher im
Tischschlitten lagert und durch ein Schneckentheilrad gedreht wird. Weil aber dieser
Tischschlitten nach Maſsgabe der zu fräsenden Radgröſsen auf dem Tischwinkel
verschoben werden muſs, so trägt derselbe in zwei Seitenschilden die aus
Versatzrädern und Stellkurbel zusammengesetzte Theilvorrichtung (Fig. S. 105).
Der selbstthätige Vorschub des Tischwinkels an der Seitenwange der Standsäule erfolgt
durch eine feste Tragspindel und Mutterrad, welches von der Antriebswelle mittels
Stufenscheiben betrieben wird. Die Mittel für das Zurückführen des Tischwinkels nach
beendetem Schnitt sind aus der Abbildung nicht ersichtlich.
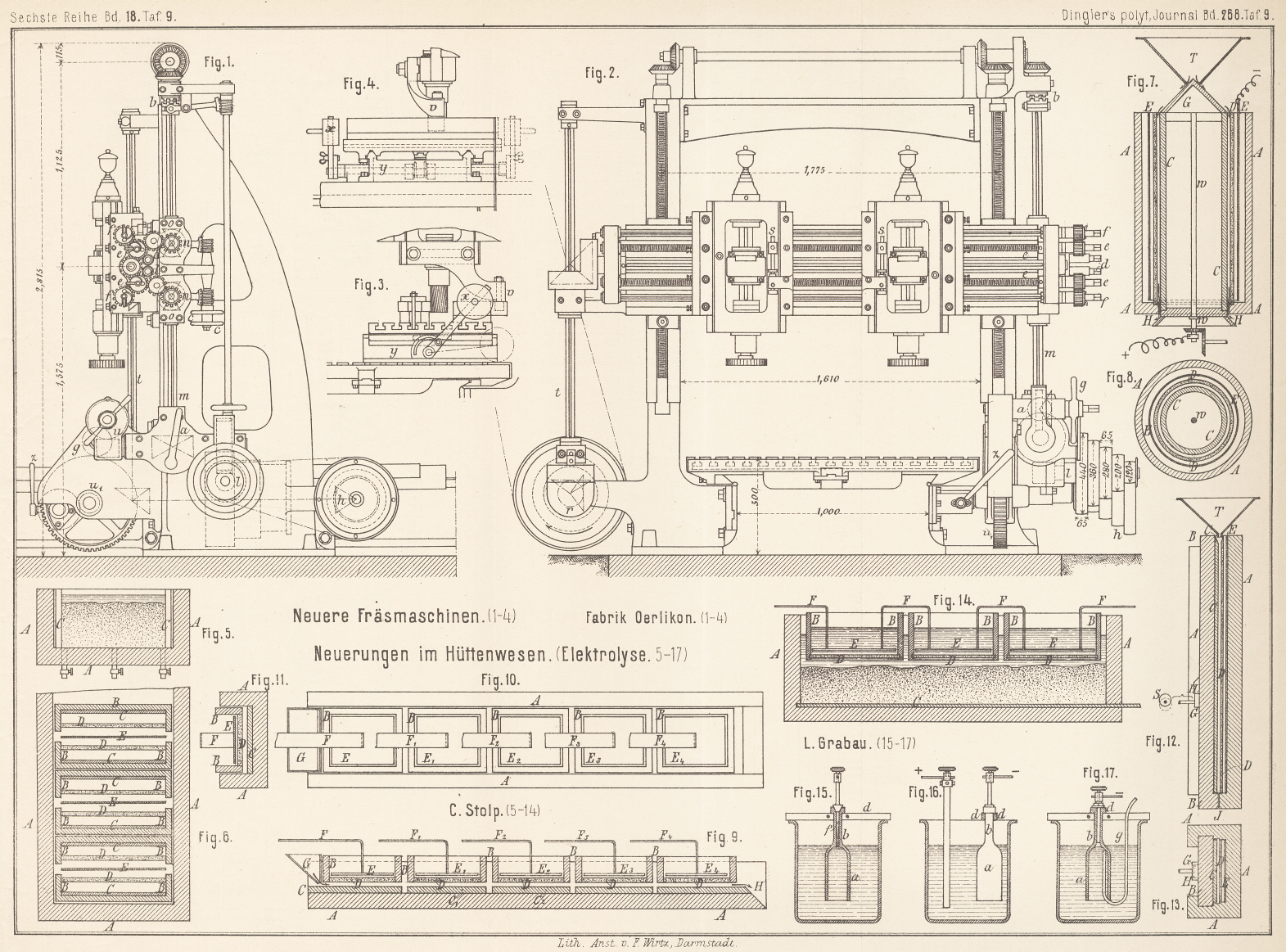
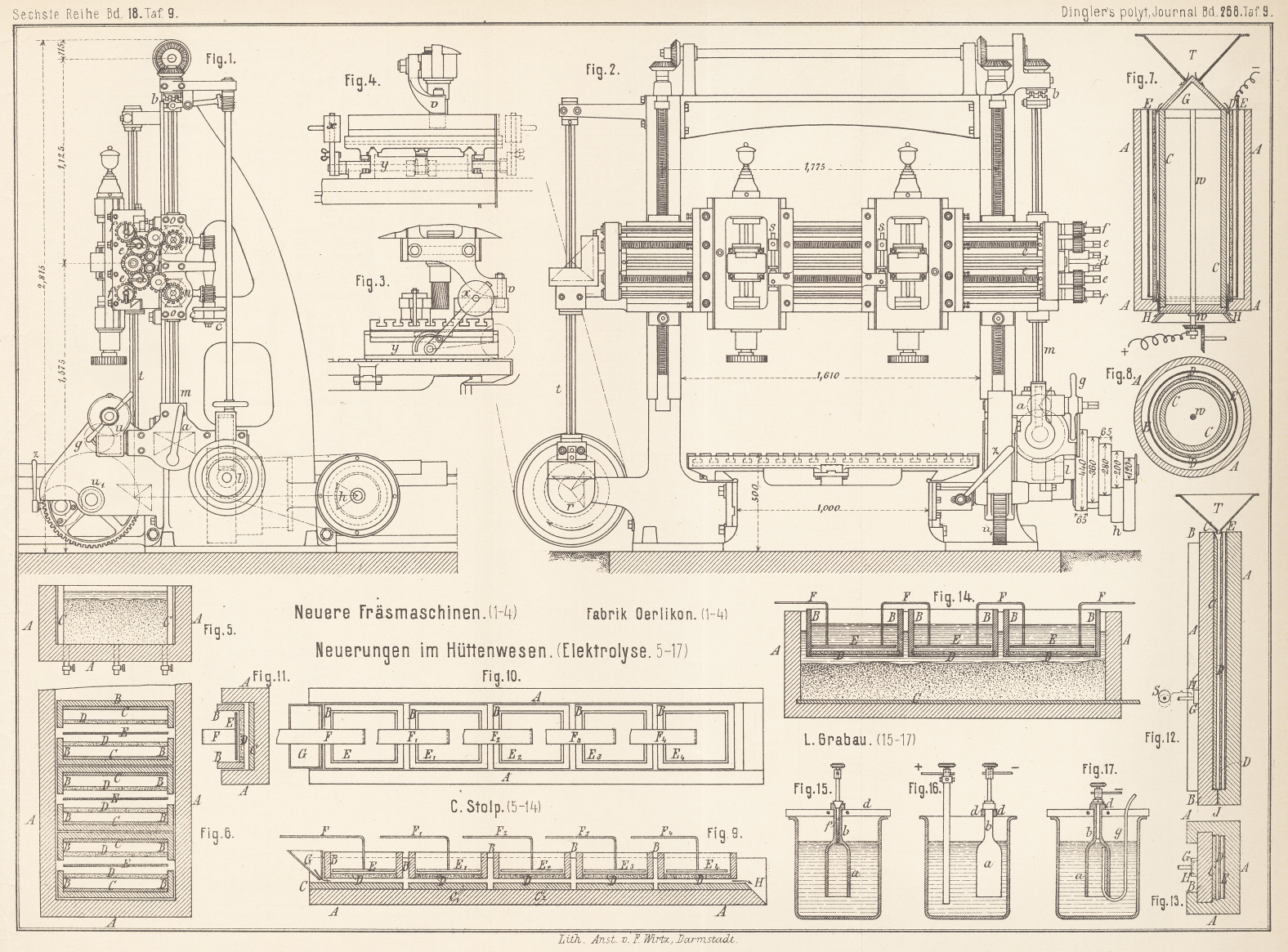
Tisch-Fräsmaschine der Fabrik Oerlikon. Eine
Fräsmaschine von groſser Verwendungsfähigkeit für den allgemeinen Maschinenbau hat
die Fabrik Oerlikon bei Zürich kürzlich nach Paris
geliefert. Dieselbe ist nach Art der gewöhnlichen Tischhobelmaschinen ausgeführt,
jedoch so eingerichtet, daſs der Aufspanntisch in langsamer Gangart bis 3500mm Hub erhält und die Seitenständer einen Raum von
1600mm Breite, bei 1200mm freier Arbeitshöhe gewähren. Das Gewicht dieser
Maschine beträgt 13t,5.
Nach der Revue générale des machines outils, 1887 Bd. 1
* S. 91, besteht diese Maschine aus einem 5400mm
langen Bett mit Prismaführung (Fig. 1 und 2 Taf. 9), an welchem zwei
Seitenständer angeschraubt sind, an denen sich lothrecht die Querwange mit zwei
Fräserschlitten verschiebt, während der Aufspanntisch durch Zahnstangenbetrieb
bewegt wird.
Der leitende Grundsatz beim Entwurf dieser Maschine ist der, daſs jeder
Fräserdrehgeschwindigkeit entsprechend fünf verschiedene selbstthätige
Vorschubbewegungen sowohl dem Aufspanntisch, dem ganzen Querschlitten und jedem
Fräserschlitten in loth- und wagerechter Richtung, sowohl in gemeinschaftlicher
Gangart, als auch einzeln im gleichen und entgegengesetzten Bewegungssinne ertheilt
werden können. Auch wird durch die in Fig. 3 und 4 Taf. 9 dargestellte
Nebenvorrichtung das Fräsen nach der Schablone ermöglicht.
Von einer seitlich gelagerten Welle r, welche ihrer
Stufenscheibe zu Folge n = 175, 280, 437 und 700
minutliche Umdrehungen macht, zweigt eine stehende Keilnuthwelle t ab, durch welche mittels der wagerechten Abzweigung
im Querschlittenbalken die Fräserspindeln bethätigt werden.
Von dieser Welle r wird auch eine durch das Bett
geführte Querwelle für die Steuerung betrieben, deren fünfstufige Riemenscheibe h zur Veränderung der Schaltungsgeschwindigkeiten
dient.
Hiervon wird das Schneckentriebwerk und die wagerechte Seitenwelle l auf der rechten Maschinenseite betrieben und durch
Vermittelung eines zweiten Schneckenrades u mit
geeigneten Räderumsetzungen u1 das Zahnstangengetrieb und hiermit der Aufspanntisch bewegt.
Durch die Reibungskuppelung g erfolgt die Auslösung der
selbstthätigen Tischbewegung, alsdann mittels einer aufgesteckten Handkurbel die
Einstellung und Zurückführung des Aufspanntisches, sowie durch die Bremsschraube z die Sicherung der festen Tischeinstellung. Das
Wendegetriebe a besorgt durch Drehung der stehenden
Keilnuthwelle m mittels der Kuppelung b das Heben und Senken des Querbalkens und alle
erforderlichen Schaltbewegungen der Fräserschlitten.
Um nun jeden Fräserschlitten in allen Bewegungen unabhängig von dem anderen zu
machen, sind noch zwei Wendegetriebe o vorgesehen,
welche mittels der Schneckenradsegmente n und
Handrädchen c einzustellen sind. Werden nun mit den
beiden wagerechten Steuerspindeln e auch die
Steuerwellen f in Verbindung gebracht, so kann
gleichzeitige Verschiebung der Fräser in lothrechter und seitlicher Richtung
erhalten werden, während sonst für den selbstthätigen Vorschub in der Höhenrichtung
durch die Keilnuthwellen f mittels Winkelräder in
Verbindung stehende Schraubenspindeln gedreht und hierdurch die vertikalen
Fräserschlitten verschoben werden. Zur Hubbegrenzung sind Stellknaggen s vorgesehen, während für die Ein- und Ausrückung der
Hauptbewegung der Fräser die Ausrückwellen dd
dienen.
An sämmtlichen Steuerspindeln und Steuerwellen sind Kurbelzapfen für die
Handeinstellung angebracht, und während für den selbstthätigen Betrieb alle
Erleichterungen vorgesehen sind, ist der Handbetrieb bezieh. die Handsteuerung schon
durch die räumliche Ausdehnung der Maschine derart erschwert, daſs derselbe beinahe
unmöglich wird, und dies mit Recht, denn nur durch zweckentsprechende Selbsteuerung
werden Fräsmaschinen den gehegten Erwartungen entsprechen.
Dadurch, daſs zur Schonung der Fräserwerkzeuge jede Verstellung derselben während des
stattfindenden Eingriffes unbedingt vermieden werden soll, werden die sonst bei
Querhobel- und Stoſsmaschinen üblichen Handsteuerungsmittel bei Fräsmaschinen
überflüssig und nur zur Einstellung gebraucht.
Um aber unregelmäſsig geformte Arbeitsflächen zu behandeln, wird eine kleine Querwange y (Fig. 2 und 3 Taf. 9) auf den
Haupttisch befestigt, auf welcher ein Quertisch gleitet und durch einen stellbaren
Gegengewichtshebel x beständig an eine Leitrolle v geschoben wird. Da nun diese Leitrolle v und der Fräser in fester Verbindung stehen, so ist
klar, daſs durch eine zum Werkstück parallel gelegte Schablone die entsprechende
Verschiebung des Quertisches hervorgerufen wird, sobald der Haupttisch seine
Vorschubbewegung ausführt.
Hulse's Tisch-Fräsmaschine.
Diese hauptsächlich zum Fräsen bestimmte Maschine ist nach Industries vom 8. Juli 1887 * S. 38 ebensowohl zum Bohren, wie zum
Keilnuthfräsen eingerichtet,
Löcher bis 88mm Durchmesser können im vollen Stahl
gebohrt, kreisförmige Auſsenränder bis 900mm
Durchmesser an 250mm starken Platten mittels
Messerstählen angefräst und Keilnuthen von 38 bis 1830mm Länge damit eingefräst werden. Die kreisenden Riffenfräser beherrschen
ein lothrechtes Arbeitsfeld von 1830 und 460mm und
ein wagerechtes von 1830 und 915mm Länge und
Breite.
Der Betrieb der Fräserspindel erfolgt von einer über die Querwange laufenden Welle
mittels Winkelräder auf eine zur Fräserspindel parallel im Schlittenlager hängenden
Keilnuthwelle, von wo die Uebertragung durch Stirnräder erfolgt. Das Spindelgehäuse
ist U-förmig, wird in Lagern geführt und durch eine Schraubenspindel gesteuert.
Die Tischbewegung wird durch eine starke Schraubenspindel ausgeführt, der Tischhub
durch Anschlagknaggen und Auslösungshebel auf das genaueste begrenzt und durch ein
Wendegetriebe mit zwischenliegender Zahnkuppelungshülse umkehrbar gemacht.
Diese Umkehrungs- und die sonstigen Schaltungsvorrichtungen sind auf das
Sorgfältigste ausgeführt, weil die Möglichkeit des Keilnuthfräsens mit frei bewegtem
Tisch davon allein abhängt.
Die Steuerung des Lagerschlittens und der Fräserspindel wird vom Wendegetriebe mit
bekannten Mitteln abgeleitet, das Wendegetriebe aber durch fünfstufige
Kiemenscheiben von der oberen Querwelle aus betrieben.