| Titel: | Ueber Neuerungen in der Papierfabrikation; von diplom. Ingenieur Alfred Haussner, Assistent an der k.k. deutschen technischen Hochschule Prag. |
| Autor: | Alfred Hauſsner |
| Fundstelle: | Band 268, Jahrgang 1888, S. 481 |
| Download: | XML |
Ueber Neuerungen in der Papierfabrikation; von
diplom. Ingenieur Alfred Hauſsner, Assistent an der k.k. deutschen technischen
Hochschule Prag.
Patentklasse 35. Mit Abbildungen im Texte und auf
Tafel 26.
Hauſsner, über Neuerungen in der Papierfabrikation.
Es ist ein für die Weiterentwickelung der Industrie im Allgemeinen und der doch schon
auf einer hohen Stufe der Vollendung stehenden Papierindustrie insbesondere
verhältniſsmäſsig nur kurzer Zeitraum seit den letzten Berichten verflossen, welche
den Zweck hatten, den geehrten Lesern die aufgetauchten Neuerungen vorzuführen.
Daher ist es nicht besonders befremdend, daſs in dieser Spanne Zeit nichts geschehen
ist, was etwa auf bedeutende Aenderungen in den Fabrikationsarten schlieſsen läſst.
Doch immerhin sind etliche Neuerungen vorhanden, die sich als nützlich erweisen
dürften; anschlieſsend an die Besprechung derselben sei auch auf Dinge hingewiesen,
die wohl keiner bedeutenden Zukunft entgegengehen, die der Vollständigkeit halber
und, um über etwaige Constructionsmängel aufklären zu können erwähnt werden
mögen.
Da über keinen Zweig der zu besprechenden Industrie eine besonders groſse Zahl von
Neuheiten vorliegt, so seien dieselben hier in zusammenhängender Weise derart
besprochen, wie es dem natürlichen Gange der Papier- (und Pappe-) Herstellung
entspricht und demgemäſs vorerst einiges über die neueren Maschinen u. dgl. zur
Gewinnung der so wichtig gewordenen Rohstoffe, bezieh. Surrogate, des Holzschliffes und der Cellulose gebracht. Findet ja doch die Fabrikation dieser Rohstoffe in
immer ausgedehnterer Weise statt. So ist nach der Papierzeitung, 1888 Nr. 21, eine riesige Holzschleiferei mit Maschinen
nach Savery's System (hydraulischer Druck vgl. 1886 262 * 304) am Zusammenfluſs des Potomac und Shenandoah
(Vereinigte Staaten von Nordamerika) errichtet worden, in welcher von einer
ausgenutzten Wasserkraft von 18000 täglich 40000k Holzschliff geliefert werden soll. – Für die
Cellulosefabrikation gewinnt in Amerika das Mitscherlich'sche Verfahren nach den Angaben des Erfinders in groſsartiger
Weise an Ausdehnung.
Für die Herstellung von Holzschliff empfiehlt Warren
Curtis in Corinth, New-York, Nordamerika (Amerikanisches Patent * Nr. 367
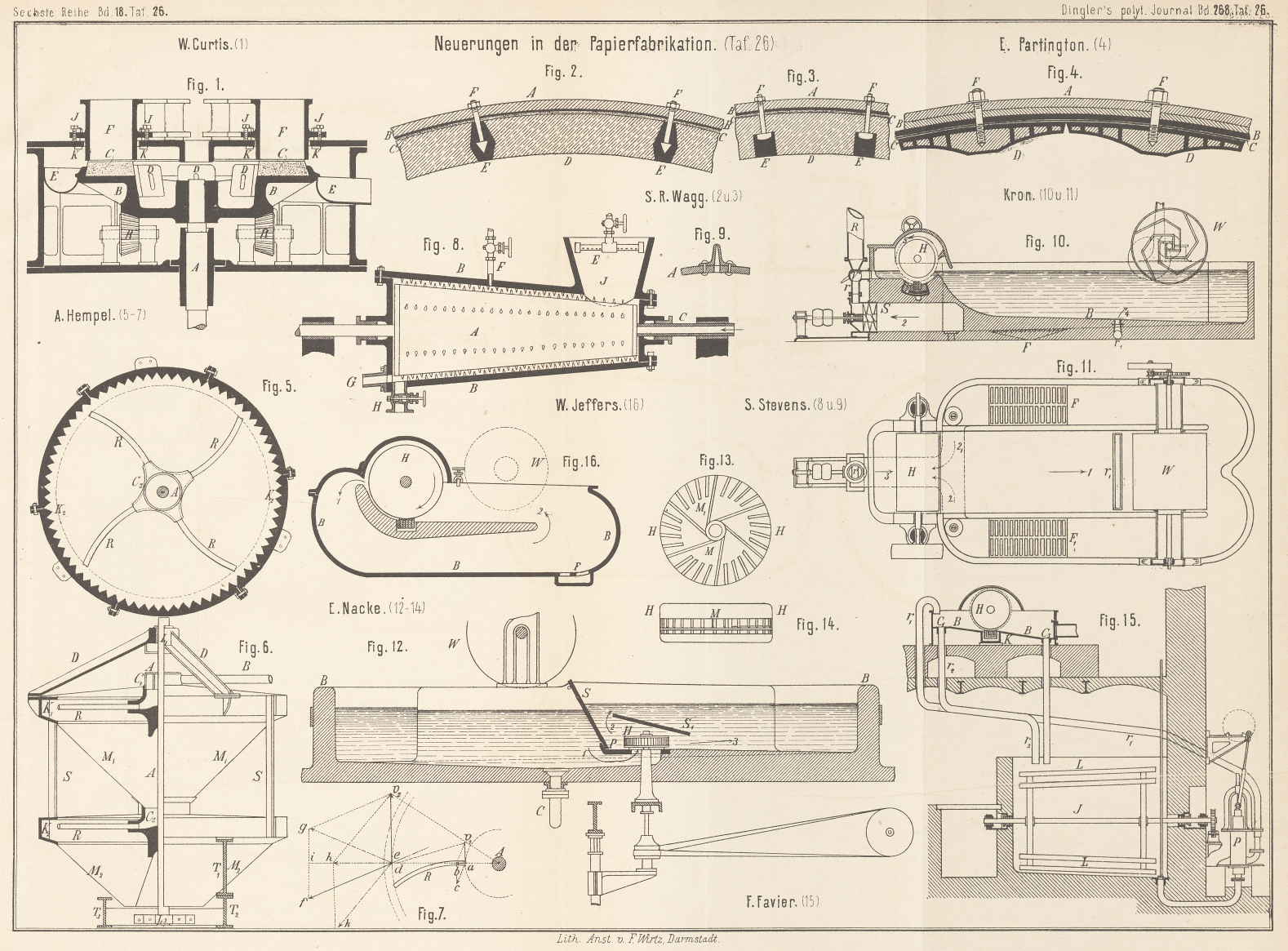
504, s. auch Papierzeitung, 1887 Nr. 2) eine Holzschleifmaschine. Wie aus Fig. 1 Taf. 26 ersehen
werden kann, ist dieselbe der Hauptsache nach ein unterläufiger Mahlgang. Statt des
Obersteines sind jedoch die Holzklötze vorhanden, welche den Holzschliff liefern
sollen und auf irgend eine Art, z.B. durch gepreſstes Wasser, an den Unterstein C gedrückt werden. Der Mahlgang ist allseits bis auf
die nothwendigen Oeffnungen, einerseits zur Anbringung der Kästen F für die Holzklötze, andererseits für die Rinne E zur Ableitung des Schliffes, geschlossen. Die Kästen
F sind durch die Schrauben J und K so mit dem Deckel verbunden, daſs sie um ihre senkrechte
Achse gedreht werden können und auch in senkrechter Richtung etwas, der eintretenden
Abnutzung des Steines entsprechend, verstellbar sind. Die Drehung der Kästen F ist dadurch möglich gemacht, daſs die Schrauben K durch Schlitze in den Flanschen von F gehen, und hat zum Zweck, die Faser unter beliebigem
Winkel (innerhalb bestimmter Grenzen) abschleifen und dadurch die Länge des
Schliffes einigermaſsen regeln zu können, indem z.B. dann, wenn die Faserrichtung
des Holzes radial gegen C gelegt wird, die längsten,
und in der dazu senkrechten Lage der Klötze die kürzesten Fasern im Allgemeinen
erhalten werden. Sehr interessant und auch empfehlenswerth ist die Zusammensetzung
des Mühlsteines, welcher aus mehreren kleineren Steinen oder Schmirgelblöcken
besteht, welche an dem äuſseren Umfange durch den nach einwärts gehenden Rand der
gegossenen Scheibe B und an der inneren Peripherie
durch die schräg angeschraubten Platten D gehalten
sind. Durch diese Einrichtung ist die Herstellung des Mühlsteines entschieden
billiger gemacht, ohne daſs, bei sorgfältiger Ausführung aus gleichartigem Material,
eine schädliche Einwirkung der Einzeltheile zu befürchten wäre. Ganz angenehm tritt
der Umstand hinzu, daſs in Folge der Drehung des Steines allein ein Auswerfen des
Schliffes in die Rinne E, allerdings mit groſsem
Wasserverbrauch, erfolgt. Um den auf der senkrechten Welle A sitzenden Stein gegen seitliche Schwankungen zu schützen, sind ganz
passend einige hier conisch gestaltete Tragrollen R
angeordnet. Es bedarf wohl eigentlich keiner besonderen Erwähnung, daſs auch hier
das Schleifen unter beständigem Wasserzufluſs stattfindet (vgl. Ely, 1886 262 * 305).
Bezüglich der Sortirung des Holzschliffes seien nur die Erfahrungen einer bedeutenden Zahl von
Holzstofffabrikanten erwähnt. Danach sollen (nach der Papierzeitung, 1887 Nr. 38) die Schüttelsortirer wegen merklich gröſserer
Leistung und Vermeidung der Schleimbildung den Cylindersortirern vorzuziehen
sein.
Für die Sulfitzellstofffabrikation liegen einige
Neuerungen vor, welche das noch fortwährend vorhandene Streben bekunden, die innere
Auskleidung des Kochers möglichst solid und haltbar herzustellen.
Salomon R. Wagg in Neenah, Wisconsin, Nordamerika
(Amerikanisches Patent * Nr. 373703, s. auch Papierzeitung, 1887 Nr. 16) will ein gutes, wenig veränderliches Futter in
der durch Fig.
2 und 3 Taf. 26 vorgeführten Weise herstellen. D
sind Ziegel aus säure- und feuerbeständigem Material, welche an die Asbestschichte
C gepreſst sind, die vorher in mit Bleiweiſs oder
Mennige versetztes, kochendes Leinöl getaucht wurde und einer durch leichtflüssiges
Loth an die äuſsere Blechwand A gelötheten
Bleiblechschichte B vorgelagert ist. Die Ziegel D sind nun durch Bolzen F
mit der Kesselwand verbunden. Die Köpfe derselben sind in Fig. 3 dreiseitig und den
schwalbenschwanzförmigen Ausschnitten in den Ziegeln entsprechend gestaltet, welche
mit Blei E
ausgestampft oder
ausgegossen werden, so daſs allerdings ein eigentliches Herausfallen dieser
Bleitheile nicht zu befürchten ist. Dagegen ist wohl, in Folge der verschiedenen
Ausdehnungscoefficienten der angewendeten Materialien und in Berücksichtigung der
bedeutenden beim Betrieb auftretenden Temperaturdifferenzen, eine Lockerung kaum zu
vermeiden. Sobald aber an einer Stelle ein Spalt vorhanden ist, durch welchen die
Säure ihren Weg nehmen kann, ist auch die Zerstörung des Kessels nicht mehr fern.
Noch mehr dieser Gefahr ausgesetzt scheint die Construction in Fig. 3, indem hier die
Bleitheile E noch leichter Fugen werden entstehen
lassen.
Entschieden vorzuziehen ist wohl die Kocherverkleidung von Edward Partington in Glossop (* D.R.P. Nr. 40140 vom 20. Januar 1887,
Zusatzpatent zu * D.R.P. Nr. 35112 vom 22. August 1885). Es betrifft die Neuerung
eine Verbesserung des Hauptpatentes (vgl. 1886 261 *
385). Die erste Bekleidungsschicht bilden dicke Bleiplatten B (Fig.
4 Taf. 26), zwischen welchen allseits Fugen gelassen werden, die wenn
nöthig mit Asbest zu verpacken sind. Den Verschluſs für dieselben bilden jedoch
dünne Bleiblechstreifen C, welche durch Vermittelung
der Blöcke D von den Schrauben F gut festgehalten werden. Die Blöcke D sind
durch Umgieſsen von vielfach gelocht hergestelltem Guſseisen mit Blei erhalten. Die
Stockschrauben F treten von auſsen in die vorhandenen
Gewinde und vermögen so die Klötze festzuhalten, ohne daſs im Inneren eine
Schraubenmutter oder ein vorstehender Kopf vorhanden wäre, wie es im Hauptpatente
angegeben ist. Die hier vorliegende Anordnung gestattet den Temperatureinflüssen zu
wirken, ohne eine bedenkliche Lockerung der Verbindungen erwarten zu müssen, da eben
eine gewisse Beweglichkeit vorhanden ist. Die im Kessel befindliche Säure trifft nur
auf verbleite Theile.
So empfehlenswerth auch im Allgemeinen diese Construction ist, so ist doch auch zu
überlegen, daſs bedeutende Bleimengen verbraucht werden und auch die jedenfalls
ziemlich gewichtigen Blöcke D einen etwas unangenehmen
Ballast bilden.
Das elektrische Löthverfahren von Benardos in Petersburg scheint berufen zu sein, auch
hierbei Abhilfe zu schaffen. Indem wohl nicht hier der Platz ist, über dasselbe sich
ausführlich zu verbreiten (vgl. 1887 264 * 335. 265 361), sei doch erwähnt, daſs in der ungeheuren
Temperatur des zur Anwendung gelangenden Lichtbogens sogar Schmiedeeisen wie Wachs
schmilzt. Demgemäſs bilden sich bei dem vorliegenden Falle Eisen-Blei-Legirungen,
wodurch ein allmählicher Uebergang des einen Materiales (Eisen) in das aufgelöthete
Blei hergestellt ist. Deshalb dürften dann die bedeutend wechselnden Temperaturen im
Kocher auch kein Ablösen der Bleiauskleidung bewirken. Fügen wir hinzu, daſs der
Preis sich nicht besonders hoch stellt, Reparaturen einfach, zuverlässig und leicht
hergestellt werden können und auch das geringste Bleigewicht unter allen bekannten
Constructionen ausreicht, so tritt die Vorzüglichkeit des Verfahrens für diesen
Zweck noch schärfer hervor.
Für die Darstellung des Zellstoffes selbst nach dem Sulfit verfahren haben sich Raoul Pierre Pictet in Genf und George Louis Brélaz in Lausanne ein Verfahren zum
Anreichern der Schwefligsäurelösung patentiren lassen (D.R.P. Nr. 41703 vom
16. April 1887). Sie erzeugen die schweflige Säure durch Rösten von Eisenkiesen. Die
Verbrennungsgase, hauptsächlich Schwefligsäure und Stickstoff, werden unten in einen
Apparat geleitet, während von oben ein Sprühregen von Wasser eintritt. Die
Einrichtung ist derart getroffen, daſs vorhandene Abtheilungen durch Röhren in
Verbindung stehen. In Folge dieses Gegenstromsystemes findet eine recht vollständige
Absorption der Schwefligsäure statt; trotzdem werden nur verhältniſsmäſsig schwache
Lösungen erhalten, da auf 1k verbrannten Schwefel
80 bis 110k Wasser zugeführt werden. Um in diesem
Apparate das Aufsteigen der schwefligen Säure sicher erwarten zu können, ist auch
die Anwendung einer Luftpumpe vorgeschlagen, die das nothwendige geringfügige Vacuum
von etwa 1/10at erzeugt. Man vermag auf diese Weise eine Lösung
von 1 bis 2° B. zu erreichen. Die abziehenden Gase enthalten nur wenig schweflige
Säure, sondern hauptsächlich Stickstoff.
Die so gewonnene Lösung wird nun mit Hilfe von zwei Kochern verwerthet, die mit
einander in Verbindung stehen. Der eine von beiden wird mit dem zu behandelnden
Holze gefüllt, welches mit der vorbereiteten Lösung übergössen und kalt gehalten
wird. Der zweite Kocher erhält nur die gewonnene Schwefligsäurelösung und wird
geheizt. Hierdurch wird aus dem Wasser das Anhydrid ausgetrieben und durch das
Verbindungsrohr unten in den kalt gelassenen Kessel eingeführt, wodurch die Lösung
desselben angereichert wird. Ist alle schweflige Säure aus dem geheizten Kessel
vertrieben, so wird aus demselben, nach Abschluſs des Verbindungsrohres der beiden
Kessel, das Wasser ab- und neue, schwache Lösung eingelassen, mit welcher wie vorhin
verfahren wird. Auf diese Weise kann die Schwefligsäurelösung im kalt gehaltenen
Kocher genau auf den nothwendigen Concentrationsgrad gebracht werden, der geeignet
ist, um Zellstoff nach dem Verfahren des D.R.P. Nr. 26331 vom 23. Mai 1883 zu
gewinnen (vgl. 1884 252 * 324). Soll dann der Zellstoff
aus dem Kocher genommen werden, so wird, um einen Verlust an Schwefligsäure zu
vermeiden, der früher geheizte Kocher kalt gestellt, mit Holz und schwacher Säure
beschickt und dann der Boden desselben mit dem oberen Theile des nunmehr warmen
anderen Kochers verbunden, wodurch die daselbst befindliche schweflige Säure zur
Anreicherung der Lösung im frisch beschickten Kessel verwendet wird. Hierauf wird
die Verbindung derselben so lange unterbrochen, bis der fertige Zellstoff aus dem
betreffenden Kocher entfernt ist, worauf der ganz analoge Prozeſs, wie geschildert, vor
sich geht. – Bei diesem Verfahren scheint in der That eine Ersparniſs an schwefliger
Säure und eine Vereinfachung des Verfahrens gegenüber dem oberwähnten
einzutreten.
Als weitere Neuerung liegt ein Vorschlag von Dr. Adolf
Frank in Charlottenburg vor, welcher ein Verfahren
zur Reinigung des Calciummonosulfites, das durch Behandlung der gebrauchten
Kochlaugen des Sulfitverfahrens mit Kalk gewonnen wird, betrifft. Danach
wird nämlich Calciummonosulfit in irgend einer Art, sei es durch Absetzenlassen oder
mittels Filterpressen von der Lauge getrennt und durch einen Waschprozeſs, bei
welchem eine sehr verdünnte Schwefligsäurelösung die Waschflüssigkeit bildet, von
den organischen Substanzen getrennt, welche in der früheren nicht mehr sauren
Flüssigkeit unlöslich geworden sind. Hierdurch soll das Calciummonosulfit rein und
wieder verwendbar werden.
Nach den der Société d'encouragement pour l'industrie
nationale von M. Reynaud, Fabrikant in Oran,
gemachten Mittheilungen soll es demselben gelungen sein, aus den Rückständen, welche
bei der Gewinnung der Gespinnstfasern aus den Blättern der
Zwergpalme verbleiben, einen guten Papierstoff zu bereiten, welcher dem aus
Alfa hergestellten entschieden auch wegen des Preises, der sich nur wenig über die
Hälfte desjenigen der Alfafaser stellt, vorzuziehen sein soll. Näheres über das
Verfahren u.s.w. liegt noch nicht vor; doch fragt es sich sehr, ob diese Faser mit
der Alfafaser wird wetteifern können.
Für die Zertheilung der Faserbündel, wie selbe aus den
Kochern nach dem Entlaugen vorhanden sind, kommen bekanntlich verschiedene Apparate
zur Verwendung und ist wohl der Holländer der hierzu am meisten gebrauchte.
Eine interessante neue Maschine für diesen Zweck hat sich A.
Hempel in Cöslin patentiren lassen (* D.R.P. Nr. 41519 vom 3. Mai 1887),
während H. Füllner in Warmbrunn in Schlesien die
Ausführung übernommen hat (nach der Papierzeitung, 1888
Nr. 4). Dieselbe ist in den Fig. 5 und 6 Taf. 26 dargestellt.
Auf einer senkrechten Welle A sind eigenthümlich
gestaltete ausgehöhlte Guſskörper C1 und C2 angebracht, in welchen die gekrümmten Röhren R, mit der Aushöhlung von C1 und C2 communicirend, wagerecht befestigt sind. Indem
durch das Rohr B der gut mit Wasser versetzte Stoff auf
irgend eine Art zugeführt wird, gelangt er in die Höhlung C1, dann weiter in die Röhren R und wird, aus denselben tretend, gegen den gerippten,
mit Dornen oder Zähnen versehenen Mantel K1 geschleudert, um an demselben zu zerschellen. In
dem bereits zertheilten Zustande soll nun der Stoff auf der Mantelfläche des Kegels
M1 abwärts laufen
in einen zweiten Raum C2, von wo aus er neuerlich in Röhren R ritt,
aus welchen er gegen einen zweiten Mantel K2 geworfen wird, um sodann, auf dem Mantel M2 abwärts sich
bewegend, dem Bleich- oder Entwässerungsapparate zuzueilen. Träger T1 u.s.w. halten das untere Halslager L2 der Welle A und stützen den unteren Conus selbst, während wieder
von demselben durch die Stäbe S der obere Kegel
gehalten wird. An diesen sind drei Arme D geschlossen,
welche das obere Halslager L1 der Welle A feststellen. Nach den Angaben
des Erfinders soll es möglich sein, mit dieser Vorrichtung in einer Stunde 400 bis
500k trocken gedachten Stoff zu liefern, bei
einem Flügeldurchmesser von 1m,5 und etwa 500
minutlichen Umläufen.
Wie schon früher erwähnt, ist dieser Apparat recht interessant, hauptsächlich aus dem
Grunde, weil er uns wieder ein Beispiel für das Zerschleudern liefert. Er ist also
in gewissem Sinne ein Gegenstück zu den Stampfwerken (nicht Holländern). Nach Prof. Kick's
UntersuchungenS. Gesetz, der proportionalen Widerstände,
Leipzig 1885, Arthur Felix. ist für
das Zerschlagen und Zerschleudern derselben Masse derselbe Arbeitsverbrauch
anzunehmen. In dieser Beziehung also haben wir von dem Apparate eine ähnliche
Wirkung wie von den Stampfwerken zu erwarten, daher auch eine ungleich schonendere
Behandlung der Fasern, als sie im Holländer stattfindet. Nur fragt es sich, ob
dieses zweimalige Anschleudern, das ja durch Wechseln der Tourenzahl mit sehr
verschiedener Geschwindigkeit geschehen kann, wonach sich dann auch jedenfalls die
Wirkung richtet, hinreicht wirklich die Faserbündel vollständig zu theilenNach Beobachtungen von Brélaz reicht allerdings
schon ein geringer Druck zur Vertheilung hin., ob weiter nicht
etwa in Folge des Anschleuderns an die Mäntel K1 und K2 ein Festkleben der Fasern an diesen erfolgt. Bei
viel Wasser dürfte das vielleicht in Folge des Wasserstoſses doch nicht eintreten.
Eine weitere Erwägung verdient dann wohl die Weite der Röhren R? In der Patentschrift, an welche sich haltend die
vorliegende Zeichnung gegeben wurde, sehen dieselben auſserordentlich eng ausAuch auf der dem Referenten von Hrn. Füllner
freundlichst zur Verfügung gestellten Zeichnung beträgt der lichte
Durchmesser nur etwa 40mm, was für
gröſsere Stücke wohl nicht besonders weit ist., so daſs sich
unwillkürlich die Befürchtung aufdrängt, daſs eine Verstopfung der Röhren eintreten
müsse. Aber dieser Umstand, wenn sonst wirklich ein gut zertheilter Stoff den
Apparat verläſst, könnte ja leicht geändert werden. Jedoch scheint dem Referenten
noch etwas anderes besonders erwägenswerth, weil es möglicherweise von vornherein
die ökonomische Arbeit des Apparates in Frage stellt. – Der Stoff soll aus den
Höhlungen C in die Röhren R bei guter Arbeit möglichst ohne Stoſs eintreten. Er flieſst denselben
von allen Seiten zu, demnach können wir einen nahezu radialen absoluten Eintritt
wenigstens des mittleren Theiles der in die Röhre gleitenden Stoffpartie annehmen.
Wie sind nun aber die Röhren anzuschlieſsen, damit die Bedingung des stoſsfreien
Eintrittes demgemäſs erfüllt werde? Bei Beantwortung dieser und der folgenden Fragen
möge uns die Fig. 7 Taf. 26
leiten. R ist eines der Rohre, welches nach den
vorgefundenen Zeichnungen radial bei a angebracht ist.
Haben wir nun in ab die radiale, absolute
Stoffgeschwindigkeit, in av1 die hier stattfindende Umfangsgeschwindigkeit versinnlicht, so gibt die
Seite ac des Geschwindigkeitsparallelogrammes die Lage
und Gröſse der relativen Geschwindigkeit, an welche eben zur Vermeidung des Stoſses
tangential das Rohr gelegt sein sollte. Es ist wohl eine Ausweitung beim Anschluſs
der Röhren R an C1 und C2 (s. Fig. 5) bemerkbar, aber
doch ist wohl kaum davon die sichere Leitung des Wassers u.s.w. zu erwarten. Nun ist
aber wohl klar, daſs der Winkel cav1 unter welchem das Rohr anschlieſsen soll, nicht zu
groſs ausfallen darf, wegen Ausführungsschwierigkeiten. Andererseits muſs aber die
Componente vi wegen des
kräftigen Ausschleuderns eine ausreichende Gröſse besitzen, um so mehr, da doch die
Höhlungen C1 und C2 eine ziemliche Weite
haben sollen. Man müſste also die absolute Geschwindigkeit ab gröſser halten, um den Winkel cav1 wie gewünscht zu bekommen, d.h. dem Stoffe muſs
eine ziemlich bedeutende Eintrittsgeschwindigkeit auf irgend eine Art aufgezwungen
werden, eine um so bedeutendere, je gröſser die Umdrehungszahl der Welle A wird. Für die Umdrehungszahl 500 entspricht dem
Punkte a nun beiläufig eine Umfangsgeschwindigkeit von
14m. Um daher einen Einmündungswinkel des
Rohres R in den Theil C1 von 20° zu erhalten, müſste man dem Stoffe eine
Geschwindigkeit von nahe 5m ertheilen. Das ist
sicher sehr viel und doch haben wir nur einen recht kleinen Winkel erreicht. Wie
bereits angedeutet, können die aus Fig. 5 ersichtlichen
erweiterten Fortsetzungen der Röhren R wohl etwas den
Stoſs mildern, aber doch scheint es dem Referenten, als ob der Apparat an diesem
Umstände ein schwer zu beseitigendes Uebel besitze.
Sehr wichtig ist die Austrittsgeschwindigkeit des Stoffes, da von derselben ein gut
Theil der Wirkung abhängt. Nehmen wir an, daſs das Rohr derart gekrümmt werde, daſs
beim Eintritte in dasselbe kein Stoſsverlust entsteht, wie es durch die
strichpunktirte Linie ac in Fig. 7 angedeutet ist,
daſs jedoch dieses neue Rohr die äuſsere Peripherie unter demselben Winkel schneide
wie in Fig. 5,
also wie in der Patentschrift angegeben. In welcher Richtung tritt nun der Stoff
aus? Diese Frage ist leicht (theoretisch) zu erledigen, wenn wir noch die Gröſse der
relativen Geschwindigkeit beim Austritte kennen, da die äuſsere
Umfangsgeschwindigkeit sofort aus dem Dreiecke Aev2 folgt, dessen Hypotenuse durch v1 gezogen wurde. Da
wir die relative Geschwindigkeit ac des Eintrittes
kennen, finden wir die äuſsere relative Geschwindigkeit gröſser um einen Betrag,
welcher der Differenz der Geschwindigkeitshöhen von v1 und v2 entspricht.1887 S.z. B Herrmann, Graphische Theorie der Turbinen
und Kreiselpumpen, Berlin 1887, Simion. Demgemäſs wurde im rechtwinkeligen Dreiecke av1 Hypotenuse v1
d gleich ev2
, der äuſseren Umfangsgeschwindigkeit, gemacht, um in der Kathete ad die Vergröſserung der relativen Geschwindigkeit zu
finden. Dieser entsprechend wurde ef als relative
Austrittsgeschwindigkeit aufgetragen (indem angenommen wurde, daſs das Rohr nach e gekommen sei) und die Diagonale eg des Parallelogramms efgv2 gibt die absolute
Austrittsgeschwindigkeit, mit welcher die Stofftheile gegen den Mantel geschleudert
werden. Denken wir uns nun etwa diese Geschwindigkeit wäre tangential, so würde der
Mantel offenbar nur eine geringe Wirkung äuſsern; anders dagegen wenn der Stoff
senkrecht gegen den Mantel, also radial geschleudert würde. Man sollte also denken,
wenn man bei gleichbleibender Umdrehungszahl den Stoff radial austreten lassen
könnte, daſs dann die beste Wirkung erzielt würde. Dem ist aber nicht so. Im
Parallelogramm ekhv2
ist eine derartige relative Geschwindigkeitsrichtung ek
gewählt, daſs die absolute Austrittsgeschwindigkeit eh
radial ausfällt. Doch bemerkt man sofort, daſs diese kleiner ist, als die radiale
Componente ei der vorhin erhaltenen Geschwindigkeit eg. Und da die radiale Componente nach dem früheren die
hauptsächlich wirksame ist, so ist die Richtung eg
vorzuziehen. Wann wird die gröſste Wirkung bei sonst gleichen Umständen (bei
gleichbleibender Umdrehungszahl) erreicht werden? Offenbar dann, wenn die radiale
Componente am gröſsten wird, und das tritt gemäſs Parallelogramm efgv2 ein, wenn ef selbst, d.h. wenn die
relative Austrittsgeschwindigkeit radial gerichtet ist. Dies ist nun, wie
wohl sofort zu sehen, in Fig. 5 auch nicht erfüllt.
Die relative Austrittsgeschwindigkeit gibt dann selbst den Maſsstab für die
„Kraft“ (eigentlich lebendige Kraft) des Zerschleuderns ab. Die
tangentiale Componente kann dazu beitragen ein Festkleben der Fasern, das früher
erwähnt wurde, zu verhindern. So weit die theoretischen Erörterungen; die praktische
Erprobung jedoch kann erst endgültig über die Brauchbarkeit der Construction
entscheiden, die, wie gleich eingangs angedeutet, durchaus nicht vorweg verwerflich
genannt werden kann. Jedenfalls findet eine sehr schonende Auflösung in die
Einzelfasern statt und dürften auch hart gebliebene Holztheilchen, wie selbe aus dem
Kocher wohl immer mit herauskommen, schwerlich so zersplittert werden, wie dies beim
langen Umlaufen im Holländer eintritt.
Uebergehend zur Verarbeitung der Hadern mag einleitend
erwähnt werden, daſs der ehemalige Hauptplatz für dieses Rohmaterial, Hamburg,
seinen Vorrang immer mehr einbüſst; Hamburger Notirungen sind nicht mehr so wie
früher maſsgebend. Auch dieser Handelsartikel hat jetzt als Hauptplatz Berlin, ohne
daſs es jedoch bis nun erreicht wäre, so einheitliche Notirungen, Sortimente u.
dgl., wie es früher für Hamburg galt, aufzustellen (nach der Papierzeitung, 1887 Nr. 12).
Für Lumpenschneider liegt ein amerikanisches Patent (Nr.
359846) und ein englisches (Nr. 13722) vor. Beide haben das Gemeinsame, daſs sie
zwei, eigentlich drei Lumpenschneider in einer Maschine vereinen. Das amerikanische Patent, an Azzo A. Coburn in Holyoke ertheilt, besitzt zwei
cylindrische Schneidetrommeln mit schraubenförmigen Messern knapp neben einander,
welche auf den Gegenseiten gegen feststehende Messer arbeiten. Diesen beiden
Schneideapparaten wird auch von den entsprechenden Seiten das Lumpenmaterial von
Transporttüchern und Speisewalzen zugebracht. Die geschnittenen Lumpen fallen von
beiden Seiten in denselben Trichter, der sie gemeinsam zu einem anderen
Speisewalzenpaar leitet, welches senkrecht zur früheren Schnittrichtung angeordnet
ist und demgemäſs einem dritten Schneidcylinder die Hadern so zuführt, daſs
senkrecht zur früheren Richtung der Schnitt erfolgt.
Ganz ähnlich ist im Allgemeinen die erwähnte englische Anordnung von J. Nuttall in Bury, nur treten bei diesem an die Stelle
der eben beschriebenen Schneidwerke solche mit senkrecht auf und ab bewegten
Messern. Wählt man aber einmal das Guillotinesystem, so ist nicht zu errathen, warum
nicht der bewährte Donkin'sche Hadernschneider, der auf
einmal quadratische Lumpenstückchen erzeugt, beibehalten und der entschieden
verwickeltere Apparat von Nuttall angewendet werden
soll.
Das Kochen des in Papierzeug zu verwandelnden Materiales
will S. Stoughton Stevens in North Hoosick, New York,
andauernd gestalten und damit gleich ein Zerkleinern des Rohmateriales (auch altem
Papier) verbinden. Wenn auch zugestanden werden müſs, daſs der Zeitverlust beim
Füllen, dann späteren Abkühlen und Entleeren des Kocherinhaltes entschieden
unangenehm ist, so scheint es dem Referenten doch, daſs diesem Uebelstande nicht
leicht abgeholfen werden kann, und dies durch die Construction von Stoughton Stevens, deren Prinzip aus Fig. 8 Taf. 26 ersehen
werden mag, auch nicht erreicht wird. Durch den Fülltrichter J wird Material dem conischen Wolfe zugeführt; die Zähne auf der
Reiſstrommel A arbeiten gegen die feststehenden des
Gehäuses B, zerreiſsen aas Material und befördern es
gegen den tiefsten Punkt, wo selbes entweder durch G
abgelassen oder durch H in eine andere, etwa Jordan sehe Stoffmühle tritt. Durch die Brause E soll heiſses Alkali gleich beim Eintritt des
Materiales dasselbe überströmen, durch das Rohr F oder
die hohle Achse C soll Dampf eintreten. Im letzteren
Falle wird vorgeschlagen, die Zähne nach Fig. 9 zu gestalten, um
durch dieselben Dampf austreten zu lassen. Mängel, soweit sie aus der vorhandenen
Zeichnung ersichtlich sind, wären die groſse Belästigung durch den austretenden
Dampf und weiters der Umstand, daſs der Stoff aus dem Apparate gefördert wird, ob er
hinreichend, oder noch nicht genügend zerkleinert ist, so daſs wahrscheinlicher
Weise noch nachgearbeitet werden muſs, der Zweck der Reiſstrommel also nicht
erreicht ist.
Damit wären wir bei den eigentlichen Stoffauflösungsmaschinen angelangt, für welche
eine Anzahl Neuerungen verschiedener Art theilweise durch Figuren auf Taf. 26
vorgeführt sind.
Vorerst sei der neuen Holländerwalze von J.M. Voith in Heidenheim, Württemberg, gedacht, einer
Construction, die in Oesterreich und vielen anderen Staaten bereits patentirt, in
Deutschland zum Patente angemeldet ist. Herr Voith war
so freundlich, dem Berichterstatter Zeichnungen zur Verfügung zu stellen. Danach
besteht das Hauptsächliche darin, daſs die Walzenmesser schraubenförmig unter einem
Winkel von etwa 15° gegen die Walzenachse gelegt sind; auſserdem sind mehrere, den
sonst öfters an den Seiten der Walze befindlichen Abstreichern ähnliche, sogen.
Ventilationsspiralen angebracht. Die Vortheile, welche durch diese Construction zu
erreichen sind, wären ein allmählicher Eintritt der Messer in den Stoff, so daſs
sich die Zellen leichter mit dem Stoffe füllen können und auch nicht leicht ein
Patschen der Messer auf die Stoffoberfläche stattfindet, was allerdings, wie
Referent zu beobachten Gelegenheit hatte, auch bei parallel zur Achse gelegten
Messern nicht besonders stattfindet, da die Oberfläche in der Nähe der Walze nie
ruhig eben, sondern stark bewegt ist. Auch ist es ganz wohl möglich, daſs ein
Schieben des Stoffes von innen nach auſsen eintritt. Ob dies jedoch so bedeutend
ist, daſs keine Mischung von Hand aus nöthig ist, mag doch bezweifelt werden.
Bezüglich des Stoffaustrittes glaubt Referent keine wesentlichen Vortheile gegenüber
den anderen Walzen annehmen zu können. Bei Walzen alter Construction fand derselbe
unmittelbar nach der Arbeit die Zwischenräume zwischen den Messern fast völlig rein.
Die Stofftheile werden eben in beiden Fällen tangentiell ausgeworfen, darauf dürfte
somit die schraubenförmige Krümmung der Messer nicht von Einfluſs sein. Immerhin
hatte Referent selbst Gelegenheit, sehr gute Urtheile über bereits stattgehabte
Erprobungen der Forschen Walzen zu vernehmen.
Die Maschinenfabrik Golzern führt eine neue
Holländerconstruction nach Patent Krön (D.R.P. Nr.
39337 vom 1. August 1886) ein, welche in einer Ausführungsform in Fig. 10 und 11 Taf. 26
skizzirt ist nach Zeichnungen, welche von der Maschinenfabrik gütigst zur Verfügung
gestellt wurden.
Wir bemerken, daſs der Holländertrog drei Abtheilungen besitzt, in der mittleren
befindet sich, fast die ganze Breite einnehmend, die Holländerwalze H. Diese Anordnung ist wohl nicht neu, indem Referent
schon früher Holländer (hauptsächlich als Mischholländer) mit drei Kanälen und auch
sonst ähnlicher Einrichtung vorfand. Das Grundwerk ist hier ziemlich klein; jedoch
in anderen vorliegenden Zeichnungen sind Grundwerke angegeben, die gut auf ein
Drittel des Walzenumfanges sich ausdehnen. Der Stoff flieſst im Mittelkanal in der
Pfeilrichtung 1 ab, erhält von
unten aus dem Rohr r1 gemäſs Pfeilrichtung 4 Wasser zugeführt,
was entschieden geeignet ist, die Bewegung der am Boden befindlichen Theile zu
fördern. Die Waschtrommel W ist fast an dem Punkte
angeordnet, wo die Theilung des Mittelkanales in die zwei Seitenkanäle stattfindet.
Unter gleichbleibender Neigung des Bodens flieſst der Stoff durch diese Räume über
die beiden Sandfänge F und F1 in den Pfeilrichtungen 2 und 21 der Schraubenpumpe S
(bewegt mit 300 Touren) zu, welche denselben durch das Rohr r entweder der Holländerwalze H neuerlich
zuführt oder bei passend gestelltem Hahn V durch R aus dem Holländer schafft.
So schön durchdacht auch im Allgemeinen diese Construction erscheint, – ist doch der
fast gleichbleibenden Neigung des Bodens halber eine andauernde Stoffströmung zu
erwarten, und ist es auch ein gesunder Gedanke, der Holländerwalze den
Stofftransport abzunehmen, da sie beide Zwecke wohl nicht gleich gut erfüllen kann
(vgl. die Construction von Debie 1874 213 * 289), – so dürfte doch
gerade die Wahl der Schraubenpumpe, um die Stoffbewegung zu unterhalten, nicht
glücklich sein. Es mag wohl zutreffen, daſs die Montirung, das etwaige Nachsehen und
die Reinigung bei derselben etwas einfacher sei, als bei anderen Pumpen, obwohl dies
kaum bedeutend gegenüber einer anderen Centrifugalpumpe sein kann. Und bei einer
derartigen richtig construirten Pumpe hat man wenigstens nicht den Uebelstand mit in
den Kauf zu nehmen, daſs das Wasser mit Stoſs ein- und austritt, wie es bei der
Schraubenpumpe nothwendig geschieht, was aus der einfachen, nebenstehenden Textfigur
ersehen werden möge.Man vgl. auch Herrmann, Graphische Theorie der
Turbinen und Kreiselpumpen, S. 62. Bedeutet AB die achsiale Eintrittsgeschwindigkeit des Stoffes,
AC die Umfangsgeschwindigkeit in einer bestimmten
Entfernung von der Achse, so muſs man für den stoſsfreien Eintritt der
Schraubenfläche die Richtung AD der relativen
Geschwindigkeit geben. Dieselbe Neigung behält aber im gleichen Radius die
Schraubenfläche an allen Punkten, daher auch beim Austritt, woraus folgt, daſs unter
den vorliegenden Verhältnissen wohl ein stoſsfreier Ein- und Austritt, aber auch keine Vermehrung der absoluten Stoffgeschwindigkeit
erfolgt, daſs es also gerade so ist, als ob, von den Widerständen noch wird
abgesehen, keine Schaufeln vorhanden wären. Also ohne Stoſs wird man durch diese
Pumpe gar keine Geschwindigkeitshöhe herausbringen welche doch nothwendig ist, um
den Stoff wieder bis um Kröpfe zu erheben.
Textabbildung Bd. 268, S. 491
Daher muſs die Pumpe mit Stoſs arbeiten, mit besonders starkem
dann, wenn es die Fortschaffung des Stoffes durch das Rohr R gilt. Dabei ist es noch unangenehm, daſs bei dieser Form der Ausführung
die Leitung von der Pumpe zur Holländerwalze zweimal rechtwinkelig gebrochen ist,
was allerdings bei einer anderen, dem Berichterstatter eingesandten Ausführung
vermieden und durch eine passend angeordnete Krümmung ersetzt ist. Für die Stoffmischung würde schlieſslich der Stoſs nicht so unangenehm
sein; verwerflich ist er jedoch entschieden für das Heben durch Rohr R. Eine andere richtig construirte Centrifugalpumpe
könnte diesem Uebelstand ausweichen, ohne sonst das schöne Prinzip dieser
Holländeranordnung zu stören.
In Fig. 12
Taf. 26 ist die Skizze des an E. Nacke in Dresden (*
D.R.P. Nr. 39 534 vom 24. Oktober 1886) patentirten Holländers gegeben. Der
Holländertrog ist ein gewöhnlicher mit zwei Abtheilungen. Um nun das Absetzen der
schwereren Theile am Boden des Holländers zu hindern, ordnet Nacke in E ein Flügelrad, eine Art
Centrifugalpumpe mit senkrechter Welle und Antrieb von unten, an. Dabei wird nicht
gemahlen, sondern soll der Stoff nur gemischt werden. Die Platten S und P sollen die
Zuleitung gegen Rad H begünstigen und die Platte S1 passend den Abfluſs
regeln. Soll eine richtige Wirkung des Flügelrades erzielt werden, so sind ganz
analoge Forderungen aufzustellen, wie sie uns bei Fig. 7 geleitet haben, und
zur richtigen Anlage der Flügel des Rades U führen.
Durch diese Anordnung können wir wieder ein regelmäſsiges Gefälle für die
Stoffströmung erreichen. Nicht ganz glücklich erscheint es jedoch, wenn H auch mahlen soll, zu welchem Zwecke dann, wie aus
Fig. 13
und 14 zu
ersehen ist, H nach abwärts gerichtete Messer M und M1 erhält, welche gegen ein passend gestaltetes
Grundwerk arbeiten. Soll ein richtiger Ein- und Austritt erfolgen, so sind die
mehrfach erwähnten Winkelanordnungen auch hier zu treffen, und das kann mit
geradlinigen Messern, wie in Fig. 13, keinesfalls
erreicht werden. Es ist eben wieder der Schneidtrommel zu viel aufgebürdet. Bemerkt
sei noch, daſs auch eine einfache Krümmung der Platten S und P in einander übergehend zu empfehlen
wäre. Der Auslauf C ist entsprechend an der tiefsten
Stelle angeordnet.
Die Firma François Favier Söhne in Gromelle, Departement
Vaucluse, schlägt eine besondere Holländeranordnung für das Fertigmahlen des
Halbzeuges vor. Fig. 15 Taf. 26 soll selbe nach den dürftigen vorgefundenen Skizzen aus
den Patentschriften (* D.R.P. Nr. 41312 vom 31. April 1887, vgl. auch Papierzeitung, 1887 Nr. 57) versinnlichen, da es dem
Referenten nicht gelungen ist, von der Fabrik die erbetene Aufklärung zu erhalten.
Der Zweck der Anordnung ist, zu verhindern, daſs bereits gemahlener Stoff mit noch
nicht genügend zerkleinertem wieder unter die Walze H
kommt, also einen gleichmäſsigeren Stoff herzustellen. Zu diesem Zwecke sind unter
dem Holländerraum zwei in der Zeichnung sich deckende Stoffkästen J mit Lattenrührern L
vorhanden, die langsam umgetrieben werden. Vor der Holländerwalze befinden sich zwei
mit Ventilen verschlieſsbare Oeffnungen C1, die sich hier ebenfalls decken und entsprechend
Rohre r2 anschlieſsend
besitzen, welche in die Stoffkästen J münden.
Die Arbeit soll in folgender Weise vor sich gehen. Einer der Kästen J wird mit Halbzeug gefüllt und durch passende Ventilstellung bewirkt,
daſs zwei hinter einander befindliche Pumpen P den
Stoff aus diesem Kasten entnehmen und in die gemeinsame Druckleitung r1 befördern, welche
den Stoff in den höchsten Theil des Holländertroges ausgieſst. Vermöge der
hergestellten Neigung flieſst der Stoff der Walze zu, welche fast die ganze Trog
breite einnimmt und mit kürzeren und engeren Messern als gewöhnlich den Stoff
zwischen dem Grund werk verarbeiten, wieder emporführen und zurück auf die
Einlaufseite befördern soll. Da ist nun die Patentbeschreibung entschieden unklar.
Wird viel Stoff auf einmal durch r1 zugebracht? Wird erst gemahlen, wenn der Holländer
gefüllt ist? Wie ist aber dann die Mischung ungleichartig zerkleinerten Stoffes zu
verhindern? Oder wird in ganz kleinen Partien stoſsweise Stoff zugeführt,
zerkleinert wieder auf die Einlaufsseite durch die Walze zurückgeschleudert und
durch das zweite Ventil C1 in den anderen Stoff kästen J abgelassen?
Welche Garantie ist für die genügende Zerkleinerung des Stoffes gegeben, der sich an
den tiefsten Punkt bei C3 begibt und von dort in den betreffenden Kasten abgelassen werden soll?
Dies alles sind Fragen, welche nach der Meinung des Berichterstatters nicht
befriedigend beantwortet werden können. Es dürfte demnach nicht möglich sein, durch
diese Holländeranordnung ein gleichartigeres Ganzzeug herzustellen.
Ein Holländer mit senkrechtem Stoffumlauf nach dem amerikanischen Patente * Nr.
371760 von Wallace W.D. Jeffers in Ticonderoga, New
York, ist in Fig.
16 Taf. 26 skizzirt. Die Ausführung lehnt sich an die von Umpherston und Hoyt an (vgl. 1882 243 * 199. 432), nur scheint es, daſs die vorliegende Anordnung die
entschieden schlechtere ist. Der Stoff kommt anfänglich zwischen Walze (von ganzer
Trogbreite) und Grundwerk, wird etwas zerfasert und dann in der Pfeilrichtung 1 in die untere Trogabtheilung geworfen. Nun ist aber
dort gar keine treibende Kraft vorhanden, welche die schwereren Stofftheile hindern
sollte, sich ruhig zusetzen und über sich fast nur Wasser stehen zu lassen. Man kann
ja nicht einmal so weit mit Rührinstrumenten hinein, um mit Gewalt den Stoff aus
seinem Ruheplatz herauszuholen und der Walze in der Pfeilrichtung 2 wieder zuzubringen. Auch der an dem anderen Ende
angebrachte Sandfang F wird danach seinen Zweck
schwerlich erfüllen. Die Waschtrommel W wird ebenfalls
an diesem Uebelstande nichts ändern können, sie wird nicht viel mehr thun als
zuflieſsendes Wasser, unter den geschilderten Umständen nur wenig mit Schmutz
gemengt, nieder fortzuschaffen.
Mit * D.R.P. Nr. 41619 vom 14. April 1886 hat Camille
Barataud in Bouchet bei St. Junien in Frankreich eine Stoffmühle patentirt erhalten, welche hauptsächlich zur
Verarbeitung von Halbzeug aus Stroh und anderem Fasermaterial dienen soll. Der
arbeitende Theil ist ein ziemlich langer, mit in steilen Schraubenlinien laufenden
Messern besetzter Cylinder, welcher gegen stumpfe Metalltheile an einem Gehäuse arbeitet, welches
die Trommel vollkommen umgibt. Es ist dies also gleichsam ein Holländer, bei dem das
Grundwerk rings um die Walze gelegt ist. Demgemäſs muſs auch die Wirkungsweise eine
ähnliche sein. Nur wird der an einem Ende aufgegebene Stoff am Ende, von den
Schraubenmessern gezwungen, austreten, auch wenn er nicht genug gemahlen ist.
Hervorgehoben sei noch, daſs die das Grund werk vertretenden Metalltheile durch
Schrauben stellbar sind.
(Fortsetzung folgt.)
Tafeln