| Titel: | M. Frey's Hobelmaschine mit Bohr- und Fräserwerk. |
| Autor: | Pr. |
| Fundstelle: | Band 269, Jahrgang 1888, S. 495 |
| Download: | XML |
M. Frey's Hobelmaschine mit Bohr- und
Fräserwerk.
Mit Abbildungen auf Tafel
26.
Frey's Hobelmaschine mit Bohr- und Fräserwerk.
Die Fertigstellung gröſserer Werkstücke durch auf einander folgende Bearbeitungen auf
einer und derselben Maschine mit einmaligem Aufspannen erhöht zweifellos die
Genauigkeit der Arbeit. Obwohl dieser Vorgang den Grundsätzen der Arbeitstheilung zu
widersprechen scheint, und kostspieligen Maschinen Arbeiten zuweist, die billiger
auf einfacheren Werkzeugmaschinen herzustellen sind, so darf andererseits nicht
übersehen werden, daſs die sonst erwachsenden Unkosten für die wiederholten
Umspannungen gröſserer Werkstheile mit den dadurch bedingten Raumbehinderungen,
Zeitverlusten und Stillständen von Werkzeugsmaschinen nicht mit der Schärfe in die
Berechnung gezogen werden, wie dies thatsächlich der Fall sein müſste.
Unter Umständen dürfte daher dieses Verfahren eine beschleunigte Fertigstellung
groſser Werkstücke ermöglichen und wird mitunter die Auſserbetriebsetzung einzelner
Arbeitsvorrichtungen die Fabrikation weniger belasten, als die zeitweilige
Unthätigkeit des bedienenden Arbeiters.
Auch darf nicht übersehen werden, daſs schwere Werkstücke doch auch in der Hauptsache
schwere, stark ausladende Werkmaschinen erfordern, es daher nicht gleichgültig ist,
ob diese einzelnen selbständigen Werkzeugmaschinen in hinreichender Zahl, oder ob
nur die Arbeitstheile derselben in einer gröſseren Anzahl und in zweckentsprechender
Verbindung in einer Werkstätte betriebsfähig vorhanden sind.
Allerdings werden durch diese verbundenen Maschinen auch höhere Ansprüche an den
Arbeiter gestellt, denn derselbe muſs alsdann im Stande sein, gleich gut hobeln,
bohren und fräsen zu können. Bedenkt man aber ferner, daſs durch die neueren
Schleifmaschinen das Vorrichten der Werkzeuge viel zweckmäſsiger durch besonders
geschulte Arbeiter erfolgt und die eigentliche Führung der Arbeit weniger
Geschicklichkeit voraussetzt als das genaue Aufspannen und Einstellen des
Werkstückes zum Werkzeuge oder umgekehrt, so wird auch ein solches Bedenken
gemildert. Wirthschaftlich vortheilhafter wird es immer sein, eine kleinere Zahl
tüchtiger, wenn auch theurerer Arbeiter an vollkommenen Maschinen, als eine gröſsere Zahl solcher
zu beschäftigen, die an veralteten, wenig leistungsfähigen Arbeitsmaschinen ihre
Zeit vertrödeln. Endzweck jedes Werkes bleibt doch die billige Herstellung eines
gröſsten Maſses von Erzeugnissen in möglichster Vollendung. Werden die entbehrlichen
Arbeitslöhne kapitalisirt, so stehen ganz erhebliche Beträge für Anschaffung
leistungsfähiger Arbeitsmaschinen und Werkzeuge zur Verfügung, welche die Leistung
und Ertragsfähigkeit des Werkes erhöhen und dasselbe in Zeiten lebhafter
Geschäftstätigkeit gegen den Mangel an Arbeitskräften sichern.
Dem steht aber gegenüber, daſs in Zeiten geschäftlichen Stillstandes das
Maschinenkapital brach liegt, während sonst die Arbeiterentlassung wohl Schaden
bringt, sonst aber weniger Kosten verursacht.
Nach diesen Grundsätzen ist M. Frey's Hobelmaschine
entworfen.
Dieselbe ist nach Revue generale des machines-outils,
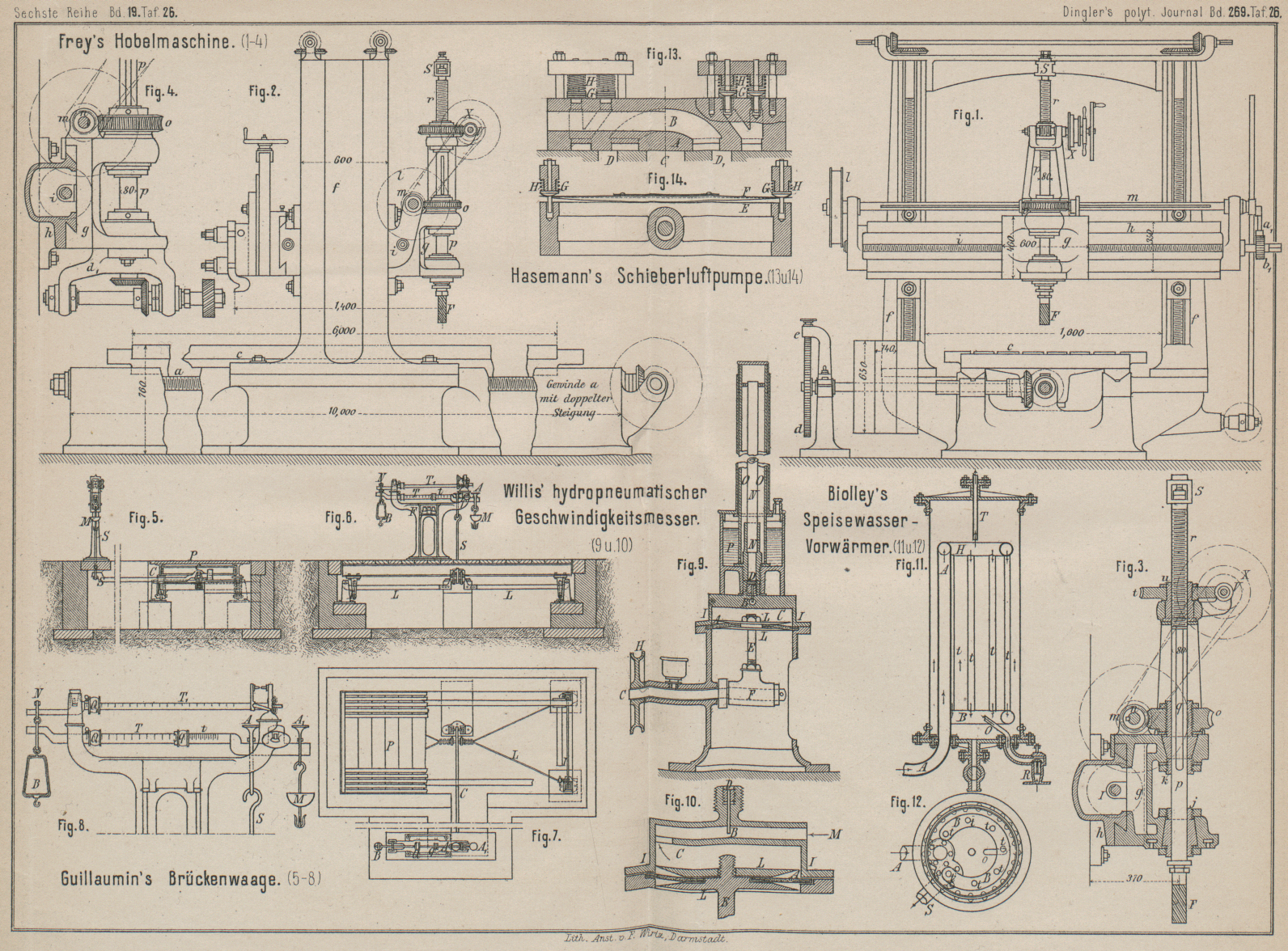
1888 Bd. 2 * S. 1, in der Hauptsache eine Tischhobelmaschine (Fig. 1 und 2 Taf. 26), deren
Tischplatte c vermöge einer Schraubenspindel a sowohl Schnittbewegung für das Hobeln, als auch
Schaltvorschub während des Fräsens von Seiten eines unmittelbar wirkenden Riemens
erhält. Dementsprechend ist an einer Seite des Gestellrahmens f ein Querbalken mit dem Supporte für den Hobelstahl,
an dessen Rückseite aber ein zweiter Querbalken h für
das Fräserwerk angebracht, der Rahmen aber hinreichend erweitert, um das Fräsen der
Seitenflanken des Werkstückes zu ermöglichen. Das Fräserwerk, welches ebenso wohl
als Bohrvorrichtung gebraucht werden kann, besteht aus dem Schlitten g, an welchem die Spindellager angegossen sind, deren
Büchsen j, k, u (Fig. 3) zur Führung, zum
Spindelantrieb und zur Lothrechtverstellung dienen.
Der Betrieb erfolgt von der Riemenscheibe l (Fig. 1)
unmittelbar von der Deckenwelle aus, durch Vermittelung der auf der Keilnuthwelle
m wandernden Schnecke n auf das Rad o (Fig. 3), während die
Steuerung nach Bohrmaschinenart mittels Stufenräder x
von der Welle m auf den Scheckentrieb v, t bezieh. auf die Druckspindel r, s abgeleitet wird. In die mit Keilnuth q versehene Hauptspindel p
kann sowohl ein Lochbohrer als auch ein Kolbenfräser F
eingesetzt werden, sowie durch Vermittelung von Winkelrädern mittels des in Fig. 4 zur
Ansicht gebrachten Zusatztheiles d1 eine auf wagerechter Spindel sitzende
Fräserscheibe bethätigt wird.
Die Schaltung des Hobelwerkzeuges wird nach jedem Hubwechsel des Tisches nach
bekannter Art durch die Schraubenspindel im Querbalken ausgeführt, während die
Querverstellung des Fräserwerkes durch die Spindel i
von der Antriebswelle m und Sperrwerk a1
b1 abgeleitet ist. Die
Längsverschiebung des Aufspanntisches c in langsamer
Gangart ergänzt die Steuerungsbewegung für das Fräsen, wohingegen das Stellrad d mit dem Sperrstifte e
die Lage des Tisches während des Bohrens sichert.
Pr.
Tafeln