| Titel: | Neuerungen in der Thonwaarenindustrie. |
| Autor: | W. Koort |
| Fundstelle: | Band 270, Jahrgang 1888, S. 289 |
| Download: | XML |
Neuerungen in der Thonwaarenindustrie.
(Schluſs des Berichtes S. 247 d. Bd.)
Mit Abbildungen auf Tafel
15, 16 und 17.
Neuerungen in der Thonwaarenindustrie.
Da bei den bisherigen Brennöfen mit Sohlenfeuerungen die Heizgase den zu brennenden
Materialien nur von unten her zugeführt werden, so hat dies den Nachtheil, daſs die
in dem Ofen befindlichen Materialien ungleichmäſsig gar brennen, indem den unteren
Schichten zu viel, den oberen zu wenig Wärme zugeführt wird. Um diesem Uebelstande
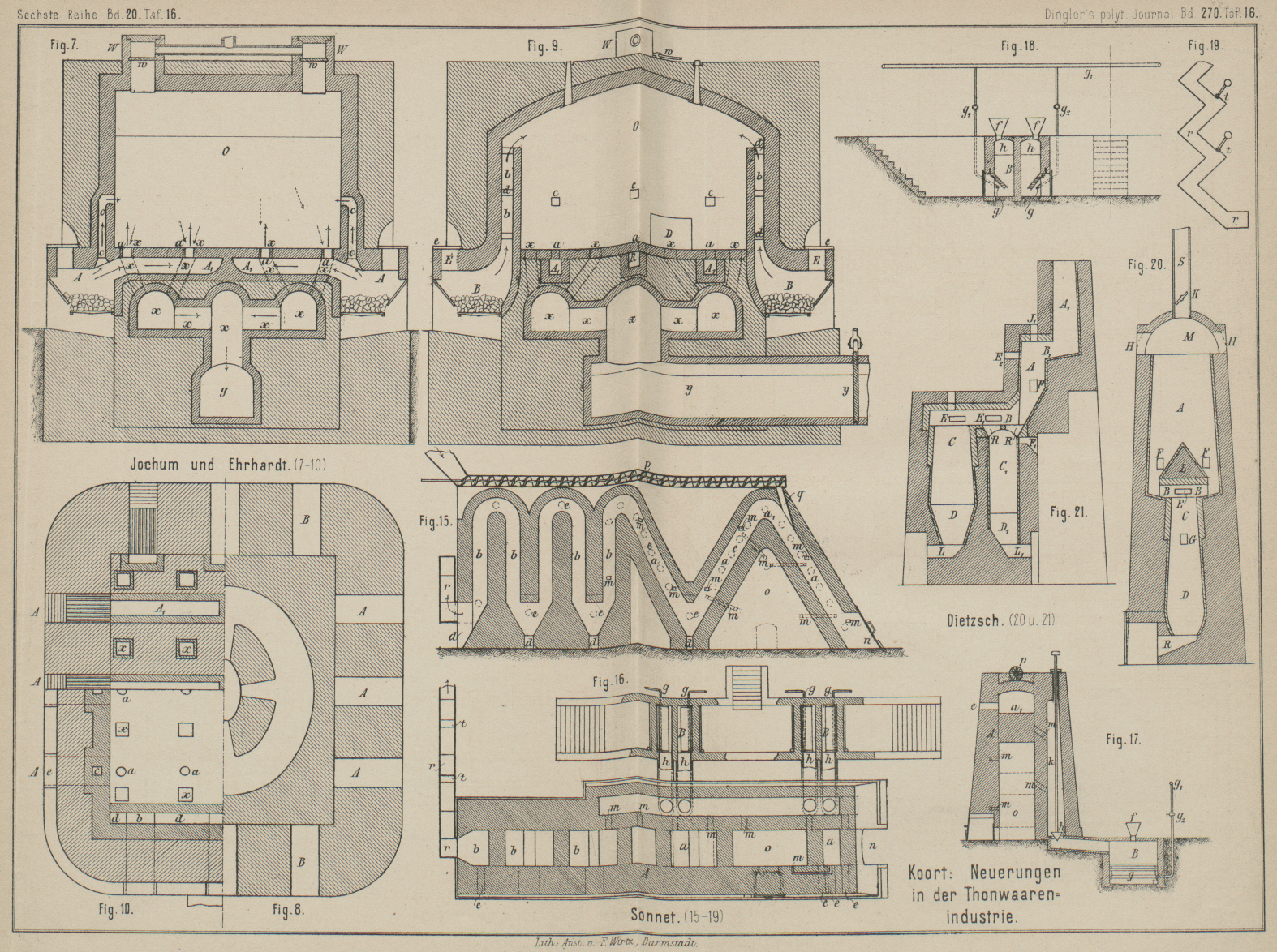
abzuhelfen, haben Dr. Paul Jochum und Theodor Ehrhardt in Ottweiler einen Brennofen (D. R. P. Nr. 39 797 vom 26. September 1886) construirt, bei welchem die Wärme nicht nur von
unten her, sondern mittels überschlagender Feuerungen auch seitlich und von oben her
in den Ofen gelangt. Die Gleichmäſsigkeit der Erwärmung des Ofens wird dadurch
vermehrt, daſs die Abführung der Heizgase in nahezu senkrechter Richtung von oben
nach unten erfolgt, wobei die sämmtlichen Theile des Ofens und auch die Ecken
gleichmäſsig erwärmt werden. Fig. 7 ist ein senkrechter
Schnitt eines derartig construirten Ofens. Die von den Sohlenfeuerungen AA ausgehenden Heizgase kommen zunächst durch die
Kanäle A1A1 unter die Sohle des
Ofens O entlang und gelangen theilweise durch die
seitlich in den Ofen einmündenden Schächte cc (Fig. 7 und 9), theilweise
durch die Oeffnungen aa in das Innere des Ofens, wo sie
mit den zu brennenden Gegenständen in Berührung treten. Fig. 9 ist ein senkrechter
Schnitt, rechtwinkelig zum Schnitte Fig. 7, der die Anordnung
der überschlagenden Feuerung und die Vorrichtungen zum Ableiten der Gase zeigt. Die
von den Feuerungen BB kommenden Gase gelangen durch die
Schächte bb in den Ofen und vereinigen sich hier mit
den durch aa und cc
einströmenden Gasen Unter der Kuppel findet eine Vereinigung der bereits
abgekühlten, von der Sohlenfeuerung kommenden Heizgase und der noch sehr warmen
Heizgase der überschlagenden Feuerung statt, wodurch eine Rauch Verbrennung erhalten
wird. Um die Schächte bb abzusteifen, sind
Zwischenmauerungen dd angebracht. Zum Ableiten der
Heizgase aus dem Ofen dienen die Abzugskanäle xx.
Dieselben führen von dem Boden des Ofens nach einem runden oder ovalen, innerhalb
der Feuerungen liegenden neutralen Ringkanale, aus welchem die Gase mittels
Exhaustors durch den Rauchkanal y (Fig. 9) nach dem Kamine
geschafft en. Zweck des neutralen Ringkanales ist, die Verbrennungsgase möglichst
gleichmäſsig von oben nach unten anzusaugen und die Wärme nicht radial nach einem
Punkte hin, sondern nach allen Theilen des Ofen zu führen. Die Verbindung mit dem
Kamine geschieht durch Oeffnen des Chamotteschiebers y.
Fig. 8 ist ein
Wagerechtschnitt nach L-M (Fig. 7) und zeigt die
Anordnung und Lage der Feuerungen AA und BB, von denen sich immer je drei gleichartige
Feuerungen gegenüberliegen. Die Zahl kann verändert werden je nach Gröſse und
Dimension des gewünschten Ofens und auch noch je nach dem Grundrisse des Ofens.
Fig. 10 ist
ein wagerechter Schnitt und veranschaulicht die Lage der Roste, der Feuerungskanäle
A1A1, der Abzugskanäle
xx, der Eintrittskanäle aa und cc.
Die Oeffnung D dient zur Beschickung des Ofens. Zum
Einführen des Brennmateriales sind Oeffnungen E
angebracht, die durch Klappen e geschlossen werden.
Die in einem gargebrannten Ofen bleibende überschüssige Wärme kann man behufs
weiterer Ausnutzung durch die Chamottekanäle WW
ableiten. Letztere befinden sich auf dem Gewölbe des Ofens und können durch
Chamotteschieber ww geöffnet oder geschlossen
werden.
Die Ueberführung der Wärme geschieht durch Schlieſsen des Schiebers y und Oeffnen der Schieber ww, wodurch die im Ofen befindlichen Gase statt durch den Kamin durch die
Kanäle WW und durch einen zweiten Ofen nach dem Kamine
abziehen müssen. Die Röhren WW können mit einem neu
anzubrennenden Ofen verbunden sein oder auch mit anderen Räumen in Verbindung
stehen, um als Anwärmer, Vorwärmer u.s.w. zu dienen. Bis zur Rothglut der zu
brennenden Waaren kann man die Gase aus einem Ofen zur Vorwärmung des anzubrennenden
Ofens benutzen. Dies dürfte anderen Oefen gegenüber den Vortheil haben, daſs nach
dem Rothbrennen die Flugasche der direkten Feuerung und ein rother bezieh. weiſser
Anflug bei den Waaren vermieden wird.
Die Sohlenfeuerung, sowie die überschlagenden Feuer sollen nie gleichzeitig, sondern
stets abwechselnd bedient werden, damit die Verbrennung der Heizgase und des Rauches
eine möglichst vollständige ist. Beim Einsetzen des Ofens werden die Sohlenfeuer
durch kleine Schächte beliebig in die Höhe geführt, doch nicht über ⅓ der
Ofenhöhe.
Soll Gasfeuerung angewendet werden, so besteht das Wesentliche in der Zuführung der
Verbrennungsgase durch die Kanäle a, b und c nach allen Seiten und die Absaugung der Gase nach dem
neutralen Kanäle, welcher mit der Ofensohle mehrfach verbunden ist. In Fig. 9 sind
noch zwei Schaukanäle zu sehen. Dieselben können auch dazu dienen, die Gase aus dem
Ofen zum Trocknen der Formstücke abzuleiten.
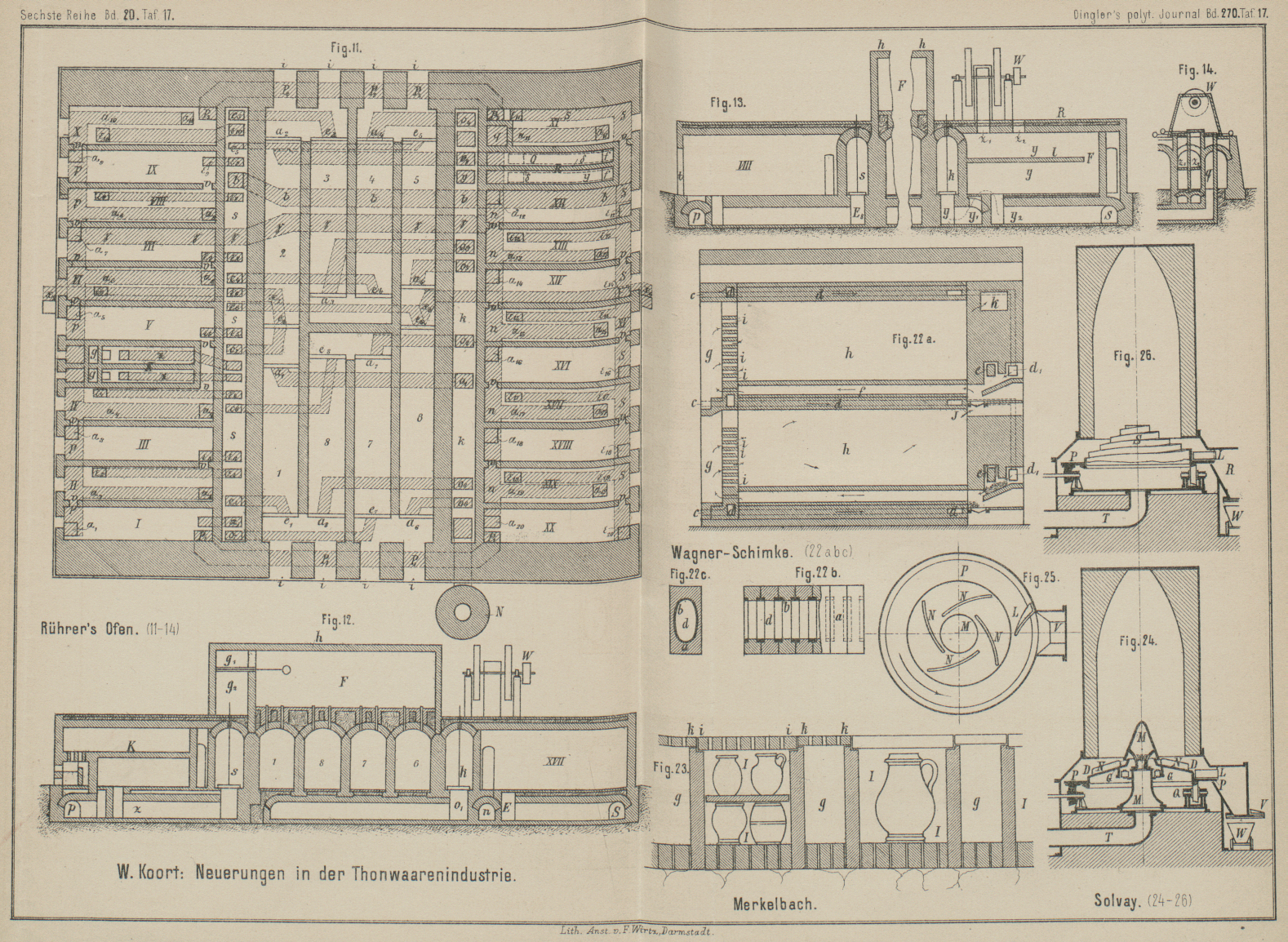
Jacob Bührer in Constanz hat einen Ziegelofen mit Trocknerei (D. R. P. Nr. 39 494 vom 8. Mai 1886) vorgeschlagen, welcher folgende
Einrichtung zeigt:
Die Verbindung des stetigen Brennofens 1, 2, 3.... (Fig. 11 bis
14 Taf.
17) mit dem aus Abtheilungen I, II, III.....bestehenden
stetigen Trockenofen ist in der Weise ausgeführt, daſs der Brennofen von dem
Trockenofen an zwei Seiten so umschlossen wird, daſs die Einkarröffnungen
ii (Fig. 11) für den ersteren
an zwei gegenüber liegenden Seiten sich befinden. Der stetige Betrieb des
Trockenofens wird dadurch erzielt, daſs der Trockenofen mit dem Naſsluftkanale p und n und Ventilator W versehen ist, und daſs die Kanäle mit den zwischen
Trockenofen und Brennofen liegenden Kanälen (Heiſsluftkanal s bezieh. Rauchkanal k) allmählich unter
Zwischenschaltung von einer oder mehreren Trockenkammern in Verbindung gebracht
werden können, unter gleichzeitiger Anwendung eines Sammelkanales S mit den beiden Seitenkanälen P1, P2, welche die auf beiden Seiten des Brennofens
liegenden Trockenkammern verbinden. Durch Verbindung der Trockenkammern mit dem
Rauch- und Heiſsluftkanale einerseits und dem Naſsluftkanale andererseits kann unter
Mitbenutzung des Sammelkanales S ein stetiger
Kreistrockenprozeſs durch Ventilatoransaugung erzielt werden. Dabei wird ein
Regenerator R, bestehend aus Kammern OY, angewendet, dessen Hälften abwechselnd in Betrieb
sind und einmal mit dem Rauchkanale k behufs Erhitzung
der Verbrennungsluft, indem die Verbrennungsproducte durch den Ventilator abgesaugt
werden, sodann mit dem Sammelkanale S unter Ansaugung
von kalter, sich erwärmender Luft in Verbindung gebracht werden können. Ferner ist
ein Hilfsofen K (Fig. 12) angeordnet, der
in den Heiſsluftkanal s einmündet, um beim Beginne des
Betriebes mittels Ansaugung der Wärme durch den Ventilator in den Heiſsluftkanal s Wärme abgeben und durch dieselbe trocknen zu können.
Bei beginn des Betriebes wird zuerst in dem Hilfsofen K
das Feuer in Gang gebracht, und die heiſsen Gase werden durch Kanal zz in den Kanal s
gebracht, um mittels dieser heiſsen Gase das Trocknen zu beginnen.
Angenommen, der Ofen sei in den Kammern 2, 3 und 4 in Brand, so ist der Betrieb wie folgt:
Die für den Brennofen nöthige kalte Verbrennungsluft wird durch den Kanal x2 (Fig. 11) dem Schlitze e2 der Kammer 2 zugeführt. Die entwickelten Brenngase durchstreichen
die Kammern 2, 3 und 4 und
treten durch Schlitz a4
als Rauchgase in den Rauchkanal k (Fig. 13), aus welchem sie
durch den Regenerator, z.B. Y, mittels der Oeffnungen
y und Kanal y1 und Oeffnungen z1 (Fig. 13), auf welche der
Ventilator wirkt, abgesaugt werden. Ist der Regenerator Y stark erhitzt, so wird y geschlossen,
ebenso z1, und es wird
die in dem einen Regenerator aufgespeicherte Wärme, während inzwischen der andere in
gleicher Weise erwärmt wird, derartig zum Vortrocknen der Ziegelwaaren benutzt, daſs
man einen umgekehrten Saugstrom erzeugt, indem kalte Luft durch den Kanal z2 (Fig. 13) in den
Regenerator y einströmt, sich in demselben erwärmt und
durch Kanal y2 nach dem
Sammelkanale S abgeführt wird. Von hier aus wird sie
durch den Kanal ε12 in
die mit ganz nassen Ziegeln angefüllte Trockenabtheilung XII geführt, durchstreicht dieselbe, tritt durch v in die Kammer XIII, die mit halbnassen Ziegeln angefüllt ist,
durchzieht auch diese und gelangt in die Abtheilung XIV', die schon mit ziemlich trockenen Ziegeln gefüllt ist, um von dort
durch Oeffnung α14
(bemerke, daſs die übrigen α, ε und c, wenn auch in der Besehreibung nicht erwähnt, in der
Zeichnung der Deutlichkeit halber angegeben sind) in den Naſsluftkanal n zu gelangen und durch den Schacht q (Fig. 14) schlieſslich vom
Ventilator abgesaugt zu werden.
Stets sind drei Abtheilungen in Betrieb, die vierte Abtheilung ist ausgeschaltet, und
es werden bei dem augenblicklichen Stande in Betrieb sein die Kammern XII, XIII, XIV und die Kammern XVI, XVII, XVIII, ferner die Kammern XX, I,
II; aus Heiſsluftkanal s wird die warme Luft
bezogen.
Durch den Heizkanal s werden gleichzeitig die
Trockenabtheilungen IV, V, VI und VIII, IX, X getrocknet. Diese Trocknung geschieht in
folgender Weise:
Aus einer der im Abkühlen oder im Brande befindlichen Brennkammern wird durch den
Schlitz e2 heiſse Luft
entnommen und mittels der Oeffnung c2 in den Heiſsluftkanal s geführt. Von dort gelangt die heiſse Luft durch die Oeffnung s4 in die
Trockenabtheilung IV, durchstreicht dieselbe, gelangt
durch v in die nächste Abtheilung V, durchstreicht auch diese und gelangt durch die
Oeffnung v in die Kammer VI, um die letztere bei α6 zu verlassen. Die Luft gelangt in den
Naſsluftsammelkanal p, durch Kanal yy in den gegenüber liegenden Naſsluftsammelkanal n und wird von dort durch Schacht q mit Ventilator abgezogen.
Wenn die Kammer IV getrocknet ist, so wird dieselbe
ausgeschaltet, dagegen werden die Kammern V, VI und VII eingeschaltet, welche bis jetzt behufs Entleerung
und Neufüllung auſser Betrieb waren.
Dieser vorstehend beschriebene stetige Brenn- und Trockenofen bezweckt also die
stetige Vortrocknung der Ziegelwaaren durch die Rauch- bezieh. Heizgase des
Brennofens und eine mit dem Brennprozesse in den verschiedenen Ofenkammern
fortschreitende Trocknung der Waaren in den verschiedenen Trockenkammern des
Trockenofens.
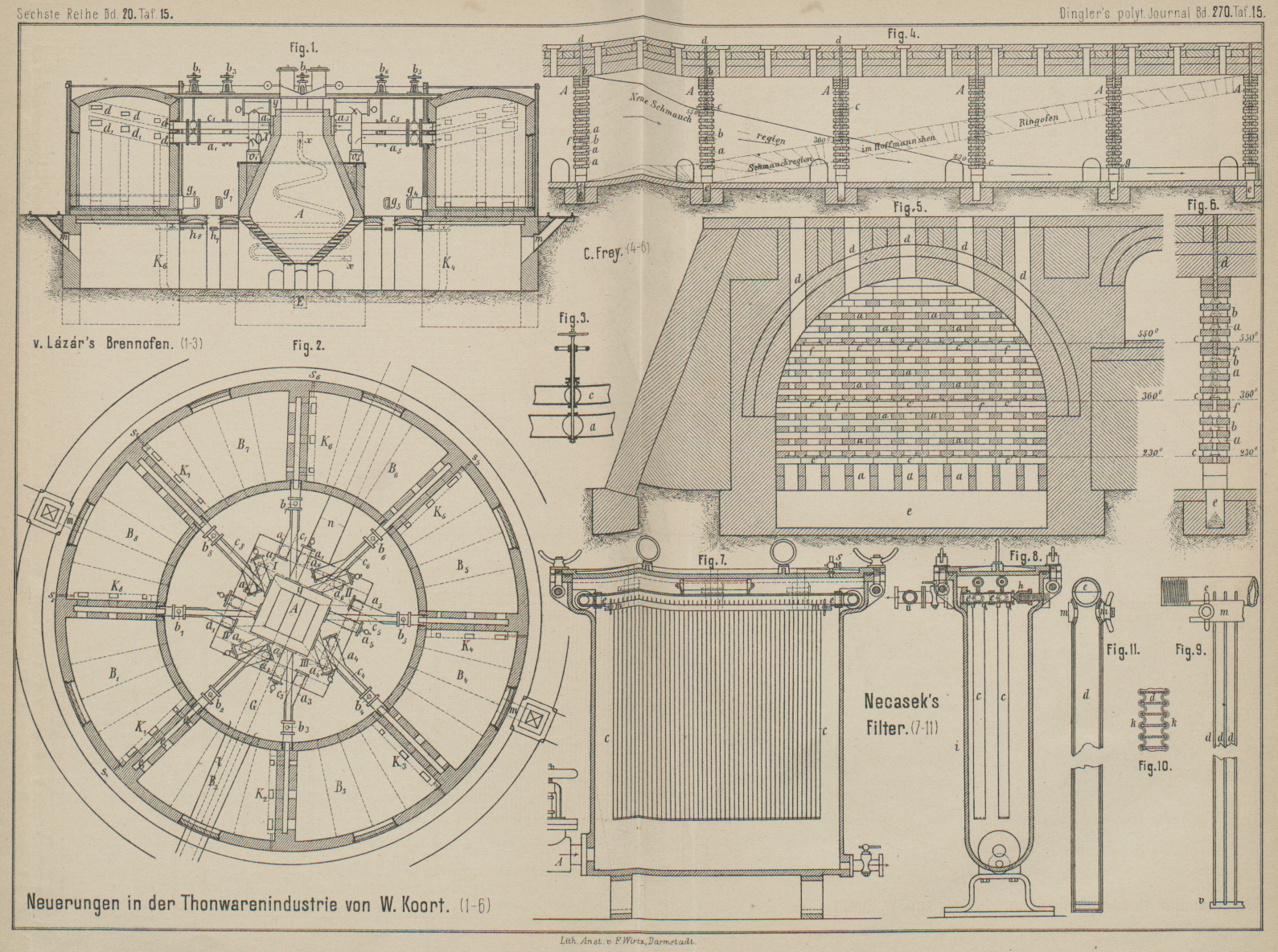
Zur Herstellung von Portlandcement in ununterbrochenem Betriebe führt Wilhelm Sonnet in Beckum (Westfalen) nach dem D. R. P.
Nr. 39803 vom 21. December 1886 die gut gemischte und fein gemahlene Rohmasse direkt
in Mehlform in einen schlangenförmigen Kanalofen und brennt sie in demselben. Der
hierzu erforderliche Apparat, in Fig. 15 im senkrechten
Längsschnitte, in Fig. 16 im Grundrisse und in Fig. 17 Taf. 16 im
Querschnitte dargestellt, ist ein sogen. Kanalofen A
mit auſserhalb desselben liegenden Gaserzeugern B (Fig. 18),
welche zur Erzeugung von Misch- oder Wassergas dienen, mit welchem der Ofen geheizt
werden soll. Der vordere Theil a des Ofenkanales hat
eine zickzackförmige Gestalt, während er im hinteren Theile eine Reihe senkrecht neben einander
befindlicher und mit einander verbundener Schächte b
bildet. Die dem Boden am nächsten liegenden unteren Theile dd des banales ab sind mit seitlichen
verschlieſsbaren Oeffnungen zum Herausgehen des an diesen Stellen sich ansammelnden
gebrannten Cementes versehen. Auf der ganzen Länge des Kanales ab sind Bedienungslöcher ee vorgesehen, um den Brennprozeſs beobachten und etwa auf der Ofensohle
liegen gebliebenen Cement ablösen zu können.
Die Doppelgaserzeuger BB (Fig. 18) werden stets
abwechselnd in Betrieb gesetzt, so daſs, während der eine Gaserzeuger in Thätigkeit
ist, der andere durch Fülltrichter f mit frischem
Brennmateriale beschickt wird. Quer über den Rosten der Feuerungen sind Röhren g angeordnet, welche mit einer Anzahl kleiner Löcher
versehen sind und von einer gemeinschaftlichen Rohrleitung g1 mit überhitztem Wasserdampfe gespeist
werden. Der Zutritt des Dampfes kann durch Hähne g2 abgesperrt werden. Das durch Berührung des Dampfes
mit der Brennmaterialschicht entstehende Misch- oder Wassergas zieht durch die durch
Ventile h1
verschlieſsbaren Kanäle h in den Gassammler k, von wo es durch eine Anzahl kleinerer, schräg
angeordneter Kanäle m dem Brennkanale a zugeführt wird.
Die Kanäle m sind geneigt angeordnet, so daſs der an
ihrer Mündung sich durch die Verbrennung bildende Theer in den Gassammler k zurückflieſst. Durch die Kanäle h gelangt der Theer aus k
in die Feuerung zurück.
Die aus dem am tiefsten befindlichen Kanäle m
austretende Flamme dient zur starken Anwärmung der in den Brennkanal ab durch die Oeffnung n
eintretenden Luft, welche zur vollständigen Verbrennung des Gases nöthig ist. Auch
wird aus dem Raume o unterhalb des ersten Kniees des
beliebig langen Brennkanales ab für jede weitere flamme
erwärmte Luft zugeführt, so daſs mit Leichtigkeit eine Temperatur von 3000° im
Brennkanale auf beliebige Länge erreicht wird.
Die Einführung des zu brennenden Materiales geschieht durch eine über die ganze Länge
des Kanalofens A sich erstreckende Transportschnecke
p, in welcher die zu brennende Masse durch die vom
Ofen ausgestrahlte Wärme während des Transportes auf 100 bis 1500 vorgewärmt wird.
Die Masse fällt schlieſslich durch den Einlaufschacht q
in den Brennkanal, wo dieselbe durch die von unten her mit groſser Kraft nach oben
strömende heiſse Luft und Feuergase gleichmäſsig vertheilt wird, so daſs sich der
Brennprozeſs gleichmäſsig vollzieht. Die feineren Theile der durch q einfallenden Cementmasse werden durch en in dem
Brennkanale herrschenden Zug über das Knie a1 hinweg in den Brennkanal hineingezogen; die
einzelnen Partikelchen der zu rennenden Masse begegnen sich wiederholt im Kanäle,
haften in Folge er hohen Temperatur bald an einander an und fallen, sobald sie
schwer genug sind, auf die Sohle des Brennkanales, wo sie dann vollständig in sich versintern. Der
fertig gebrannte Portlandcement sammelt sieb an den tiefsten Stellen dd des Kanales ab und wird
dort von Zeit zu Zeit herausgezogen. Die schwereren Theile der durch q einfallenden Cementmasse fallen in dem ersten
Schenkel des Brennkanales als ungares Material herab und sammeln sich bei n an. Sie werden ebenfalls von Zeit zu Zeit entfernt,
wieder gemahlen, gesiebt und wieder in die Transportschnecke p gegeben, um von Neuem dem Brennkanale zugeführt zu werden.
Behufs Erzeugung des nöthigen Zuges ist das Ende des Brennkanales ab durch eine schlangen- oder zickzackförmige
Rohrleitung r (Fig. 19) mit einem
groſsen Exhaustor verbunden. Die Länge dieser Rohrleitung r muſs mindestens 100m betragen, um den
abgehenden Gasen Gelegenheit zu geben, sich vollständig abzukühlen, ehe sie den
Exhaustor erreichen, so daſs letzterer sich bei dauerndem Betriebe nicht zu heiſs
laufen kann. Auch werden mit dem Abzüge der abgehenden Gase ungefähr 40 bis 50 Proc.
des gebrannten Cementmateriales mit durch diese Rohrleitung gezogen. Dieses
Cementmaterial setzt sich zum Theile in den unteren Knieen der Rohrleitung an und
wird dort durch Oeffnen von Klappen t herausgezogen,
zum Theile aber geht es auch durch den Exhaustor hindurch und wird von diesem in
eine Staubkammer geworfen, in welcher es ablagert und nach dem Abkühlen als fertiger
Cement abgefaſst wird.
In dem vorstehend beschriebenen Apparate geschieht also das Brennen stetig und hat
das durch die Construction desselben bedingte Verfahren einerseits den Vortheil,
daſs das Einsumpfen, das Ziegeln, das Trocknen, das Ausziehen der Cementmasse aus
dem immer noch heiſsen Ofen fortfällt, da der gröſste Theil der gebrannten Masse
sich selbsthätig entleert, andererseits dürfte die Cementmasse frei von
Brennmaterialrückständen und ungarem Cementmateriale bleiben, und die Arbeiter
weniger dem Staube und der Hitze ausgesetzt sein, als bei älteren Verfahren.
Der durch das D. R. P. Nr. 23 919 vom 23. Januar 1885 und Zusatzpatente geschützte
Ofen mit Vorwärmer zum Vorglühen der Masse vor Zugabe von Brennmaterial zum Brennen
von Kalk und anderen Stoffen ist in folgender Weise von Carl
Dietzsch, in Firma C. B. Böcking und Dietzsch
in Saarbrücken, vereinfacht worden. (D. R. P. Nr. 38384 vom 16. Februar 1886, Scientifc American, 1887 Supplement Nr. 636 S.
10161.)
Der Vorwärmer A (Fig. 20) ist direkt auf
den Brennraum CD aufgebaut und bildet somit die
Verlängerung des letzteren. Der Brennraum wird überdeckt durch den Gewölbebogen L, an dessen beide Seiten durch die Verbindungskanäle
BB der Brennstoff nach C hinabfällt. Das Brennmaterial wird durch die Thüren E in den Brennraum C
schichtenweise zwischen das in den Kanälen B und dem
Vorwärmer A vorgeglühte Material aufgegeben. Zugleich
gelangt man durch die Thüren mit Stangen und Schaufeln in den Ofen, um das vorgeglühte Material von der
Sohle der Kanäle BB in den Brennraum zu befördern. Von
Zeit zu Zeit wird an der Ausziehöffnung R gebranntes
Material abgezogen und dann der Brennraum wieder schichten weise mit Kohle und
vorgeglühtem Materiale nachgefüllt. Die Oeffnungen G
und F dienen dazu, das sich im Ofen aufhängende
Material abzustoſsen und in Bewegung zu bringen. Zum besseren Reguliren des Zuges
ist der Vorwärmer A durch eine Kuppel M überwölbt, welche mit einem Kamine S versehen ist, welch letzterer eine Drosselklappe K zum Regeln des Zuges besitzt. Eine andere Abänderung
des genannten Grundpatentes ist durch das Zusatzpatent Nr. 40423 vom 4. Januar 1887
bekannt geworden. Der Vorwärmer ist durch den Kanal B1 gebrochen und in zwei Abtheilungen A und A1 getheilt (Fig. 21). Ferner ist der
Unterbau des Ofens in zwei Schächte CD und C1D1 getrennt, von welken
der letztere zur Aufnahme feinkörniger Producte bestimmt ist, welche durch den
feuerfesten Rost R hindurchfallen.
Der Betrieb dieses Ofens ist folgender:
A und A1 wird mit groben Steinstücken gefüllt. CD wird schichtweise mit groben Steinen und
Brennmaterial gefüllt und das Feuer an L angezündet.
Die Oeffnung L1 wird
luftdicht verschlossen, indem man den Schacht C1D1 theilweise mit feinkörnigem oder mehligem
Materiale füllt. Ist das Feuer bis zur Spitze von C
durchgebrannt, so hat sich der Inhalt des Schachtes CD
so weit gesenkt, daſs oben vorgeglühtes Material aus A
und Kohle durch E nachgefüllt werden kann. Ist der
Vorwärmer A so hoch erhitzt, daſs das Material darin
rothglühend ist, so wird durch E2 oder J1 das zu glühende feinkörnige Material in A Angeschüttet, wo es sich mit dem groben Materiale
mischt und beim Abziehen mit demselben niedersinkt. Beim Uebergange des Materiales
über den feuerfesten Rost R wird das Material mittels
eiserner Krücken von den Thüren E und E1 aus hin und her
bewegt, so daſs das feine Gut in den Schacht C1D1 fällt, worauf die groben Stücke nach dem
Brennraume C gezogen werden, wo sie schichtweise in
Berührung mit Sohlen gar brennen.
Der Schacht C1D1 ist nur dazu
bestimmt, das im Raume A geglühte feinkörnige Material
aufzunehmen, welches von Zeit zu Zeit durch L1 abgezogen wird. Während des Brandes bleibt die
Oeffnung L1 luftdicht
verschlossen, damit der Zug in CD nicht gestört
wird.
Der Betrieb des Ofens wird in der Weise stetig fortgesetzt, daſs von Zeit zu Zeit bei
L gebranntes grobes Material und bei L1 feinkörniges
Material abgezogen, darauf der Brennraum C wieder mit
Kohlen und grobem Gute aus A nachbesetzt und der
Vorwärmer A1 mit grobem
Materiale von oben gefüllt wird. Zugleich wird stetig durch E2 oder J1 so viel feinkörniges Material eingeschüttet, als
noch genügend Zug zur Verbrennung vorhanden ist.
Die Oeffnung F dient zur Beobachtung des Raumes A und zur Auflockerung des Materiales im Falle der Zug
mangelt, die Oeffnung F1 zum Reinigen des Rostes R.
Um bei einem Flammofen für keramische Zwecke u.s.w. eine sichere Abdichtung der Fugen
zwischen den einzelnen Formziegeln zu erzielen, werden die Heiſsluftkanäle d (Fig. 22 Taf. 17 a, b, c) aus
solchen Ziegeln a hergestellt, bei denen die Abdichtung
durch besondere Rohrstücke b bewirkt wird (D. R. P. Nr.
40550 vom 11. December 1886, W. J. Wagner in Berlin und
August Schimke und Sohn in Frankfurt an der
Oder).
Die für die Rauchverbrennung erforderliche Luft tritt in diese Kanäle d durch die wagerechten Zuführungskanäle c ein und wird bei d1 schon stark erhitzt in den Feuerraum geleitet, den
sie in der Pfeilrichtung durchströmt. Sie wird hierbei durch den Kanal e geführt und daher noch weiter erhitzt, so daſs sie
beim Verlassen dieses Kanales in hoch erhitztem Zustande mit den Feuergasen sich
vermengt und eine fast vollständige Verbrennung der in denselben noch enthaltenen
Rauchtheile bewirkt. Die rauchfreien Feuergase gehen nun in geschlossenem Strome
durch den Kanal f unter der Ofensohle her nach dem
hinteren Theile des Ofens, den sie auf diese Weise stark vorwärmen und in dessen
hinter dem Schädel liegenden Theil g sie münden. Der
Innenraum h des Ofens ist von diesem Theile g durch den vielfach durchbrochenen Ständer i getrennt, durch welchen die jetzt in der Richtung
nach vorn umbiegenden Feuergase in entsprechend vielfach zertheilten Einzelströmen
hindurchgepreſst werden und dessen Durchbrechungen i1 eine bedeutende Berührungsoberfläche für die
Feuergase bieten, welche in Folge ihrer innigen Berührung mit den glühend werdenden
Wandungen dieser Durchbrechungen noch von allen etwaigen übrig gebliebenen
Rauchspuren gereinigt werden und dann in rauchfreiem Zustande in das Ofeninnere
eintreten, in welchem die zu brennenden keramischen Waaren uneingekapselt angeordnet
sind. Auf diese wirken nun die einzelnen Gasströme mit bereits genügend gemilderter
Heizkraft zunächst am hinteren Ofenende ein, um ein Verbrennen der hier
aufgestellten Waaren auszuschlieſsen, und strömen dann nach Abgabe weiterer
Wärmeeinheiten nach vorn, wo, wie schon oben ausgeführt, in Folge der stärkeren
Vorwärmung bereits ohnehin eine entsprechend höhere Temperatur herrscht, um auch
hier nun die gleiche Temperatur wie im hinteren Ofen hervorzurufen. Am vorderen
oberen Ende des Ofens treten die Gase bei j aus und
gelangen in die Feuerung des oberen Ofens, um hier zuvörderst bei der Verbrennung
des Rauches der oberen Feuerung mitzuwirken (falls eine solche in gewissen Fällen
erforderlich sein sollte), und wirken dann auch hier genau wieder so wie beim
unteren Ofen, dessen Einrichtung von der des oberen sich sonst in keiner Weise
unterscheidet. Die ausgenutzten Gase verlassen schlieſslich den Ofen, indem sie in den Kanal
k treten, aus dem sie immer wieder in die Feuerung
zurückgeführt und zur Verbrennung des Rauches der Feuergase nutzbar gemacht werden
können.
Die dem Max Merkelbach in Ganzhausen unter Nr. 39037 vom
16. Juli 1886 patentirte Sohlenanlage bei Steinzeugöfen bezweckt, das steinerne
Baumaterial bedeutend herabzumindern.
Die Sohlenanlage des Ofens besteht aus senkrecht eingemauerten Hatten m (Fig. 23), welche so
angeordnet sind, daſs sie abwechselnd die Feuerkanäle g
und die Räume J zum Einsetzen von Steinzeug zwischen
sich lassen. Auf diese stehenden Platten m nun werden
die durchlöcherten Platten i und Kehlsteine k aufgelegt, um eine Unterlage für das weiter
einzusetzende Steinzeug zu bilden.
Es ist bekannt, daſs die bei dem sogen. Vorschmauchen sich entwickelnden feuchten
Gase den Schornstein so bedeutend abkühlen, daſs ohne vorherige Anwärmung desselben,
der Vorschmauchprozeſs sehr lange Zeit in Anspruch nimmt, und daſs ein vollkommenes
Vorschmauchen mit der aus dem ausgebrannten Ofen ausströmenden heiſsen Luft bei den
bekannten Kasseler-Ziegelöfen, bei welchen die kalte Luft durch die in dem
Gewölbescheitel befindlichen Schmauch- oder Schaulöcher eindringt, sehr erschwert
wird. Diesem Uebelstände will Louis Derbsch in Gera
durch die Anordnung eines mittels Schieber regulirbaren Schornsteinanwärmekanales
und eines gleichfalls regulirbaren Schmauchkanales abhelfen. Der
Schornsteinanwärmekanal (D. R. P. Nr. 41272 vom 27. November 1886) entnimmt die zur
Anwärmung erforderliche heiſse Luft direkt dem jedesmal ausgebrannten Ofen und hebt
dadurch das Abkühlen des Schornsteines, welches durch den Vorschmauchprozeſs im
anderen Ofen veranlaſst wurde, auf, so daſs keine feuchten, sondern nur trockene
Gase dem Schornsteine entströmen. Hierdurch dürfte ein vollkommenes Vorschmauchen
mit der aus dem ausgebrannten Ofen ausströmenden heiſsen Luft und gleichzeitig eine
Abkürzung des Vorschmauchprozesses erreicht werden.
Der Vorschmauchkanal liegt nicht in der Herdsohle, sondern in der Mitte der Stirnwand
des Ofens, gegenüber der Einkarrthür. Mittels Schieber kann derselbe mit der
Schornsteinanwärmung verbunden werden.
Sobald der eine Ofen gar gebrannt ist. wird die Einkarrthür geöffnet und die
einströmende kalte Luft drückt dann die heiſse Luft durch den Vorschmauchkanal in
den anderen Ofen, um hier vorzuschmauchen. Da der Vorschmauchkanal in der Stirnwand
des Ofens, der Einkarrthür gegenüber, angeordnet ist, so muſs die heiſse Luft die
ganze, frisch eingesetzte Waare durchströmen. Durch diese Einrichtung dürfte ein
besonderes Vorschmauchfeuer überflüssig und somit eine erhebliche Ersparniſs an
Brennmaterial erzielt werden.
Das Ausfahren der in dem ausgebrannten Ofen in der Nähe der Einkarrthür befindlichen
Waare beginnt bereits, während der Vorschmauchprozeſs im zweiten Ofen noch im
Anfangsstadium begriffen ist, und zwar ohne Unterbrechung, weil das Abkühlen der
Waare gleichmäſsig fortschreitet. Es liegt auf der Hand, daſs auf diese Weise an
Zeit gespart wird, da bei den alten Oefen in der Regel das Oeffnen der Einkarrthür
nicht stattfindet, so lange das Vorschmauchen dauert.
A. Schramke in Cottbus hat unter Nr. 41947 ein vom 2.
Juni 1887 gültiges Patent erhalten auf einen mit seinem Befestigungsmechanismus
verschiebbaren Schornstein, welcher mit einem Ziegel-Ringofen in Verbindung gebracht
ist, wodurch er bei möglichst wenig Brennmaterial einen vorzüglichen Brand erzielen
will.
Die Solvay'sche Einrichtung von Kalköfen (D. R. P. Nr.
43 901 vom 18. September 1887), bei welcher eine mechanische Ausziehvorrichtung für
den garen Kalk angebracht ist, wird durch die Fig. 24 bis 26
veranschaulicht.
In den unten mit senkrechten Wänden versehenen und vollständig geschlossenen Ofenraum
wird durch Rohr T die zur Verbrennung nöthige Luft
eingepreſst. Durch den Schieber F, welchen man nur
öffnet, um den kleinen Wagen W zu beladen, wird der
Abschluſs vervollständigt.
Der Mechanismus zum Ausziehen des Kalkes setzt sich aus einem centralen Theile M und einem ringförmigen Theile zusammen.
Der centrale Theil besitzt conische Form und ruht auf dem Boden. Er ist in der Achse
des Ofens gelegen und hat die Bestimmung, das Niedersinken zu verlangsamen, indem er
den Kalk nöthigt, sich nach dem Umfange hin zu vertheilen, um auszutreten. Wie man
aus der Zeichnung ersieht, ist das Luftzuführungsrohr im dicken Theile dieses
conischen Stückes angebracht. Eine auf Rollen G
montirte Plattform oder ringförmige Scheibe D ist
unterhalb des Conus angeordnet, und ruht die Ofenbeschickung auf derselben. Sie ist
mit quer vom Umfange nach dem Centrum hin gerichteten senkrechten Rippen N versehen. Dieser Plattform wird auf mechanischem Wege
Drehbewegung mitgetheilt, was zur Folge hat, daſs der Kalk an ihrem ganzen Umfange
unter der combinirten Einwirkung der Ofenbeschickung und der quer liegenden Rippen
ausgeschüttet wird. Obschon mit einer gewissen Neigung dargestellt, kann diese
Plattform ebenso wohl auch wagerecht sein. Die bewegliche Plattform trägt eine an
sie angegossene und mit ihr sich drehende ringförmige Verlängerung P, welche gleichsam eine untere Etage bildet. Auf diese
fällt schlieſslich der Kalk.
Obschon nach dieser Beschreibung der centrale Conus stillstehend ist, wird er
ebenfalls drehbar angeordnet werden können. Aber alsdann werden Conus und Plattform
vortheilhaft durch ein einziges schraubenförmiges Organ, eine Art von stetiger
schiefer Ebene, ersetzt, welche in S besonders
dargestellt ist.
Man muſs jetzt den Kalk aufsammeln und ihn nach einem einzigen Punkte führen, wo er in die
Wagen verladen werden kann. Zu diesem Zwecke hält ein senkrechtes feststehendes und
schräg zum Radius der Scheibe angeordnetes Blatt L den
durch die Kreisbewegung mitgenommenen Kalk auf und nöthigt ihn, ihrer Richtung bis
zu dem Punkte zu folgen, wo er in die Wagen geschüttet wird. Die Bedienung des Ofens
wird durch eine Becherkette vervollständigt, welche den Kalkstein aus den
Brechmaschinen entnimmt und ihn oben nach Maſsgabe des Ausziehens einschüttet. In
dieser Weise ist der Ofen gänzlich mechanisch und vollständig stetig.
B) Verfahren.
a) Zur Herstellung künstlicher und
plastischer Steinmassen, Ziegel, feuerfester Producte, Straſsenbaumaterial
u.s.w.
Moritz Schauenburg in Lahr wendet (vgl. D. R. P. Nr.
39942 vom 6. Juli 1886) zur Herstellung einer künstlichen Steinmasse das
folgende Verfahren an: Harz, z.B. Kolophonium, wird in Alkohol gelöst und diese
Lösung mit irgend einem in Alkohol löslichen Farbstoffe von solcher Färbung und
in solcher Menge, als der Probe der herzustellenden Steinmasse entspricht und
die vollkommene Lösung gestattet, versetzt. 5 bis 8 G.-Th. dieser
Harzfarbstofflösung vermischt man mit 20 G.-Th. gebranntem Gypse oder Tripolith
und 10 G.-Th. Wasser, so daſs ein breiartiger Teig entsteht, welcher dann innig
durch einander gerieben wird. Sobald der Brei die nöthige Consistenz erlangt
hat, wird er in formen aus Holz oder Metall gegossen, frei geformt, auch
geeignetenfalls noch mit anders gefärbtem Teige vermischt, um künstlichen
Marmor, Granit u.s.w. zu bilden.
Die geformten Stücke läſst man an der Luft oder an einem warmen Orte liegen, und,
indem nun zunächst der Alkohol verdunstet, das Wasser aber der Hauptmasse nach
zurückbleibt, scheidet sich Harz und Farbstoff mit einander in feinst
vertheilter Form in der Grundmasse aus, während zu gleicher Zeit die
vollständige Hydratisirung des Gypses erfolgt.
Die nach vorstehendem Verfahren erzeugte Steinmasse, welche sich drehen, feilen,
poliren u.s.w. läſst, soll sich unter Anderem besonders zur Herstellung von
Bauklötzchen eignen.
Behufs Herstellung eines pulverförmigen bituminösen Straſsenbaumateriales für
Stampfarbeit wird (vgl. D. R. P. Nr. 40 020 vom 11. April 1886, Deutsche Asphalt-Actiengesellschaft der Limmer und
Vorwohler Grubenfelder in Hannover) trockener, pulverförmiger Kalk oder
Asphaltstein (mit oder ohne Zusatz von Harzseife) unter Erwärmen durch
Hinzufügen von Kalkmilch zu einem alkalischen Steinschlamme verarbeitet, aus
letzterem eine emulsionsartige Verbindung mit heiſsflüssigem Bitumen gewonnen
und die erkaltete und getrocknete Masse zerpulvert.
G. Lilienthal in Melbourne wendet zur Herstellung
einer plastischen, für Ornamente, Bijouteriewaaren, Spielsteine zu Damenbrettern, Baukästen
u.s.w. bestimmten Masse Aetzstrontian in Verbindung mit Caseïn und gepulvertem
Marmor oder Kalksteine und entsprechendem Farbstoffe an. Vortheilhaft soll
folgendes Mischungsverhältniſs sein:
1) 3 bis 4 Th. gepulverter Marmor oder Kalkstein,
2) 1 Th. Aetzstrontian,
3) etwa der sechste Theil des Gemisches von 1) und 2) an ausgepreſstem
Käsestoffe,
4) Farbe nach Belieben.
Die gut gemischte Masse, bei welcher sich das Aetzstrontian mit dem Caseïn zu
einem sehr festen Bindemittel verbindet, wird unter entsprechendem Drucke in
Formen gepreſst und zweckmäſsig an der Luft getrocknet (D. R. P. Nr. 41 233 vom
7. November 1886).
Dr. Paul Jochum in Ottweiler hat ein Verfahren zur Herstellung von sogen. Eisensteinziegeln angegeben (D. R. P. Nr. 40024 vom 26.
Oktober 1886). Anstatt die zu verwendenden Thone nach der gründlichen
Durcharbeitung wie bisher mit Wasser anzufeuchten, geschieht dieses mit einer
Emulsion, welche gebildet ist aus einer gesättigten Lösung von Eisenvitriol und
fein zermahlenem sehr eisenreichen Eisenerze, dessen Suspension in der Lösung
durch tüchtiges Umrühren derselben bewirkt wird. Das Material wird dann in
üblicher Weise zu Steinen verarbeitet, welche nach dem Trocknen und Brennen
vorzugsweise zur Straſsenpflasterung geeignet sein sollen. (Vgl. 1888 267 190.)
August Grothe in Dortmund will (vgl. D. R. P. Nr.
41178 vom 9. November 1886) durch Zusammenschmelzen von 18k Theerpech, 10k,5 Steinkohlentheer und 10k
Lehmstaub, welche Masse unter Hinzufügung einer Mischung von 0k,625 Steinsalz, 0k,25 Salmiak und 0k,4 Antimonpulver,
mit 3k heiſsem Spiritus gekocht, und mittels
Gieſsen in passende Formen gebracht wird, säurebeständige Behälter herstellen,
welche zum Reinigen von Blechen, Draht u. dgl. mittels Säuren bestimmt sind.
Alexander Feldmann in Linden bei Hannover stellt
feuerfeste Massen und Gegenstände aus künstlich bereitetem Fluormagnesium als
Sintermittel und aus Magnesia bezieh. Thonerde dadurch her, daſs das
Fluormaguesium mit einem oder mehreren der genannten Oxyde und Wasser zu einem
Teige verarbeitet und dieser Teig als Ausfütterungsmasse oder Mörtel verwendet
wird oder daraus Gegenstände geformt werden, welche getrocknet und bis zum
Zusammensintern erhitzt werden (D. R. P. Nr. 44100 vom 2. September 1887). Die
aus dem bezeichneten Materiale hergestellten Gegenstände (Schalen, Tiegel,
Röhren, Steine) sollen besonders schmelzenden Alkalien Widerstand leisten und in
der Metallindustrie überall dort verwendet werden, wo durch Metalle Kieselerde
reducirt werden kann, was hier wegen der gänzlichen Abwesenheit derselben nicht
zu befürchten ist.
Ein anderes Verfahren zur Herstellung; feuerfester Steine ist von
John Davenport in Stoke-on-Trent (Staffordshire,
England) vorgeschlagen worden (D. R. P. Nr. 44116 vom 10. November 1887).
Dasselbe besteht im Wesentlichen darin, daſs Bariumsulfat (Schwerspath) und
Thonerde mit Kieselerde in dem Verhältnisse von 80 Th. Kieselerde zu 10 Th.
Bariumsulfat und 10 Th. Thonerde gemischt werden, wobei die Feuerbeständigkeit
des Productes durch Verringern des Gehaltes an Kieselsäure und entsprechendem
Vermehren an Thonerde abgeschwächt werden kann. Das Product soll ohne Schaden
groſse Lasten und plötzlichen Temperatur Wechsel ertragen.
Um aus Infusorienerde ein festes Material herzustellen, wenden G. W. Reye und Sohne in Hamburg das folgende Verfahren an (D. R. P. Nr. 44431 vom 18. November 1887):
Aus den festen Kieselguhrflötzen werden gröſsere Stücke gefördert. Diese werden
in der Luft erst gut ausgetrocknet, und, nachdem alle Feuchtigkeit ausgezogen
ist, leicht angefeuert. Sie fangen bald an zu glimmen und glimmen dann, ohne
weiteres Feuer, von selbst weiter, bis sie vollständig calcinirt sind. Solche
Stücke sind dann bereits fest, bearbeitungsfähig, wenn auch noch sehr porös.
Diese Eigenschaft benutzt man, um das so behandelte Material mit Lacken, Wachs
oder Gummiarten, Harzen u. dgl. zu tränken, wodurch dasselbe ohne wesentliche
Zunahme des specifischen Gewichtes so hart und widerstandsfähig werden soll,
daſs es zu Stuckarbeiten, Kunstdrechslerarbeiten, Mosaik, Isolirsteinen u.s.w.
Verwendung finden kann. Im einfach calcinirten Zustande lassen sich aus dieser
Kieselguhr in fester Form Säure beständige Filterplatten herstellen.
b) Zur Verzierung von Thonwaaren
u.s.w.
Um bei porösen glasirten Porzellan- und Töpferwaaren innerhalb der Glasur eine
flüssige Farbe durch Absorption einzuführen, werden (D. R. P. Nr. 41293 vom 4.
Mai 1887) die glasirten und fertigen Artikel mit einer oder mehreren Oeffnungen
in der Glasur versehen und dann in Berührung mit einer flüssigen Farbe gebracht.
Durch die Oeffnung in der Glasur tritt die Farbe in das poröse Material und
theilt sich durch die Capillarattraction dieser ganzen Masse innerhalb der
beiden Glasurflächen mit und scheint dann durch dieselbe, d.h. sie wird in der
Glasur sichtbar und ist durch diese vor dem Verwischen und Verwaschen
geschützt.
Behufs Herstellung einer Glanzgold-, Glanzsilber-, Glanzplatin-Druckfarbe
verfahren Ehrlich und Starck in Frankfurt a. M. (D.
R. P. Nr. 44044 vom 30. Juni 1887) derartig, daſs mittels Aethers aus den
käuflichen Glanzgold-, Glanzsilber-, Glanzplatin-Präparaten, die
Schwefelmetall-, Schwefelharzverbindungen ausgefällt, dieselben durch Trocknen
vom Aether befreit, dann in Nitrobenzol oder ähnlichen
Schwefelharzlösungsmitteln aufgenommen und mit einem Zusätze von Schwefelbalsam
zur Konsistenz einer Druckfarbe gebracht werden.
Bekanntlich werden die käuflichen Glanzgold-, Glanzsilber- und
Glanzplatin-Präparate von den diese Präparate erzeugenden Fabriken (der Deutschen Gold- und Silberscheideanstalt zu
Frankfurt a. M., C. Bergcat und Comp. in Passau,
C. Leuchs und Comp. in Nürnberg und Stella in Ludwigshafen) als Geheimniſs gehütet, Mit
dem Pinsel oder der Feder werden die Präparate aufgetragen und auf dem
Porzellane, Steingute, Glase u.s.w. eingebrannt. Da die Präparate zu dünnflüssig
sind, so lassen dieselben sich nicht als Druckfarbe verwenden, sondern müssen in
der oben bezeichneten Weise behandelt werden, wofür nachstehend ein Beispiel
kurz angeführt werden soll.
Man nimmt 200g von der käuflichen
Glanzgoldflüssigkeit, setzt zu derselben 800g
Aethyläther und fällt aus. Dann filtrirt man und erhält auf dem Filter ein braun
gefärbtes Pulver, welches mit Aether ausgewaschen wird, bis die Flüssigkeit hell
abflieſst. Das Pulver wird dann getrocknet.
Man löst 100g dieses Pulvers in 50 bis 70g Nitrobenzol und gibt 100g Schwefelbalsam hinzu, rührt gut durch
einander und erhält eine zähe, dickflüssige Masse, welche in folgender Weise
Verwendung findet: Man trägt diese Druckfarbe auf ein Cliché mit Hilfe von Leder
oder gewöhnlichen Buchdruckwalzen auf und benutzt Eiweiſspapier, um die
Zeichnung zu übertragen. Dieses bedruckte Papier wird nun mit der bedruckten
Seite auf den Porzellangegenstand aufgeklebt. Der Porzellangegenstand ist vorher
mit einem Lackanstriche versehen worden, so daſs das Papier auf demselben haften
bleibt.
Das Papier wird mit einem Falzbeine fest aufgedrückt. Man läſst jetzt den so
behandelten Gegenstand mehrere Stunden trocknen und wäscht dann mit einem
feuchten Schwämme das Papier von dem Porzellane ab. Es löst sich dabei zugleich
der Eiweiſsüberzug, und mittels einer Brause können die letzten Spuren desselben
entfernt werden. Jetzt trocknet man wieder und brennt in den Muffeln die
Goldfarbe ein, welche durch den Waschprozeſs nicht entfernt worden ist, sondern
am Porzellane haften blieb.
c) Zur Herstellung von
Cement.
Bekannt ist, daſs zur Ueberführung von rasch bindendem Cemente in langsam
bindenden 1 bis 2 Proc. Gyps mit dem Cemente zusammen gemahlen werden. Dieser
Zusatz ist jedoch häufig nur von mangelhafter Einwirkung, da das Erstarren des
Cementbreies oft eher eintritt, als sich eine genügende Menge Gyps im
Mörtelwasser lösen konnte. Einen erhöhten Procentsatz von Gyps anzuwenden, ist
aber nicht rathsam, da auf diese Weise der Cement leicht zu einem sehr
gefährlichen „Gypstreiber“ gemacht werden kann. Unter solchen Umständen
bleibt dem Fabrikanten nur übrig, den Cement lagern zu lassen, ihm Gelegenheit
zu geben, allmählich aus der Atmosphäre Wasser und Kohlensäure aufzusaugen, um
auf diese Weise unempfindlich für den Hydratisationsprozeſs zu werden. Dieses
kostspielige und unbequeme Lagern des Cementes ist zu vermeiden, wenn man die
Zuführung atmosphärischer Feuchtigkeit erleichtert bezieh. die Aufnahme des
Wassers seitens des Cementes beschleunigt. Zu diesem Zwecke setzt Dr. Carl Heintzel (D. R. P. Nr. 42344 vom 29. Juli
1887) eine geringe Menge hygroskopischer Salze zu, insonderheit Chlorcalcium,
Chlormagnesium oder ein Salzgemisch, in welchem diese Stoffe als wesentliche
Bestandtheile enthalten sind. Es sollen 0,5 bis 2 Proc. von dem trockenen Salze
mit auf den Mahlgang gegeben werden, um zu bewirken, daſs selbst äuſserst rasch
bindender Cement entsprechend verändert werde.
W. Koort.