| Titel: | Schleifvorrichtungen an Drehbänken. |
| Autor: | Pr. |
| Fundstelle: | Band 272, Jahrgang 1889, S. 18 |
| Download: | XML |
Schleifvorrichtungen an Drehbänken.
Mit Abbildungen auf Tafel
2.
Schleifvorrichtungen an Drehbänken.
Durch Einsetzen an der Oberfläche gehärtete Maschinentheile, wie
Excentergabelstangen, Büchsen, Bolzen u. dgl., werden gewöhnlich mit
Schmirgelpulver, Kupferbolzen und ähnlichen Hilfsmitteln polirt. Solange es sich
bloſs um Glättung der gehärteten Flächen handelt, genügen diese Mittel, sobald aber
in Folge des Glühens und späteren Abschreckens diese eingesetzten Theile ihre
ursprüngliche genaue Form einbüſsen, unrund und krumm werden, kann nur ein
regelrecht durchgeführter Richt- und Schleifprozeſs zum Ziele führen. Allerdings
wird durch ein zu weit getriebenes Schleifen oft stellenweise die glasharte Schicht
gänzlich entfernt, wodurch der Zweck des Einsetzens wieder verloren geht. Doch kann
dies der Ausbildung zweckentsprechender und kräftig wirkender Schleifvorrichtungen
nicht hinderlich sein, wobei schon vorhandene Drehbänke ohne Schwierigkeiten hierzu
eingerichtet werden können. Indem das Werkstück mit den gewöhnlichen Hilfsmitteln in
die Drehbank eingespannt ist, wird die auf dem Supportobertheil befestigte
Schleifscheibenvorrichtung gegen den gehärteten Bolzen bezieh. in die Büchse oder
Gabel geführt.
Um aber ein erfolgreiches und genaues Schleifen zu erzielen, darf die rasch kreisende
Schleifscheibe die Bohrung nur in einer geraden Linie berühren, so daſs zur
Vollendung des Loches das Werkstück eine langsame Drehung erhalten muſs. Wenn aber
die Abmessungen des Werkstückes, wie es bei Excenterstangen der Fall ist, eine
Drehung nicht zulassen, muſs der Schleifspindel jene langsame Kreisung ertheilt
werden, wobei durch einseitige Verstellung der Mittelpunktslage auf die
Lochabmessung Rücksicht genommen ist, so zwar, daſs die Achse der umlaufenden
Schleifspindel gleichsam in einem Kreise herumgeführt wird.
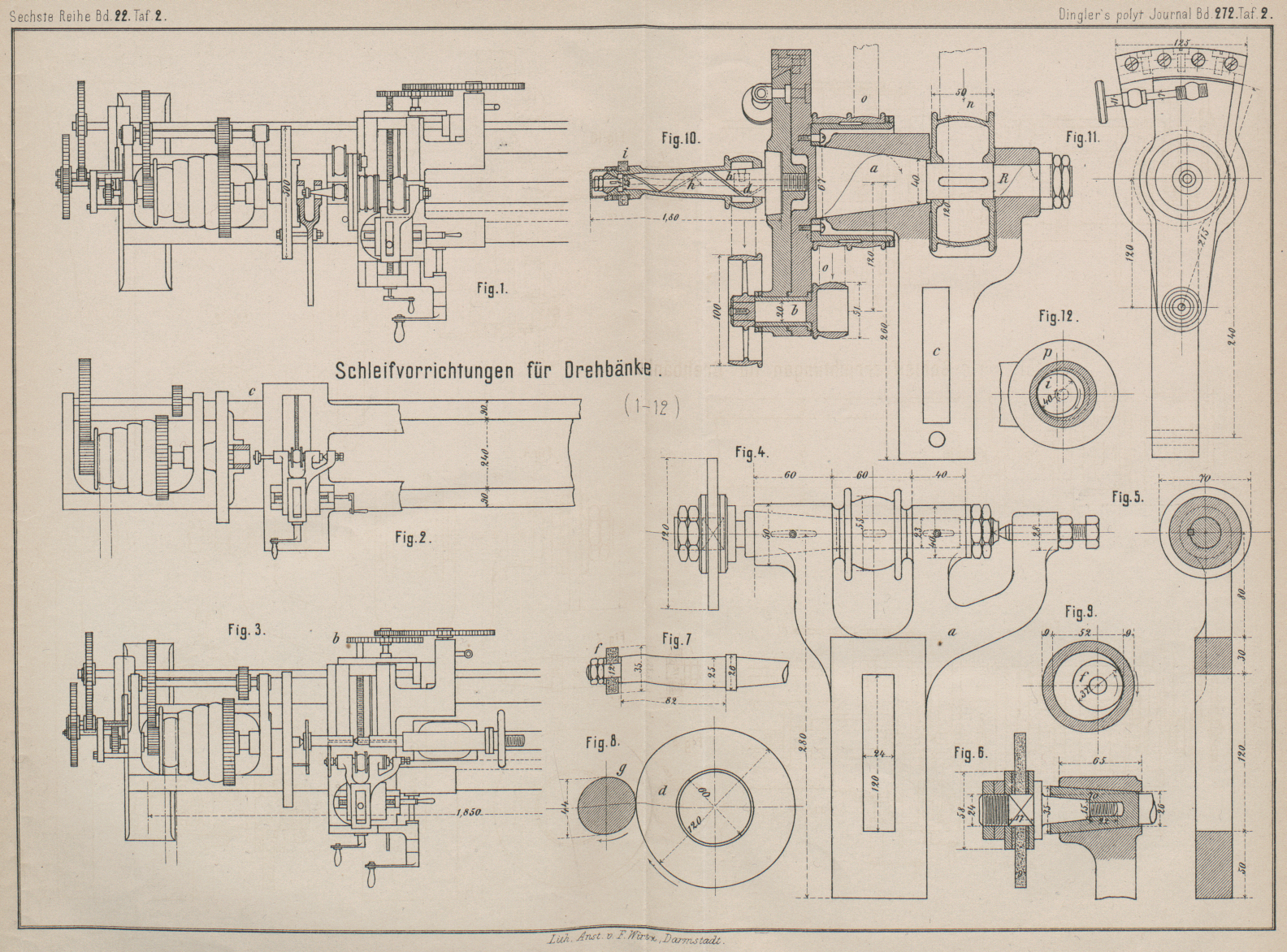
Die Anwendung dieser Einrichtung zeigt Fig. 1, wobei die Augen
einer festgestellten Excentergabel ausgeschliffen werden, während in Fig. 2 eine gehärtete
Büchse mit einer einfacheren Vorrichtung ausgeschliffen und in Fig. 3 ein Bolzen mit
derselben Einrichtung abgeschliffen wird. In den beiden letzten Fällen sind diese
Werkstücke auf der kreisenden Planscheibe der Drehbank eingespannt bezieh. zwischen
Spitzen eingelegt.
Diese von der Staatseisenbahnwerkstätte in Simmering bei Wien benutzten
Schleifvorrichtungen sind nach Revue générale des
machinesoutils (1888 Bd. 2 Nr. 11 S. 81) in den Fig. 4 bis 12 auf Taf. 2
dargestellt. In dem auf
dem Drehbanksupport aufgespannten Gabellager (Fig. 4 und 5) läuft die von einem
selbständigen Deckenvorgelege betriebene Schleifradspindel mit groſser minutlicher
Umlaufszahl (angeblich 5 bis 8000), in welcher die Schleifradzapfen (Fig. 6 und 7) eingesetzt werden. Mit
dem Schleifrade d wird der zwischen den
Drehbank-spitzen eingespannte langsam kreisende Bolzen g (Fig.
8) geschliffen, während die kleinere Scheibe f für das Ausschleifen einer Büchse (Fig. 9) dient.
Mit der in Fig.
10 und 11 dargestellten Einrichtung werden die Bohrungen feststehender
Werkstücke (Fig.
1) geschliffen.
Die in dem Gabellager langsam kreisende Spindel a
besitzt eine Kopfplatte, an welcher nach rückwärts eine leichte Zapfenbüchse
angeschraubt ist, auf welcher frei und selbständig die Doppelscheibe o rasch umläuft, während auf der Spindel selbst die
Riemenscheibe n aufgekeilt ist. Um die Zapfenbüchse b schwingt eine Platte in bogenförmiger Prismaführung,
welche vermöge einer kleinen Stellspindel festgelegt werden kann. In diese Platte
wird der kegelförmige Zapfen d eingeschraubt, auf
welchem die mit einem Riemenlauf versehene Büchse kreist, die das Schleifrad i trägt. Indem nun in der vorerwähnten Zapfenbüchse b eine kurze Riemenscheibenwelle gelagert wird, kann
bei jeder Verstellung der Zapfenplatte der Betrieb des Schleifrades i von der Riemenscheibe o
abgeleitet werden. Dadurch wird aber ermöglicht, daſs man mit einem Schleifrade
innerhalb gegebener Grenzen beliebig groſse Bohrungen ausschleifen kann. Damit nun
tiefe Bohrungen oder weitabstehende Gabelaugen behandelt werden können, ist das
Schleifrad auf einem freiabstehenden langen Zapfen angeordnet. In Fig. 12 ist das rasch
umlaufende Schleifrad i, dessen Mittelpunkt in dem
kleinen Kreise sich bewegt, im Eingriff mit einem Gabelauge p gezeichnet.
Pr.
Tafeln